S-ar putea să vă placă și
- Hydrofoil - US5951162Document22 paginiHydrofoil - US5951162rwtoorresdÎncă nu există evaluări
- PoDFA Flyer and Spec SheetDocument6 paginiPoDFA Flyer and Spec SheetAmmarÎncă nu există evaluări
- L1050108 - Spectrum 3 Trimode Spectrometer User's Guide en-USDocument102 paginiL1050108 - Spectrum 3 Trimode Spectrometer User's Guide en-USFrizki88Încă nu există evaluări
- Microwave Mind Control by Tim RifatDocument12 paginiMicrowave Mind Control by Tim Rifatdotto2822100% (2)
- Water-Based Gravure Printing Ink PatentDocument6 paginiWater-Based Gravure Printing Ink PatentHiba Naser100% (1)
- US5241749 Rod Baffle DesignDocument12 paginiUS5241749 Rod Baffle Designashish.itbhuÎncă nu există evaluări
- Assembly Catalog For FAL-5Document254 paginiAssembly Catalog For FAL-5NabesterNajam100% (1)
- Manual de Servicio - Magicolor1680-1690MF Delcop 3009Document380 paginiManual de Servicio - Magicolor1680-1690MF Delcop 3009oneil moleroÎncă nu există evaluări
- 7-Andrius Melninkaitis - 35 - TOCPA - Vilnius - 9 Nov 2017 PDFDocument43 pagini7-Andrius Melninkaitis - 35 - TOCPA - Vilnius - 9 Nov 2017 PDFJelena FedurkoÎncă nu există evaluări
- RIKTA 04-4 Treatment Manual ENGDocument211 paginiRIKTA 04-4 Treatment Manual ENGSteven Almeroth50% (2)
- Iiihiiii: United States PatentDocument9 paginiIiihiiii: United States PatentrobiatulawaliyahÎncă nu există evaluări
- Protective Polymeric CoatingsDocument7 paginiProtective Polymeric CoatingsAlexander Franco CastrillonÎncă nu există evaluări
- United States Patent: (10) Patent No.: (45) Date of PatentDocument27 paginiUnited States Patent: (10) Patent No.: (45) Date of PatentGek CagatanÎncă nu există evaluări
- United States Patent 19: 45 Date of Patent: Jul. 14, 1998Document16 paginiUnited States Patent 19: 45 Date of Patent: Jul. 14, 1998sudeep kumarÎncă nu există evaluări
- Us6924931 PDFDocument10 paginiUs6924931 PDFja2ja1Încă nu există evaluări
- United States Patent (10) Patent No.: US 7489,225 B2: Dadafshar (45) Date of Patent: Feb. 10, 2009Document24 paginiUnited States Patent (10) Patent No.: US 7489,225 B2: Dadafshar (45) Date of Patent: Feb. 10, 2009Jie99Încă nu există evaluări
- US6840311Document11 paginiUS6840311Pardeep SharmaÎncă nu există evaluări
- United States Patent: (10) Patent No.: (45) Date of PatentDocument35 paginiUnited States Patent: (10) Patent No.: (45) Date of PatentLazlo JoószÎncă nu există evaluări
- United States Patent: Reworked-S161Document9 paginiUnited States Patent: Reworked-S161alimajnoonÎncă nu există evaluări
- US5515029Document15 paginiUS5515029Carlos OrtegaÎncă nu există evaluări
- Us 6964501Document12 paginiUs 6964501alchjunkmailÎncă nu există evaluări
- Lead Free Glass Frit For Ceramic EnamelDocument3 paginiLead Free Glass Frit For Ceramic EnamelbahramrezaeiÎncă nu există evaluări
- United States Patent: (10) Patent No.: US 7,605,347 B2Document20 paginiUnited States Patent: (10) Patent No.: US 7,605,347 B2Mihail AvramovÎncă nu există evaluări
- Security camera system activated by motion and heat sensorsDocument17 paginiSecurity camera system activated by motion and heat sensorszianhunter1Încă nu există evaluări
- Bolas Ver VerDocument6 paginiBolas Ver VerpatgabrielÎncă nu există evaluări
- Microprocessor with Operation Capture Facility for DebuggingDocument10 paginiMicroprocessor with Operation Capture Facility for Debuggingحسام.علاوي جاسمÎncă nu există evaluări
- United States PatentDocument15 paginiUnited States PatentAlexcel CorporalÎncă nu există evaluări
- US4201743Document8 paginiUS4201743Abdulrahman HamdanÎncă nu există evaluări
- US5980788Document12 paginiUS5980788Nguyen Trung HuyÎncă nu există evaluări
- United States Patent (19) 11 Patent Number: 5,673,939: Bees Et Al. 45 Date of Patent: Oct. 7, 1997Document9 paginiUnited States Patent (19) 11 Patent Number: 5,673,939: Bees Et Al. 45 Date of Patent: Oct. 7, 1997Mohit PadheeÎncă nu există evaluări
- Laser-Engraved Denim Design PatentDocument16 paginiLaser-Engraved Denim Design PatentpmurphÎncă nu există evaluări
- United States Patent: (10) Patent No.: (45) Date of PatentDocument6 paginiUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaÎncă nu există evaluări
- Automotive Glass Thick Film Conductor PasteDocument5 paginiAutomotive Glass Thick Film Conductor PastebahramrezaeiÎncă nu există evaluări
- Us 6536893Document11 paginiUs 6536893mksÎncă nu există evaluări
- Us 5342560Document7 paginiUs 5342560Ghina Fatikah SalimÎncă nu există evaluări
- Cargador de Automóvil para BateriasDocument12 paginiCargador de Automóvil para BateriasEmer nelsonÎncă nu există evaluări
- US6200692 (Container)Document8 paginiUS6200692 (Container)cliff hsuÎncă nu există evaluări
- United States Patent: (10) Patent No.: (45) Date of PatentDocument27 paginiUnited States Patent: (10) Patent No.: (45) Date of PatentAlberto Esau Reyes CruzÎncă nu există evaluări
- US5872805Document7 paginiUS5872805Dhaval patelÎncă nu există evaluări
- US6087796 Vel+fluxDocument16 paginiUS6087796 Vel+fluxsebastianÎncă nu există evaluări
- Patent Number 5194299Document11 paginiPatent Number 5194299Lope Nam-iÎncă nu există evaluări
- Mold CastingDocument22 paginiMold CastingDicky MadikatamaÎncă nu există evaluări
- United States Patent: Ludwig Et Al. Patent No.: Date of Patent: Aug. 5, 2003Document10 paginiUnited States Patent: Ludwig Et Al. Patent No.: Date of Patent: Aug. 5, 2003Meikael DiezÎncă nu există evaluări
- Milling Head for Thread Whirling Cutting ToolsDocument11 paginiMilling Head for Thread Whirling Cutting ToolsirinaÎncă nu există evaluări
- United States Patent: (10) Patent No.: US 6,293,891 B1Document8 paginiUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiÎncă nu există evaluări
- Us6111198 - Duplex Feedthrough and Method ThereforDocument9 paginiUs6111198 - Duplex Feedthrough and Method ThereforNosfe Matingli DiazÎncă nu există evaluări
- US5888954 Benzotriazole As Silver Corrosion Inhibitor in Dishwashing DetergentsDocument7 paginiUS5888954 Benzotriazole As Silver Corrosion Inhibitor in Dishwashing DetergentsLaban KantorÎncă nu există evaluări
- Electrical Wiring System PatentDocument20 paginiElectrical Wiring System PatentAininÎncă nu există evaluări
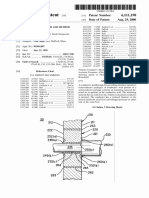
- United States Patent (19) 11 Patent Number: 6,107,527: Stec Et Al. (45) Date of Patent: Aug. 22, 2000Document4 paginiUnited States Patent (19) 11 Patent Number: 6,107,527: Stec Et Al. (45) Date of Patent: Aug. 22, 2000cbuhksmkÎncă nu există evaluări
- US6045195Document30 paginiUS6045195aungkyawzoreÎncă nu există evaluări
- Dental Appliance for Perfect SmileDocument13 paginiDental Appliance for Perfect SmileeuontyÎncă nu există evaluări
- H - III: United States PatentDocument18 paginiH - III: United States PatentkartikkeyyanÎncă nu există evaluări
- United States Patent (19) 11 Patent Number: 5,878,491Document11 paginiUnited States Patent (19) 11 Patent Number: 5,878,491Edmealem Belay MekonnenÎncă nu există evaluări
- United States PatentDocument10 paginiUnited States PatentPriyankaÎncă nu există evaluări
- United States Patent: Ker Et Al. (45) Date of Patent: Jul. 4, 2006Document28 paginiUnited States Patent: Ker Et Al. (45) Date of Patent: Jul. 4, 2006aminiel kivuyoÎncă nu există evaluări
- United States Patent (10) Patent No.: US 6,578,798 B1: Ave., #129, Anaheim, CA (US) 92801 S A 2: RegDocument24 paginiUnited States Patent (10) Patent No.: US 6,578,798 B1: Ave., #129, Anaheim, CA (US) 92801 S A 2: Reg155Încă nu există evaluări
- United States Patent (19) : 11 Patent Number: 5,131,144 (45) Date of Patent: Jul. 21, 1992Document7 paginiUnited States Patent (19) : 11 Patent Number: 5,131,144 (45) Date of Patent: Jul. 21, 1992Roby MirzaÎncă nu există evaluări
- United States Patent (10) Patent No.: US 6,826,819 B1: Sinfield (45) Date of Patent: Dec. 7, 2004Document9 paginiUnited States Patent (10) Patent No.: US 6,826,819 B1: Sinfield (45) Date of Patent: Dec. 7, 2004DaikinllcÎncă nu există evaluări
- United States Patent: ( ) Notice: Subject To Any Disclaimer, The Term of This Is: A SE A. Et AlDocument30 paginiUnited States Patent: ( ) Notice: Subject To Any Disclaimer, The Term of This Is: A SE A. Et Alsaqlain saqiÎncă nu există evaluări
- (12 Ulllted States Patent (10) Patent N0.: US 6,236,330 B1Document8 pagini(12 Ulllted States Patent (10) Patent N0.: US 6,236,330 B1sonyaÎncă nu există evaluări
- US3765943Document7 paginiUS3765943Yanpiero BalladoresÎncă nu există evaluări
- Pop Top Inserton Indicator For Quick ConnectorsDocument12 paginiPop Top Inserton Indicator For Quick ConnectorsTUNCAY GUMUSÎncă nu există evaluări
- Sai Gó: (5) (5) (5) (Sics211Document33 paginiSai Gó: (5) (5) (5) (Sics211Dhrubajyoti BoraÎncă nu există evaluări
- Neared.: (12) United States PatentDocument15 paginiNeared.: (12) United States Patentsudar1477Încă nu există evaluări
- Aircraft Windshield Defogging System Uses Square Wave AC PowerDocument8 paginiAircraft Windshield Defogging System Uses Square Wave AC Poweralfarisyi27Încă nu există evaluări
- United States Patent (19) : 45) Date of Patent: Jul. 28, 1998Document9 paginiUnited States Patent (19) : 45) Date of Patent: Jul. 28, 1998Alex MungaiÎncă nu există evaluări
- Unconventional Nanopatterning Techniques and ApplicationsDe la EverandUnconventional Nanopatterning Techniques and ApplicationsÎncă nu există evaluări
- +the T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Document5 pagini+the T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356AmmarÎncă nu există evaluări
- Ficha Alea AMV ENGDocument2 paginiFicha Alea AMV ENGAmmarÎncă nu există evaluări
- 2008, Kelly, Elastic Perfectly Plastic MaterialsDocument9 pagini2008, Kelly, Elastic Perfectly Plastic MaterialsAmmarÎncă nu există evaluări
- Prefil Footprinter FlyerDocument6 paginiPrefil Footprinter FlyerAmmarÎncă nu există evaluări
- Tool Technology for Mechanical Metal Surface Improvement SolutionsDocument108 paginiTool Technology for Mechanical Metal Surface Improvement SolutionsAmmarÎncă nu există evaluări
- 08 Plasticity 04 ElasticPerfectlyPlastic PDFDocument10 pagini08 Plasticity 04 ElasticPerfectlyPlastic PDFsujayan2005Încă nu există evaluări
- Normality CriterionDocument10 paginiNormality Criteriong401992Încă nu există evaluări
- 2005, Mader, Fundamentals of The Deep Rolling of Compressor Blades For Turbo Aircraft EnginesDocument6 pagini2005, Mader, Fundamentals of The Deep Rolling of Compressor Blades For Turbo Aircraft EnginesAmmarÎncă nu există evaluări
- Normality CriterionDocument10 paginiNormality Criteriong401992Încă nu există evaluări
- 08 Plasticity 03 YieldCriteriaDocument22 pagini08 Plasticity 03 YieldCriteriaFrancisco EscobarÎncă nu există evaluări
- Statistically Equivalent Representative Volume Elements For Unidirectional Composite Microstructures: Part I - Without DamageDocument22 paginiStatistically Equivalent Representative Volume Elements For Unidirectional Composite Microstructures: Part I - Without DamageAmmarÎncă nu există evaluări
- #8 Deep Rolling - The Past, The Present and The Future PDFDocument12 pagini#8 Deep Rolling - The Past, The Present and The Future PDFAmmarÎncă nu există evaluări
- Statistically Equivalent Representative Volume Elements For Unidirectional Composite Microstructures: Part I - Without DamageDocument22 paginiStatistically Equivalent Representative Volume Elements For Unidirectional Composite Microstructures: Part I - Without DamageAmmarÎncă nu există evaluări
- Welding and Cutting Issue 4 2014 LowresDocument68 paginiWelding and Cutting Issue 4 2014 LowresScott TrainorÎncă nu există evaluări
- Optical Fiber Communication MCQsDocument37 paginiOptical Fiber Communication MCQsshamsundar kulkarniÎncă nu există evaluări
- Karami Et Al (2017)Document11 paginiKarami Et Al (2017)TrydawÎncă nu există evaluări
- Berthing System Lasers ILM500 Performance and SpecificationsDocument2 paginiBerthing System Lasers ILM500 Performance and Specificationsmehdi_sanayeiÎncă nu există evaluări
- Service Manual: CMT-CP11/CP11KDocument45 paginiService Manual: CMT-CP11/CP11KAna0% (1)
- Team Lead or Supervisor or PCASS Operator or PCASS Supervisor orDocument12 paginiTeam Lead or Supervisor or PCASS Operator or PCASS Supervisor orapi-121437628Încă nu există evaluări
- Optical ComputerDocument19 paginiOptical ComputerUtsav PrakashÎncă nu există evaluări
- Service Manual: GeneralDocument170 paginiService Manual: Generalnas_plÎncă nu există evaluări
- Use of Fundamental Laser Material Interaction Parameters in Laser WeldingDocument11 paginiUse of Fundamental Laser Material Interaction Parameters in Laser Weldingkamal touilebÎncă nu există evaluări
- Brilliant: Pulsed ND: YAG LasersDocument6 paginiBrilliant: Pulsed ND: YAG LasersMalika Achouri100% (1)
- BD FACSAria II Users GuideDocument354 paginiBD FACSAria II Users GuidechinmayamahaÎncă nu există evaluări
- JVC mx-gt88Document81 paginiJVC mx-gt88Diego VilchezÎncă nu există evaluări
- Basic Laser PrinciplesDocument19 paginiBasic Laser PrinciplesLeonardusÎncă nu există evaluări
- DrugDetect F1 Manual 7 1aDocument21 paginiDrugDetect F1 Manual 7 1aOppo A57Încă nu există evaluări
- Aculux Optical Position Sensor Operating InstructionsDocument3 paginiAculux Optical Position Sensor Operating InstructionsMassey FergusonÎncă nu există evaluări
- DS BlueVioletUVDocument2 paginiDS BlueVioletUVSinan Abdullah Rehman KhanÎncă nu există evaluări
- Optics + Optoelectronics: Technical ProgrammeDocument72 paginiOptics + Optoelectronics: Technical ProgrammeLdvdMiixÎncă nu există evaluări
- Spectra-Physics Integra MP User ManualDocument78 paginiSpectra-Physics Integra MP User Manualfuckthis12340% (1)
- Manual Del Propietario: Multitrack MD RecorderDocument94 paginiManual Del Propietario: Multitrack MD RecorderAlejandro A SecasÎncă nu există evaluări
- Shell DTS PrimerDocument97 paginiShell DTS PrimersolomonlazioÎncă nu există evaluări
- Lasers: Synthesis, Techniques and ApplicationsDocument13 paginiLasers: Synthesis, Techniques and ApplicationsMohit BagurÎncă nu există evaluări
- MFSC 500W-1000W CW Fiber Laser SeriesDocument44 paginiMFSC 500W-1000W CW Fiber Laser Series태환오Încă nu există evaluări
- Study On Quantum Dot Lasers and Their AdvantagesDocument11 paginiStudy On Quantum Dot Lasers and Their AdvantagesianstathÎncă nu există evaluări
- #9 AdvanceddockingsystemDocument37 pagini#9 AdvanceddockingsystemDestiawan MiftahussalamÎncă nu există evaluări