S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Data Sheet For Ball Valves: Sarqala (S-1) CPF Upgrade, Garmian Block, Kurdistan Republic of IraqDocument27 paginiData Sheet For Ball Valves: Sarqala (S-1) CPF Upgrade, Garmian Block, Kurdistan Republic of IraqSubash ChandraboseÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Sarqala (S-1) CPF Upgrade, Garmian Block, Kurdistan Republic of IraqDocument62 paginiSarqala (S-1) CPF Upgrade, Garmian Block, Kurdistan Republic of IraqSubash ChandraboseÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- GM574 20187 200 Pi DS 0005 - 0Document26 paginiGM574 20187 200 Pi DS 0005 - 0Subash ChandraboseÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- GMCPF J5177 000 Pi SP 0004Document30 paginiGMCPF J5177 000 Pi SP 0004Subash ChandraboseÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Document DetailsDocument28 paginiDocument DetailsSubash ChandraboseÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- VMS 1Document121 paginiVMS 1Subash ChandraboseÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Development Projects Department: General Specification Exploration and Production Malaysia IncDocument1 paginăDevelopment Projects Department: General Specification Exploration and Production Malaysia IncSubash ChandraboseÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Development Projects Department: General Specification Exploration and Production Malaysia IncDocument1 paginăDevelopment Projects Department: General Specification Exploration and Production Malaysia IncSubash ChandraboseÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Development Projects Department: General Specification Exploration and Production Malaysia IncDocument1 paginăDevelopment Projects Department: General Specification Exploration and Production Malaysia IncSubash ChandraboseÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Development Projects Department: General Specification Exploration and Production Malaysia IncDocument1 paginăDevelopment Projects Department: General Specification Exploration and Production Malaysia IncSubash ChandraboseÎncă nu există evaluări
- Piping Design CriteriaDocument15 paginiPiping Design CriteriaSubash Chandrabose50% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Development Projects Department: General Specification Exploration and Production Malaysia IncDocument1 paginăDevelopment Projects Department: General Specification Exploration and Production Malaysia IncSubash ChandraboseÎncă nu există evaluări
- GS 3-20-1 - MainbodyDocument15 paginiGS 3-20-1 - MainbodySubash ChandraboseÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- GS 30-1-7 - MainbodyDocument16 paginiGS 30-1-7 - MainbodySubash ChandraboseÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- General Specification: NO. 5-1-1 Pressure VesselsDocument26 paginiGeneral Specification: NO. 5-1-1 Pressure VesselsSubash ChandraboseÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- GS 20-1-4 - MainbodyDocument10 paginiGS 20-1-4 - MainbodySubash ChandraboseÎncă nu există evaluări
- GS 20-1-3 - MainbodyDocument31 paginiGS 20-1-3 - MainbodySubash ChandraboseÎncă nu există evaluări
- General Specification: NO. 16-10-1 Dry Type Power TransformersDocument12 paginiGeneral Specification: NO. 16-10-1 Dry Type Power TransformersSubash ChandraboseÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Vamac Formulating and Compounding OverviewDocument6 paginiVamac Formulating and Compounding Overviewchethugowda7Încă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Velocity in the pipe = 2m/s Using the formula Diameter of penstock (Dm) = ( (4 ×Q m3/s) / (π ×Vm/s) ) = ( (4 ×0.15) / (π ×2) ) = 0.31mDocument4 paginiVelocity in the pipe = 2m/s Using the formula Diameter of penstock (Dm) = ( (4 ×Q m3/s) / (π ×Vm/s) ) = ( (4 ×0.15) / (π ×2) ) = 0.31mSujan JoshiÎncă nu există evaluări
- Hilti HCC-B For Concrete Overlays: Fastening Technology ManualDocument39 paginiHilti HCC-B For Concrete Overlays: Fastening Technology ManualPablo Martinez FesserÎncă nu există evaluări
- Analysis of Fracture and Cracks of Oldham S Couplings - 2013 - Engineering FailDocument7 paginiAnalysis of Fracture and Cracks of Oldham S Couplings - 2013 - Engineering FailArimateia SoaresÎncă nu există evaluări
- Moment Resisting Connections - SteelconstructionDocument13 paginiMoment Resisting Connections - SteelconstructionAniket Dube100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Doubly Reinforced Beams: F F F F C D CDocument7 paginiDoubly Reinforced Beams: F F F F C D CEly ReyesÎncă nu există evaluări
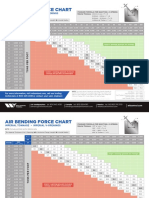
- Air Bend Force ChartDocument2 paginiAir Bend Force ChartLorenz Joseph PalmaÎncă nu există evaluări
- Structural Masangkay 4 AnskeyDocument6 paginiStructural Masangkay 4 AnskeyJeypee De GeeÎncă nu există evaluări
- Chapter - 22: Bridge Works - Miscellaneous: Item No. Description of Item Unit Rate (RS.) Cement Qty. (QTL.)Document10 paginiChapter - 22: Bridge Works - Miscellaneous: Item No. Description of Item Unit Rate (RS.) Cement Qty. (QTL.)basuÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Documentatie Flowserve Schmidt Armaturen 3 3 Vana Control FlowProDN25 300 PN63 160 DIN Sialco Reprezentanta Flowserve RomaniaDocument28 paginiDocumentatie Flowserve Schmidt Armaturen 3 3 Vana Control FlowProDN25 300 PN63 160 DIN Sialco Reprezentanta Flowserve Romaniajns1606Încă nu există evaluări
- 35 Basic Interview QuestionsDocument8 pagini35 Basic Interview QuestionsVivek BajpaiÎncă nu există evaluări
- 2016 HSC Engineering StudiesDocument40 pagini2016 HSC Engineering StudiesR MathewÎncă nu există evaluări
- AspalDocument104 paginiAspalKholis FindmeÎncă nu există evaluări
- 01 Samss 035 API LinepipeDocument28 pagini01 Samss 035 API Linepipemdsazidalam100% (2)
- Olear Ehv GroupDocument16 paginiOlear Ehv GroupSRINIVAS KOMMINENIÎncă nu există evaluări
- OPSS - MUNI 614 Nov19Document10 paginiOPSS - MUNI 614 Nov19kakagoÎncă nu există evaluări
- Falkner-Collapse Strength and Design of Submarine by D. FalknerDocument16 paginiFalkner-Collapse Strength and Design of Submarine by D. FalknerPiyush JainÎncă nu există evaluări
- Composite Deck DesignDocument16 paginiComposite Deck Designvejanidb100% (1)
- FUCHS RENOLIN B SeriesDocument1 paginăFUCHS RENOLIN B SeriesAnonymous srwHCpAÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- KBW BC-74+235 RCC Design Report (BC-1X2X2.5) NewDocument16 paginiKBW BC-74+235 RCC Design Report (BC-1X2X2.5) NewAshok amlapureÎncă nu există evaluări
- ASMEDocument77 paginiASMEJitendra BhosaleÎncă nu există evaluări
- Development Length On Concrete With Bundle BarsDocument5 paginiDevelopment Length On Concrete With Bundle BarsVetriselvan ArumugamÎncă nu există evaluări
- Flexural Members of Special Moment FramesDocument39 paginiFlexural Members of Special Moment FramesJenny MorenoÎncă nu există evaluări
- Method Statement: Underfloor Trunking, Conduit and Junction BoxesDocument2 paginiMethod Statement: Underfloor Trunking, Conduit and Junction Boxesfatinjamal22Încă nu există evaluări
- Structural Control System For Elevated Water Tank: Research PaperDocument4 paginiStructural Control System For Elevated Water Tank: Research PaperJOSMRIVERCÎncă nu există evaluări
- Exceed 0015XCDocument2 paginiExceed 0015XCzhen liuÎncă nu există evaluări
- CEC 409 EXAMi 2022Document5 paginiCEC 409 EXAMi 2022Abdullahi MuhammadÎncă nu există evaluări
- CIVIL Scope of Work ListDocument11 paginiCIVIL Scope of Work Listusman khanÎncă nu există evaluări
- DEP 30.10.02.13 Non-Metallic Materials - Selection and ApplicationDocument53 paginiDEP 30.10.02.13 Non-Metallic Materials - Selection and ApplicationSergey Kichenko100% (1)
- Cast Iron Pipe Fittings EngDocument116 paginiCast Iron Pipe Fittings Engcevapcic100Încă nu există evaluări