S-ar putea să vă placă și
- Modeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneDocument6 paginiModeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneNancy ParvinaÎncă nu există evaluări
- Opti 1Document6 paginiOpti 1Thomas StevensÎncă nu există evaluări
- Simulation of An Isothermal Catalytic Membrane Reactor For The Dehydrogenation of ETHYLBENZENEDocument16 paginiSimulation of An Isothermal Catalytic Membrane Reactor For The Dehydrogenation of ETHYLBENZENEVassiliÎncă nu există evaluări
- Water Gas ReactorDocument23 paginiWater Gas ReactorNicolao93100% (1)
- Modeling and Simulation of Water Gas Shift ReactorDocument23 paginiModeling and Simulation of Water Gas Shift ReactorRaneem YameenÎncă nu există evaluări
- Water Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFDocument8 paginiWater Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFKmilo BolañosÎncă nu există evaluări
- Ring KasanDocument9 paginiRing Kasanruth indahÎncă nu există evaluări
- Simulation of Ethane Steam Cracking With SeverityDocument7 paginiSimulation of Ethane Steam Cracking With Severity9uhÎncă nu există evaluări
- Kinetics and Modeling of Fatty Alcohol Ethoxylation in An Industrial Spray Loop ReactorDocument10 paginiKinetics and Modeling of Fatty Alcohol Ethoxylation in An Industrial Spray Loop ReactorGrizzlybeer Van DyckÎncă nu există evaluări
- Optimal Design of An Experimental Methanol Fuel ReformerDocument12 paginiOptimal Design of An Experimental Methanol Fuel ReformerramahtamahÎncă nu există evaluări
- Automotive Exhaust Gas Conversion - From Elementary Step Kinetics To Prediction of Emission DynamicsDocument9 paginiAutomotive Exhaust Gas Conversion - From Elementary Step Kinetics To Prediction of Emission DynamicsAndang Hastu PÎncă nu există evaluări
- Frants in A 2014Document11 paginiFrants in A 2014Omar SaeedÎncă nu există evaluări
- Lemoullec 2011Document14 paginiLemoullec 2011Adarsh PatelÎncă nu există evaluări
- Hydrogen Storage in The Form of Methylcyclohexane: S. Yolcular and Ö. OLGUNDocument8 paginiHydrogen Storage in The Form of Methylcyclohexane: S. Yolcular and Ö. OLGUNsj singhÎncă nu există evaluări
- Dynamic Optimization Strategies of A Heterogeneous Reactor For CO Conversion To MethanolDocument7 paginiDynamic Optimization Strategies of A Heterogeneous Reactor For CO Conversion To MethanolSarang GohÎncă nu există evaluări
- Kinetics and Related Engineering Aspects of Catalytic Liquid-Phase Oxidation of P-Xylene To Terephthalic AcidDocument17 paginiKinetics and Related Engineering Aspects of Catalytic Liquid-Phase Oxidation of P-Xylene To Terephthalic AcidAbdullah JavedÎncă nu există evaluări
- WgsDocument23 paginiWgspmg83Încă nu există evaluări
- Simulación Del Reactor IndustrialDocument6 paginiSimulación Del Reactor IndustrializurietaeduardoÎncă nu există evaluări
- Modeling and Simulating a Water Gas Shift ReactorDocument23 paginiModeling and Simulating a Water Gas Shift ReactorAl FareshÎncă nu există evaluări
- Bisphenol A Synthesis - Modeling of Industrial Reactorand Catalyst DeactivationDocument7 paginiBisphenol A Synthesis - Modeling of Industrial Reactorand Catalyst DeactivationDaniela JuradoÎncă nu există evaluări
- Full TextDocument8 paginiFull TextAbril FgÎncă nu există evaluări
- Transesterification of DMC and EthanolDocument14 paginiTransesterification of DMC and EthanolJavier MoctezumaÎncă nu există evaluări
- Articolo PDFDocument8 paginiArticolo PDFAlessio ScarabelliÎncă nu există evaluări
- Aspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorDocument8 paginiAspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorSoumajit SenÎncă nu există evaluări
- Carbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantDocument10 paginiCarbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantZheqi YuÎncă nu există evaluări
- Control Engineering Practice: Vishal Mahindrakar, Juergen HahnDocument11 paginiControl Engineering Practice: Vishal Mahindrakar, Juergen HahnLAURA KATHERINE CENTENO JAIMESÎncă nu există evaluări
- Xiong-Lin Luo 2022Document15 paginiXiong-Lin Luo 2022valery akhmÎncă nu există evaluări
- 1 s2.0 S0009250911006312 MainDocument17 pagini1 s2.0 S0009250911006312 MainÖzge ÖztürkÎncă nu există evaluări
- Catalytic Dehydration of Methanol To DimDocument8 paginiCatalytic Dehydration of Methanol To DimNorma JenarezÎncă nu există evaluări
- Introduction and Definitions: Chemical Reaction EngineeringDocument36 paginiIntroduction and Definitions: Chemical Reaction EngineeringKalai ChelviÎncă nu există evaluări
- Chapter One: 1.1 BackgroundDocument19 paginiChapter One: 1.1 BackgroundteweleÎncă nu există evaluări
- Modeling of Adiabatic Movingbed Reactor For Dehydrogenation of Isobutane To IsobuteneDocument7 paginiModeling of Adiabatic Movingbed Reactor For Dehydrogenation of Isobutane To IsobuteneForcus onÎncă nu există evaluări
- Process Alternatives For Methyl Acetate Conversion Using Reactive Distillation. 1. HydrolysisDocument15 paginiProcess Alternatives For Methyl Acetate Conversion Using Reactive Distillation. 1. Hydrolysisehsan zeraatkarÎncă nu există evaluări
- Simulation of An Industrial Turbulent Uidized Bed Reactor For Partial Oxidation To Maleic AnhydrideDocument10 paginiSimulation of An Industrial Turbulent Uidized Bed Reactor For Partial Oxidation To Maleic AnhydrideCatalinaManjarresÎncă nu există evaluări
- Syngas 2MeOHDocument10 paginiSyngas 2MeOHDaniil GhilescuÎncă nu există evaluări
- Chapter One: 1.1 BackgroundDocument22 paginiChapter One: 1.1 BackgroundteweleÎncă nu există evaluări
- Dichloroethane Production by Two-Step Oxychlorination PDFDocument5 paginiDichloroethane Production by Two-Step Oxychlorination PDFnay denÎncă nu există evaluări
- Intrinsic and Global Reaction Rate of Methanol Dehydration Over G Al2O3 Pellets 1992 Industrial and Engineering Chemistry Research1992Document7 paginiIntrinsic and Global Reaction Rate of Methanol Dehydration Over G Al2O3 Pellets 1992 Industrial and Engineering Chemistry Research1992pannita.kÎncă nu există evaluări
- Kinetic Study of Autothermal Reforming of Glycerol in A Dual Layer Monolith CatalystDocument8 paginiKinetic Study of Autothermal Reforming of Glycerol in A Dual Layer Monolith CatalystElias ChiquiarÎncă nu există evaluări
- Thermal Effects On Breakthrough Curves of Pressure Swing Adsorption For Hydrogen Puri CationDocument10 paginiThermal Effects On Breakthrough Curves of Pressure Swing Adsorption For Hydrogen Puri CationEvminidaÎncă nu există evaluări
- Modelling of ReformerDocument11 paginiModelling of ReformerTaniadi SuriaÎncă nu există evaluări
- Esterification of Lactic Acid With Ethanol in A PervaporationDocument9 paginiEsterification of Lactic Acid With Ethanol in A PervaporationRockruto 33Încă nu există evaluări
- Scale-Up Concept of Single-Channel Microreactors From Process Development To Industrial ProductionDocument9 paginiScale-Up Concept of Single-Channel Microreactors From Process Development To Industrial ProductionAbimaelÎncă nu există evaluări
- N-Butane: Simulation of An Industrial Turbulent Fluidized Bed Reactor For Partial Oxidation To Maleic AnhydrideDocument10 paginiN-Butane: Simulation of An Industrial Turbulent Fluidized Bed Reactor For Partial Oxidation To Maleic AnhydrideApril JuneÎncă nu există evaluări
- Jae Lee-2008-Ethylbenzene Dehydrogenation IntoDocument12 paginiJae Lee-2008-Ethylbenzene Dehydrogenation IntogeocottonÎncă nu există evaluări
- Zebian 2012Document21 paginiZebian 2012nejmiddin boughattasÎncă nu există evaluări
- C 01Document15 paginiC 01Abbas Ali100% (1)
- The Kinetics and Thermodynamics of The Phenol From Cumene Process: A Physical Chemistry ExperimentDocument5 paginiThe Kinetics and Thermodynamics of The Phenol From Cumene Process: A Physical Chemistry Experimentkanokwan jaruekÎncă nu există evaluări
- Design and Control Ofan Ole!n Metathesis Reactive Distillation ColumnDocument19 paginiDesign and Control Ofan Ole!n Metathesis Reactive Distillation ColumnPriyam NayakÎncă nu există evaluări
- ME Chemical Engineering Thesis on Heat Exchanging Reactor DesignDocument12 paginiME Chemical Engineering Thesis on Heat Exchanging Reactor DesignsumitÎncă nu există evaluări
- Chemical Engineering and Processing: Process IntensificationDocument11 paginiChemical Engineering and Processing: Process IntensificationVanne ChamorroÎncă nu există evaluări
- Kubota 2001Document6 paginiKubota 2001Miguel AugustoÎncă nu există evaluări
- Chapter 3Document45 paginiChapter 3HakimÎncă nu există evaluări
- Zhang 2014Document7 paginiZhang 2014Jordy Romario Grados SoriaÎncă nu există evaluări
- Design of Reactive Distillations For Acetic Acid EsterificationDocument17 paginiDesign of Reactive Distillations For Acetic Acid Esterificationehsan zeraatkarÎncă nu există evaluări
- Cinetica EtilbencenoDocument12 paginiCinetica Etilbencenomauricio colomboÎncă nu există evaluări
- Flow Analysis for Hydrocarbon Pipeline EngineeringDe la EverandFlow Analysis for Hydrocarbon Pipeline EngineeringÎncă nu există evaluări
- Oil Companies PakistanDocument1 paginăOil Companies PakistanAnonymous HjB1bhmÎncă nu există evaluări
- FYP Titles Chemical EngrDocument3 paginiFYP Titles Chemical EngrAsim MansoorÎncă nu există evaluări
- Experiment 4: Gas Diffusion Coefficient: KeywordsDocument9 paginiExperiment 4: Gas Diffusion Coefficient: KeywordsMuhd Mukhrizan100% (3)
- Processing Units DetailDocument49 paginiProcessing Units DetailAnonymous HjB1bhmÎncă nu există evaluări
- PLC or DCS PDFDocument12 paginiPLC or DCS PDFsafvanshaikhÎncă nu există evaluări
- Chapter-Waste Heat RecoveryDocument18 paginiChapter-Waste Heat Recoveryapi-19908130Încă nu există evaluări
- Ion Exchange For Dummies RHDocument9 paginiIon Exchange For Dummies RHDaverrrÎncă nu există evaluări
- Dakhni Report FinalDocument49 paginiDakhni Report FinalAnonymous HjB1bhmÎncă nu există evaluări
- Process Simulation Essentials - Example BookDocument63 paginiProcess Simulation Essentials - Example BookRebeca LópezÎncă nu există evaluări
- Aditya Gadepallis ResumeDocument1 paginăAditya Gadepallis ResumeAnonymous HjB1bhmÎncă nu există evaluări
- Process Simulation Essentials - Example BookDocument63 paginiProcess Simulation Essentials - Example BookRebeca LópezÎncă nu există evaluări
- Classification by Numeric Range E NumbersDocument24 paginiClassification by Numeric Range E NumbersrohitindiaÎncă nu există evaluări
- Lab 1Document6 paginiLab 1Shatesh Kumar ChandrahasanÎncă nu există evaluări
- Effect of Food Additives On The Antioxidant Properties andDocument9 paginiEffect of Food Additives On The Antioxidant Properties andRizki IchiÎncă nu există evaluări
- PRESERVATIVESDocument9 paginiPRESERVATIVESLittle OneÎncă nu există evaluări
- IndexDocument48 paginiIndexRRSÎncă nu există evaluări
- Selective Liquid Phase Oxidation of Toluene with Air Using Cobalt Tetraphenylporphyrin CatalystDocument5 paginiSelective Liquid Phase Oxidation of Toluene with Air Using Cobalt Tetraphenylporphyrin CatalystSpafiu Paula RalucaÎncă nu există evaluări
- School ProjectDocument15 paginiSchool ProjectMehtab Uddin75% (4)
- Stereocontrolled Synthesis of Rosuvastatin Calcium Via Iodine Chloride-Induced Intramolecular CyclizationDocument7 paginiStereocontrolled Synthesis of Rosuvastatin Calcium Via Iodine Chloride-Induced Intramolecular CyclizationDr-Nilesh SalunkheÎncă nu există evaluări
- Although This Process Is No Longer in Common UseDocument15 paginiAlthough This Process Is No Longer in Common Usedia_aldy100% (1)
- 1 Reg (EU) No 2018 98 Removal E203Document15 pagini1 Reg (EU) No 2018 98 Removal E203Oyaye YusufÎncă nu există evaluări
- Basic Information Form for Effluent Disposal AmendmentDocument73 paginiBasic Information Form for Effluent Disposal Amendmentsrimurugan100% (1)
- Review A Review of Clean-Label Approaches To Chilli Paste ProcessingDocument11 paginiReview A Review of Clean-Label Approaches To Chilli Paste ProcessingVy NguyenÎncă nu există evaluări
- Chapter 1 Introduction: Fig 1.1 Benzoic AcidDocument101 paginiChapter 1 Introduction: Fig 1.1 Benzoic AcidliftedcornÎncă nu există evaluări
- Additives GSO PDFDocument294 paginiAdditives GSO PDFAdeesha DeshanÎncă nu există evaluări
- SinteticosDocument14 paginiSinteticosMikensr1Încă nu există evaluări
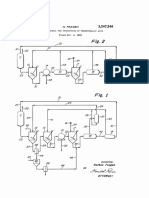
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 paginiApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohÎncă nu există evaluări
- Chem Project - Potassium Bisulphite-3Document17 paginiChem Project - Potassium Bisulphite-3RollingRageÎncă nu există evaluări
- Class XII Aldehydes, Ketones and Carboxylic AcidsDocument5 paginiClass XII Aldehydes, Ketones and Carboxylic AcidsvartikasinghÎncă nu există evaluări
- Experiment 1 Recrystallization of Benzoic AcidDocument3 paginiExperiment 1 Recrystallization of Benzoic AcidJamie Bns100% (1)
- Synthesis of Benzoic Acid Lab ReportDocument7 paginiSynthesis of Benzoic Acid Lab Reportstephanie damajÎncă nu există evaluări
- Lecture Notes Preservation Technologies Methods of Preservation of Fruits and VegetablesDocument17 paginiLecture Notes Preservation Technologies Methods of Preservation of Fruits and VegetablesJasvir MannÎncă nu există evaluări
- 0620 w08 Ms 3Document13 pagini0620 w08 Ms 3AYSHAMOHD88Încă nu există evaluări
- Chemicals For Consumers:Food PreservativesDocument21 paginiChemicals For Consumers:Food PreservativesAdam NgÎncă nu există evaluări
- Orgo Lab 2 Report (4c)Document3 paginiOrgo Lab 2 Report (4c)greek_brattÎncă nu există evaluări
- Beer additives and maximum limitsDocument2 paginiBeer additives and maximum limitsVLASTARÎncă nu există evaluări
- Essential Medicine List PDFDocument7 paginiEssential Medicine List PDFericusmanÎncă nu există evaluări
- Balsam Resin EnglishDocument3 paginiBalsam Resin EnglishWahyudi AnggrianÎncă nu există evaluări
- Eph-Admisjosnsoa, 3883n, Chem 214Document10 paginiEph-Admisjosnsoa, 3883n, Chem 214Rajat ChauhanÎncă nu există evaluări
- e-EROS Encyclopedia of Reagents For Organic Synthe PDFDocument5 paginie-EROS Encyclopedia of Reagents For Organic Synthe PDFSheldon Emilio MoralesÎncă nu există evaluări
- Chemistry Project WorkDocument16 paginiChemistry Project Workvikas vermaÎncă nu există evaluări