S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Printing QuestionDocument5 paginiPrinting QuestionSenthil Kumar PÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- EnbededDocument7 paginiEnbededSenthil Kumar PÎncă nu există evaluări
- Mechatronic 2017 PadeepzDocument112 paginiMechatronic 2017 PadeepzSenthil Kumar PÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Unit 5 Electronics Operational AmplifierDocument25 paginiUnit 5 Electronics Operational AmplifierYared Birhanu100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- PLC Notes at Last For ExamDocument72 paginiPLC Notes at Last For ExamSenthil Kumar PÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- EnbededDocument7 paginiEnbededSenthil Kumar PÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- For Be PetroDocument6 paginiFor Be PetroSenthil Kumar PÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Metals and NonmetalsDocument2 paginiMetals and NonmetalsSenthil Kumar PÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Material Science and Metallurgy: YugeshDocument38 paginiMaterial Science and Metallurgy: YugeshSenthil Kumar PÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Magnetic Materials Background 4 Classification of Magnetic MaterialsDocument4 paginiMagnetic Materials Background 4 Classification of Magnetic MaterialsTsubasa GarcíaÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Material Selection Process Involves The Following ProcessesDocument8 paginiMaterial Selection Process Involves The Following ProcessesSenthil Kumar PÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- MCT Lab RequirementsDocument3 paginiMCT Lab RequirementsSenthil Kumar PÎncă nu există evaluări
- Materials of PropellerDocument2 paginiMaterials of PropellerSenthil Kumar PÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
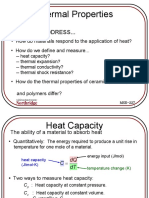
- Thermal Properties: Issues To Address..Document18 paginiThermal Properties: Issues To Address..Senthil Kumar PÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- IV MCT TQM Test2Document1 paginăIV MCT TQM Test2Senthil Kumar PÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Effects of Alloying Elements On SteelsDocument36 paginiThe Effects of Alloying Elements On SteelsRahul PandeyÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Metals and NonmetalsDocument2 paginiMetals and NonmetalsSenthil Kumar PÎncă nu există evaluări
- Park College of Engineering and Technology Department of Mechatronics Iii YearDocument2 paginiPark College of Engineering and Technology Department of Mechatronics Iii YearSenthil Kumar PÎncă nu există evaluări
- MCT 3RD Yr S & I MT8591 SyllabusDocument1 paginăMCT 3RD Yr S & I MT8591 SyllabusSenthil Kumar PÎncă nu există evaluări
- New Syllabus With Code Revised 2017Document1 paginăNew Syllabus With Code Revised 2017Senthil Kumar PÎncă nu există evaluări
- Digital Recording Definition:: RecordersDocument9 paginiDigital Recording Definition:: RecordersSenthil Kumar PÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- MT6801 PDFDocument118 paginiMT6801 PDFSenthil Kumar PÎncă nu există evaluări
- POM ShortDocument130 paginiPOM ShortSenthil Kumar PÎncă nu există evaluări
- RECRYSTALISATIONDocument2 paginiRECRYSTALISATIONSenthil Kumar PÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Iv MCT TQM Ut - IiDocument1 paginăIv MCT TQM Ut - IiSenthil Kumar PÎncă nu există evaluări
- 2 MCT Edc 03.08.19 AnDocument1 pagină2 MCT Edc 03.08.19 AnSenthil Kumar PÎncă nu există evaluări
- Department of Mechatronics Engineering Unit Test-1Document1 paginăDepartment of Mechatronics Engineering Unit Test-1Senthil Kumar PÎncă nu există evaluări
- Latch: Logic Diagram of SR Flip-FlopDocument8 paginiLatch: Logic Diagram of SR Flip-FlopSenthil Kumar PÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Department of Mechatronics Engineering Unit Test-I: Subject Code and Name: Mt8302 Analog Devices and CircuitsDocument1 paginăDepartment of Mechatronics Engineering Unit Test-I: Subject Code and Name: Mt8302 Analog Devices and CircuitsSenthil Kumar PÎncă nu există evaluări
- Simply Flip and LatchDocument8 paginiSimply Flip and LatchSenthil Kumar PÎncă nu există evaluări
- Effect of Turbocharging On Exhaust Brake Performance in An AutomobileDocument6 paginiEffect of Turbocharging On Exhaust Brake Performance in An Automobileabhisaxena93Încă nu există evaluări
- Bobcat 442Document29 paginiBobcat 442yeferson mora guerreroÎncă nu există evaluări
- TM 9-1787a M1 Tractor Allis-Chalmers TD-10WDocument174 paginiTM 9-1787a M1 Tractor Allis-Chalmers TD-10WAdvocate100% (3)
- 4 Stroke Petrol Lab 1Document3 pagini4 Stroke Petrol Lab 1Eve GreenÎncă nu există evaluări
- Lecture 3 Air CyclesDocument32 paginiLecture 3 Air CyclesMemo KhalidÎncă nu există evaluări
- Hydrogen EngineDocument15 paginiHydrogen EngineSAHIL SHAWÎncă nu există evaluări
- C 1Document471 paginiC 1AnecitoÎncă nu există evaluări
- Mercedes ADE 366 Specs, Bolt Torques and ManualsDocument12 paginiMercedes ADE 366 Specs, Bolt Torques and ManualsRadek BabuszkiewiczÎncă nu există evaluări
- CT 100.22Document2 paginiCT 100.22Patricio Alarcon CastroÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- AE - Problems and Solutions-11Document8 paginiAE - Problems and Solutions-11Regan Roldan RolaÎncă nu există evaluări
- TD Lab Manual1Document23 paginiTD Lab Manual1murjass85Încă nu există evaluări
- Performance and Operating Characterstics of IC Engine PDFDocument91 paginiPerformance and Operating Characterstics of IC Engine PDFSiraye AbirhamÎncă nu există evaluări
- EMD H EngineDocument2 paginiEMD H EngineAnonymous alQXB11EgQÎncă nu există evaluări
- Connecting Rod BoltsDocument2 paginiConnecting Rod BoltsRachitÎncă nu există evaluări
- ME LAB 1 Group 4 QuizDocument5 paginiME LAB 1 Group 4 QuizAbreo Dan Vincent AlmineÎncă nu există evaluări
- City and Guilds 9210 Level 6 Module - Unit 128 Applied ThermodynamicsDocument13 paginiCity and Guilds 9210 Level 6 Module - Unit 128 Applied ThermodynamicskhumisoÎncă nu există evaluări
- Wankel EngineDocument270 paginiWankel EngineFavanza Iliya100% (1)
- Vespa ET4 Workshop ManualDocument282 paginiVespa ET4 Workshop Manuallynhaven180% (10)
- Aircraft Engines: Reciprocating EngineDocument46 paginiAircraft Engines: Reciprocating EngineBadal Machchhar100% (1)
- Se 05Document31 paginiSe 05Hamza DarpingÎncă nu există evaluări
- 26.performance and Characteristics Analysis Triangular Shaped Shape Piston CrownDocument44 pagini26.performance and Characteristics Analysis Triangular Shaped Shape Piston CrowneshuÎncă nu există evaluări
- Yanmar 39 HPDocument4 paginiYanmar 39 HPAhmet ErdemilÎncă nu există evaluări
- IMT CastrolDocument9 paginiIMT Castrolravithejahr100% (6)
- каталог 3519Document384 paginiкаталог 3519Радислав ЈовковићÎncă nu există evaluări
- Robert Bosch GMBH - Gasoline-Engine Management Basics ComponentsDocument89 paginiRobert Bosch GMBH - Gasoline-Engine Management Basics ComponentsThang Tong100% (6)
- Four-Stroke Petrol Engine: Submited By: Aymen Gulzar Registeration No: 18-EE-88Document13 paginiFour-Stroke Petrol Engine: Submited By: Aymen Gulzar Registeration No: 18-EE-88aymen gulzarÎncă nu există evaluări
- Ques - Eee MTDocument12 paginiQues - Eee MTKumaran PalaniÎncă nu există evaluări
- Co-Heat Engine-Grade-9-FinalDocument8 paginiCo-Heat Engine-Grade-9-FinalApolonio Pamittan Jr.Încă nu există evaluări
- BCMEDocument9 paginiBCMEVenkateshwaran VenkyÎncă nu există evaluări
- Design and of Four-Stroke Engines: SimulationDocument23 paginiDesign and of Four-Stroke Engines: SimulationCarl Konan100% (1)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestDe la EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestEvaluare: 4 din 5 stele4/5 (28)
- The Laws of Thermodynamics: A Very Short IntroductionDe la EverandThe Laws of Thermodynamics: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDe la EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseEvaluare: 4.5 din 5 stele4.5/5 (51)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerDe la EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerEvaluare: 4.5 din 5 stele4.5/5 (54)
- Why We Drive: Toward a Philosophy of the Open RoadDe la EverandWhy We Drive: Toward a Philosophy of the Open RoadEvaluare: 4 din 5 stele4/5 (6)
- The RVer's Bible (Revised and Updated): Everything You Need to Know About Choosing, Using, and Enjoying Your RVDe la EverandThe RVer's Bible (Revised and Updated): Everything You Need to Know About Choosing, Using, and Enjoying Your RVEvaluare: 5 din 5 stele5/5 (2)