S-ar putea să vă placă și
- 5 Grade: Daily MathDocument130 pagini5 Grade: Daily MathOLIVEEN WILKS-SCOTT100% (3)
- Void Engineers (Convention: Mage The Ascension)Document6 paginiVoid Engineers (Convention: Mage The Ascension)Beth0% (1)
- GMAW Welding ParametersDocument32 paginiGMAW Welding Parametersnarutothunderjet216Încă nu există evaluări
- Miller RMDDocument4 paginiMiller RMDRony Lesbt100% (1)
- Esab Welding AutomationDocument40 paginiEsab Welding AutomationRoryLudwigÎncă nu există evaluări
- Welding PositionsDocument116 paginiWelding PositionsASAPASAPASAPÎncă nu există evaluări
- Customer Service Metrics CalculatorDocument28 paginiCustomer Service Metrics CalculatorSelma Regita MahardiniÎncă nu există evaluări
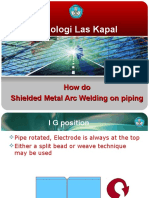
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDocument42 paginiTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506Încă nu există evaluări
- Per Dev Dlp-1-2 - 3 SelfDocument6 paginiPer Dev Dlp-1-2 - 3 SelfMonisa SocorinÎncă nu există evaluări
- 3D & 5D Pipe Bend For PipelineDocument6 pagini3D & 5D Pipe Bend For PipelinemohammadazraiÎncă nu există evaluări
- DIN 17100 TablasDocument2 paginiDIN 17100 Tablasanonimarium100% (3)
- Credit Card Authorization Form WoffordDocument1 paginăCredit Card Authorization Form WoffordRaúl Enmanuel Capellan PeñaÎncă nu există evaluări
- Fillet Weld Gauges: Phased Array Technology Writing WpssDocument44 paginiFillet Weld Gauges: Phased Array Technology Writing WpssKenshin HimuraÎncă nu există evaluări
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDocument25 paginiMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- Calculate Weld Metal VolumeDocument7 paginiCalculate Weld Metal VolumeChris De La Torre0% (1)
- Calculation ReportDocument157 paginiCalculation Reportisaacjoe77100% (3)
- CWBDocument2 paginiCWBShyam ParsanaÎncă nu există evaluări
- " Policy": Quality Manual SpecifiesDocument3 pagini" Policy": Quality Manual SpecifiesHakanÎncă nu există evaluări
- How To Weld "T-1" Constructional Alloy Steels: ForewordDocument12 paginiHow To Weld "T-1" Constructional Alloy Steels: ForewordjoseritoÎncă nu există evaluări
- Mig Handbook (Despark)Document19 paginiMig Handbook (Despark)Izad Bin IdrisÎncă nu există evaluări
- Welding Procedure Specification (WPS) : JointsDocument2 paginiWelding Procedure Specification (WPS) : JointsNiel100% (1)
- SST (GMAW) Welding Process PDFDocument4 paginiSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Chapter Two: General Design ConsiderationsDocument27 paginiChapter Two: General Design ConsiderationsTeddy Ekubay GÎncă nu există evaluări
- Common Datasheets Ampco Gas Metal-Arc WeldingDocument2 paginiCommon Datasheets Ampco Gas Metal-Arc WeldingMaulana Mufti MuhammadÎncă nu există evaluări
- Surge Protection Devices CatalogueDocument134 paginiSurge Protection Devices CatalogueNguyen Doan QuyetÎncă nu există evaluări
- How To Weld S Duplex SsDocument47 paginiHow To Weld S Duplex Sszebra9368Încă nu există evaluări
- Products Presentation MajorDocument47 paginiProducts Presentation MajorJuanita AndrewsÎncă nu există evaluări
- 1.lesson Plan Welding Basic Metals - 0 - 0Document6 pagini1.lesson Plan Welding Basic Metals - 0 - 0Romel A. De GuiaÎncă nu există evaluări
- WIS5 ConsumablesDocument29 paginiWIS5 ConsumablesMNur SarhanÎncă nu există evaluări
- TWI-2009-Improved Welding, Inspection and Integrity of Clad Pipeline Girth Welds First Progress Report PDFDocument60 paginiTWI-2009-Improved Welding, Inspection and Integrity of Clad Pipeline Girth Welds First Progress Report PDFRicardoSchayerSabinoÎncă nu există evaluări
- An Introduction To Welding InspectionDocument3 paginiAn Introduction To Welding InspectionMUHAMMAD SHARIFÎncă nu există evaluări
- Welding Hygienic RequirementsDocument5 paginiWelding Hygienic RequirementsZmanÎncă nu există evaluări
- Safety and Operating Manual: Pipe Threading MachineDocument19 paginiSafety and Operating Manual: Pipe Threading MachineNalina S. Bala KumarÎncă nu există evaluări
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 paginiCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONÎncă nu există evaluări
- A Review of The Application of Weld Symbols On Drawings - Part 1 - Job Knowledge 64Document4 paginiA Review of The Application of Weld Symbols On Drawings - Part 1 - Job Knowledge 64Billy TanÎncă nu există evaluări
- Handbook On National Spectrum Management 2015Document333 paginiHandbook On National Spectrum Management 2015Marisela AlvarezÎncă nu există evaluări
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Document24 paginiAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliÎncă nu există evaluări
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 paginăQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarÎncă nu există evaluări
- Metal Core WireDocument30 paginiMetal Core WireHuỳnh TrươngÎncă nu există evaluări
- SS 409M WeldingDocument12 paginiSS 409M WeldingwentropremÎncă nu există evaluări
- Shielded Metal Arc Welding: Mild Steel III (E6011)Document33 paginiShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelÎncă nu există evaluări
- Add02 1060.1Document14 paginiAdd02 1060.1Diego Calderón AlvaradoÎncă nu există evaluări
- Uponor Montazni Manual EN FIN PDFDocument72 paginiUponor Montazni Manual EN FIN PDFAmar BayasgalanÎncă nu există evaluări
- What Is The Difference Between A Weldolet and A SockoletDocument3 paginiWhat Is The Difference Between A Weldolet and A SockoletWaqas Waqas100% (3)
- Orbitical WeldingDocument16 paginiOrbitical WeldingchianqiaoÎncă nu există evaluări
- 2017 Welding School CatalogDocument34 pagini2017 Welding School CatalogDiego AlonsoÎncă nu există evaluări
- Astm B 366Document13 paginiAstm B 366AVINASH CHAVANÎncă nu există evaluări
- Plus, Get A Publication For Just .: Save 25% On Today'S Book OrderDocument22 paginiPlus, Get A Publication For Just .: Save 25% On Today'S Book Ordermaro151Încă nu există evaluări
- ERW Pipe Issues and DefectsDocument2 paginiERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- Shielded Metal Arc WeldingDocument39 paginiShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Welding Gauges: Universal Welding Gauge - Mg-8Document4 paginiWelding Gauges: Universal Welding Gauge - Mg-8Raju ChaudharyÎncă nu există evaluări
- Interpretations: ASME Boiler and Pressure Vessel Code Section IxDocument48 paginiInterpretations: ASME Boiler and Pressure Vessel Code Section Ixjuan ninaÎncă nu există evaluări
- 2019 Product Catalog WebDocument104 pagini2019 Product Catalog WebIan Niko100% (1)
- d10 12m-d10 12PVDocument6 paginid10 12m-d10 12PVkhairy20130% (1)
- Assignment 1 WeldingDocument4 paginiAssignment 1 WeldingHazim HamdanÎncă nu există evaluări
- Hydro Aluminium - AlSi7Mg0.6Document2 paginiHydro Aluminium - AlSi7Mg0.6Raj PrasanthÎncă nu există evaluări
- CWB Weld Specialist Branding GuideDocument5 paginiCWB Weld Specialist Branding GuideBala SingamÎncă nu există evaluări
- CWI AWS-CWI Application FormDocument9 paginiCWI AWS-CWI Application FormSyamlal SkakuÎncă nu există evaluări
- Duplex Stainless Steel - Part 2 - TWIDocument6 paginiDuplex Stainless Steel - Part 2 - TWItuanÎncă nu există evaluări
- The Everyday Pocket Handbook On Welded Joint DetailsDocument30 paginiThe Everyday Pocket Handbook On Welded Joint Detailsaqeel5Încă nu există evaluări
- GMAWDocument12 paginiGMAWsushant47Încă nu există evaluări
- Definitions of Each Variable in WPS and PQR PDFDocument63 paginiDefinitions of Each Variable in WPS and PQR PDFAsad Bin Ala QatariÎncă nu există evaluări
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 paginiDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Special Metals Joining (WeldingWorld) PDFDocument52 paginiSpecial Metals Joining (WeldingWorld) PDFاکبر کرمیÎncă nu există evaluări
- Simufact Welding PDFDocument8 paginiSimufact Welding PDFDele TedÎncă nu există evaluări
- Koco Koco Kocovvv Koco Koco Kocovv Koco KocoDocument0 paginiKoco Koco Kocovvv Koco Koco Kocovv Koco KocoSun SunÎncă nu există evaluări
- CatalogDocument18 paginiCataloglangtu2011Încă nu există evaluări
- Tig Plasma77019Document16 paginiTig Plasma77019Luiz CabelloÎncă nu există evaluări
- PB Alumec EnglishDocument12 paginiPB Alumec EnglishByron RodriguezÎncă nu există evaluări
- PDS-10SW - 22.8.3.L ESW-rev4Document2 paginiPDS-10SW - 22.8.3.L ESW-rev4RobertoÎncă nu există evaluări
- Arcaloy 430Nb (Rev.2)Document2 paginiArcaloy 430Nb (Rev.2)RobertoÎncă nu există evaluări
- All-State Product Selection Guide: Welding, Brazing and Soldering Solutions For Maintenaince, Repair and FabricationDocument19 paginiAll-State Product Selection Guide: Welding, Brazing and Soldering Solutions For Maintenaince, Repair and FabricationRobertoÎncă nu există evaluări
- Dual Shield Mol, Crmo1 and Crmo2: All Position Rutile Cored Wires For Creep Resisting SteelsDocument2 paginiDual Shield Mol, Crmo1 and Crmo2: All Position Rutile Cored Wires For Creep Resisting SteelsRobertoÎncă nu există evaluări
- ESAB Al MMA New RangeDocument2 paginiESAB Al MMA New RangeRobertoÎncă nu există evaluări
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Document2 paginiProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoÎncă nu există evaluări
- AlcoTec - Application Guide PDFDocument20 paginiAlcoTec - Application Guide PDFRobertoÎncă nu există evaluări
- Philips HD 9 User ManualDocument3 paginiPhilips HD 9 User ManualNdangoh DerekÎncă nu există evaluări
- DA-I Question Bank From Module 1-3 of PHY1701 Course, Winter Semester 2020-21Document6 paginiDA-I Question Bank From Module 1-3 of PHY1701 Course, Winter Semester 2020-21Likith MallipeddiÎncă nu există evaluări
- Classroom Management PlanDocument14 paginiClassroom Management PlancowlesmathÎncă nu există evaluări
- EXPERIMENT 1 - Bendo Marjorie P.Document5 paginiEXPERIMENT 1 - Bendo Marjorie P.Bendo Marjorie P.100% (1)
- SemDocument583 paginiSemMaria SantosÎncă nu există evaluări
- Electro TechniquesDocument2 paginiElectro TechniquesPinkk DaisyfieldÎncă nu există evaluări
- S25580 MSDS Corn Starch FisherchiDocument6 paginiS25580 MSDS Corn Starch FisherchiProcurement ProlineÎncă nu există evaluări
- TR60 RIGID ENG. 6/13/03 10:38 AM Page 1: Performance DataDocument2 paginiTR60 RIGID ENG. 6/13/03 10:38 AM Page 1: Performance Databayu enasoraÎncă nu există evaluări
- Configuring Hyper-V: This Lab Contains The Following Exercises and ActivitiesDocument9 paginiConfiguring Hyper-V: This Lab Contains The Following Exercises and ActivitiesMD4733566Încă nu există evaluări
- Concept of Lokmitra Kendra in Himachal PradeshDocument2 paginiConcept of Lokmitra Kendra in Himachal PradeshSureshSharmaÎncă nu există evaluări
- Combinational Logic-Part-2 PDFDocument25 paginiCombinational Logic-Part-2 PDFSAKSHI PALIWALÎncă nu există evaluări
- KARAKTERISTIK GEOTERMAL SUMUR EKSPLORASI AT-1, LAPANGAN PANAS BUMI ATADEI, KABUPATEN LEMBATA NTT. Kastiman Sitorus Dan Arif Munandar SUBDIT PANAS BUMIDocument7 paginiKARAKTERISTIK GEOTERMAL SUMUR EKSPLORASI AT-1, LAPANGAN PANAS BUMI ATADEI, KABUPATEN LEMBATA NTT. Kastiman Sitorus Dan Arif Munandar SUBDIT PANAS BUMIItTo MakinoÎncă nu există evaluări
- Hydrology Report at CH-9+491Document3 paginiHydrology Report at CH-9+491juliyet strucÎncă nu există evaluări
- Types of ComputersDocument7 paginiTypes of ComputersSyed Badshah YousafzaiÎncă nu există evaluări
- Empowerment Series Social Work With Groups Comprehensive Practice and Self Care 10Th Edition Charles Zastrow Full ChapterDocument67 paginiEmpowerment Series Social Work With Groups Comprehensive Practice and Self Care 10Th Edition Charles Zastrow Full Chapterruby.levi441100% (5)
- 22 Thành NG Quen Thu C Trên Ielts - FirefighterDocument2 pagini22 Thành NG Quen Thu C Trên Ielts - FirefighterNinh NguyễnÎncă nu există evaluări
- تأثير العناصر الثقافية والبراغماتية الأسلوبية في ترجمة سورة الناس من القرآن الكريم إلى اللغة الإ PDFDocument36 paginiتأثير العناصر الثقافية والبراغماتية الأسلوبية في ترجمة سورة الناس من القرآن الكريم إلى اللغة الإ PDFSofiane DouifiÎncă nu există evaluări
- GL Career Academy Data AnalyticsDocument7 paginiGL Career Academy Data AnalyticsDeveloper GuideÎncă nu există evaluări
- INJkon 01 4.0 ManualDocument93 paginiINJkon 01 4.0 ManualJansirani SelvamÎncă nu există evaluări
- Human Development and Performance Throughout The Lifespan 2nd Edition Cronin Mandich Test BankDocument4 paginiHuman Development and Performance Throughout The Lifespan 2nd Edition Cronin Mandich Test Bankanne100% (28)
- HCH - 15 04 004Document5 paginiHCH - 15 04 004NarvaxisÎncă nu există evaluări