S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Reinforced and Filled Poly (Phenylene Sulfide) (PPS) Injection Molding and Extrusion Materials Using ASTM MethodsDocument6 paginiReinforced and Filled Poly (Phenylene Sulfide) (PPS) Injection Molding and Extrusion Materials Using ASTM MethodsJosé Miguel Palomino GarciaÎncă nu există evaluări
- 01 - Accounting For Managers PDFDocument151 pagini01 - Accounting For Managers PDFAmit Kumar PandeyÎncă nu există evaluări
- A320 21 Air Conditioning SystemDocument41 paginiA320 21 Air Conditioning SystemBernard Xavier95% (22)
- Data Science Machine LearningDocument15 paginiData Science Machine LearningmagrinraphaelÎncă nu există evaluări
- Production of Activated CarbonDocument11 paginiProduction of Activated CarbonShii Bautista100% (1)
- Energy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefDocument8 paginiEnergy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefSalomonlcÎncă nu există evaluări
- Boiler LayupDocument4 paginiBoiler LayupTiu TonÎncă nu există evaluări
- PTWDocument3 paginiPTWMJundiÎncă nu există evaluări
- Free Chlorine Indicator Solution For CL 17 Analyzer - GHS - en - 2018 01 16Document15 paginiFree Chlorine Indicator Solution For CL 17 Analyzer - GHS - en - 2018 01 16MJundiÎncă nu există evaluări
- Boiler Chemical Cleaning Procedure PDFDocument17 paginiBoiler Chemical Cleaning Procedure PDFMJundiÎncă nu există evaluări
- Accepted Manuscript: Thermal Science and Engineering ProgressDocument21 paginiAccepted Manuscript: Thermal Science and Engineering ProgressMJundiÎncă nu există evaluări
- Energetics of Coal Substitution by Briquettes of Agricultural ResiduesDocument11 paginiEnergetics of Coal Substitution by Briquettes of Agricultural ResiduesMJundiÎncă nu există evaluări
- Coffee Husk Briquettes: A New Renewable Energy SourceDocument5 paginiCoffee Husk Briquettes: A New Renewable Energy SourceMJundiÎncă nu există evaluări
- Characteristics of Spent Coffee Ground As A Fuel and Combustion Test in A Small Boiler PDFDocument15 paginiCharacteristics of Spent Coffee Ground As A Fuel and Combustion Test in A Small Boiler PDFMJundiÎncă nu există evaluări
- Emissions Analysis From Combustion of Eco-Fuel Briquettes For Domestic ApplicationsDocument7 paginiEmissions Analysis From Combustion of Eco-Fuel Briquettes For Domestic ApplicationsMJundiÎncă nu există evaluări
- Optimization of fly ash particle size distribution improves cementitious material propertiesDocument11 paginiOptimization of fly ash particle size distribution improves cementitious material propertiesMJundiÎncă nu există evaluări
- Using charcoal to increase properties and durability of fired clay bricksDocument7 paginiUsing charcoal to increase properties and durability of fired clay bricksMJundiÎncă nu există evaluări
- Spent Coffee Grounds Heat Coffee RoastingDocument15 paginiSpent Coffee Grounds Heat Coffee RoastingMJundiÎncă nu există evaluări
- Recent Development On The Uses of Alternative Fuels in Cement Manufacturing ProcessDocument16 paginiRecent Development On The Uses of Alternative Fuels in Cement Manufacturing ProcessMJundi100% (1)
- An Experimental Investigation of The Roles of Water Content and Gas Decompression Rate For Outburst in Coal BriquettesDocument8 paginiAn Experimental Investigation of The Roles of Water Content and Gas Decompression Rate For Outburst in Coal BriquettesMJundiÎncă nu există evaluări
- Characteristics of Spent Coffee Ground As A Fuel and Combustion Test in A Small BoilerDocument15 paginiCharacteristics of Spent Coffee Ground As A Fuel and Combustion Test in A Small BoilerMJundiÎncă nu există evaluări
- Physicochemcial Characteristis of Densified Unreated and Steam Exploded Poplar Wood and Wheat Straw GrindsDocument10 paginiPhysicochemcial Characteristis of Densified Unreated and Steam Exploded Poplar Wood and Wheat Straw GrindsMJundiÎncă nu există evaluări
- Effect of Particlesize of Blast Furnace Slag On Properties of Portland CementDocument6 paginiEffect of Particlesize of Blast Furnace Slag On Properties of Portland CementyewÎncă nu există evaluări
- Direct Power Generation From Waste Coffee Grounds in A Biomass Fuel CellDocument7 paginiDirect Power Generation From Waste Coffee Grounds in A Biomass Fuel CellMJundiÎncă nu există evaluări
- ErsltltvlDocument12 paginiErsltltvljimsonÎncă nu există evaluări
- Code Concrete MasonrDocument40 paginiCode Concrete MasonrJose AnjloÎncă nu există evaluări
- Code of Practice Concrete Masonry CuttingDocument9 paginiCode of Practice Concrete Masonry CuttingMJundiÎncă nu există evaluări
- Substitution of The Natural Sand by Crystallized Slagof Blast Furnace in The Composition of Concrete PDFDocument7 paginiSubstitution of The Natural Sand by Crystallized Slagof Blast Furnace in The Composition of Concrete PDFMJundiÎncă nu există evaluări
- Durability of Portland Blast-Furnace Slag Cement ConcreteDocument11 paginiDurability of Portland Blast-Furnace Slag Cement ConcreteMJundiÎncă nu există evaluări
- Feasibility Study of The Potential Use of Drill Cuttig in ConcreteDocument9 paginiFeasibility Study of The Potential Use of Drill Cuttig in ConcreteMJundiÎncă nu există evaluări
- Recycling Paper Industry Ef Uent Sludge For Use in Mortars A Sustainability PerspectiveDocument13 paginiRecycling Paper Industry Ef Uent Sludge For Use in Mortars A Sustainability PerspectiveMJundiÎncă nu există evaluări
- Perlite Concrete Mix Designs: Materials Per Cubic Yard Based On 100% YieldDocument1 paginăPerlite Concrete Mix Designs: Materials Per Cubic Yard Based On 100% YieldMJundiÎncă nu există evaluări
- Using Perlite As A Pozzolanic Addition in BlendedDocument124 paginiUsing Perlite As A Pozzolanic Addition in BlendedMJundiÎncă nu există evaluări
- Comparing pozzolanic activity of obsidian to fly ash and slagDocument11 paginiComparing pozzolanic activity of obsidian to fly ash and slagMJundiÎncă nu există evaluări
- Investigating The Effects of High Alumina Cement and Silica Sand On The Suitability of Ikere Ekiti Clay For Refractory ApplicationsDocument6 paginiInvestigating The Effects of High Alumina Cement and Silica Sand On The Suitability of Ikere Ekiti Clay For Refractory ApplicationsMJundiÎncă nu există evaluări
- Regulations 2020: Mechanical Engineering CurriculumDocument162 paginiRegulations 2020: Mechanical Engineering CurriculumdsathiyaÎncă nu există evaluări
- JESTEC TemplateDocument11 paginiJESTEC TemplateMuhammad FakhruddinÎncă nu există evaluări
- Community Mobilizer (Couple)Document4 paginiCommunity Mobilizer (Couple)Mohammad Asif AbediÎncă nu există evaluări
- NURKSE's Balanced GrowthDocument7 paginiNURKSE's Balanced GrowthArnab MutsuddyÎncă nu există evaluări
- IEEE Registration StuffDocument11 paginiIEEE Registration StuffsegeluluÎncă nu există evaluări
- Mr. Arshad Nazer: Bawshar, Sultanate of OmanDocument2 paginiMr. Arshad Nazer: Bawshar, Sultanate of OmanTop GÎncă nu există evaluări
- 7 ways to improve energy efficiency of pumpsDocument1 pagină7 ways to improve energy efficiency of pumpsCharina Malolot VillalonÎncă nu există evaluări
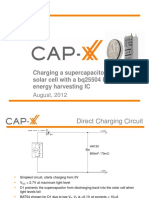
- 1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFDocument12 pagini1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFmehralsmenschÎncă nu există evaluări
- Statement of Purpose Lanka Venkata Raghava Ravi TejaDocument2 paginiStatement of Purpose Lanka Venkata Raghava Ravi TejaRavi Teja LvrÎncă nu există evaluări
- Tagum Doctors Hospital Inc.,: Republic of The Philippines Department of Health National Highway 54, Tagum CityDocument8 paginiTagum Doctors Hospital Inc.,: Republic of The Philippines Department of Health National Highway 54, Tagum CityRoel John Atamosa CasilacÎncă nu există evaluări
- Nippon Metal Primer Red Oxide TDSDocument2 paginiNippon Metal Primer Red Oxide TDSPraveen KumarÎncă nu există evaluări
- Alvarez vs. COMELECDocument5 paginiAlvarez vs. COMELECvanessa3333333Încă nu există evaluări
- Service Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EDocument71 paginiService Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EJonathan Da SilvaÎncă nu există evaluări
- Open Recruitment Member Kejar Mimpi Periode 2023 (Responses)Document22 paginiOpen Recruitment Member Kejar Mimpi Periode 2023 (Responses)Sophia Dewi AzzahraÎncă nu există evaluări
- Web Based Tour Management for Bamboo ParadiseDocument11 paginiWeb Based Tour Management for Bamboo Paradisemohammed BiratuÎncă nu există evaluări
- COA Full Syllabus-CSEDocument3 paginiCOA Full Syllabus-CSEAMARTYA KUMARÎncă nu există evaluări
- Index: Title Page Acknowledgement Chapter 1: ProfilesDocument43 paginiIndex: Title Page Acknowledgement Chapter 1: ProfilesRaushan singhÎncă nu există evaluări
- Portfolio Management Banking SectorDocument133 paginiPortfolio Management Banking SectorNitinAgnihotri100% (1)
- Shrey's PHP - PracticalDocument46 paginiShrey's PHP - PracticalNahi PataÎncă nu există evaluări
- 6 Hagonoy V NLRCDocument2 pagini6 Hagonoy V NLRCChristiane Marie Bajada0% (1)
- OTA710C User ManualDocument32 paginiOTA710C User ManualEver Daniel Barreto Rojas100% (2)
- Education, A Vital Principle For Digital Library Development in IranDocument23 paginiEducation, A Vital Principle For Digital Library Development in Iranrasuli9Încă nu există evaluări
- JDC Merchanndising ActivityDocument6 paginiJDC Merchanndising ActivityShaira Sahibad100% (1)
- Introduction Electrical MotorDocument36 paginiIntroduction Electrical MotorYajidÎncă nu există evaluări