S-ar putea să vă placă și
- 2 Catia SketcherDocument171 pagini2 Catia Sketcherkishore99939100% (1)
- EML2322L-Drilling and Milling Speeds and FeedsDocument9 paginiEML2322L-Drilling and Milling Speeds and Feedsjromero_rpgÎncă nu există evaluări
- Design & Development of Multi-Evaporative Refrigeration SystemDocument4 paginiDesign & Development of Multi-Evaporative Refrigeration SystemAnonymous izrFWiQÎncă nu există evaluări
- Inventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedDocument45 paginiInventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedKhai Huynh100% (1)
- Full-Automatic Wafer Cone Making Machine Detail Data SheetDocument4 paginiFull-Automatic Wafer Cone Making Machine Detail Data SheetSaffih KheireddineÎncă nu există evaluări
- Mill TutorialDocument208 paginiMill TutorialMatheus ManciniÎncă nu există evaluări
- Steps Follwed of Procedure of Making DieDocument38 paginiSteps Follwed of Procedure of Making DieteekamÎncă nu există evaluări
- Press Working Operations - Sheet MetalDocument16 paginiPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Sheet Metal Best PracticesDocument11 paginiSheet Metal Best PracticesAng Tiong WeeÎncă nu există evaluări
- TE415 Machine Tool Probe CalibrationDocument6 paginiTE415 Machine Tool Probe CalibrationLjubo ObleščakÎncă nu există evaluări
- Probing Cycles: Workpiece Measurement With TS Touch ProbeDocument4 paginiProbing Cycles: Workpiece Measurement With TS Touch Probeemo_waggyÎncă nu există evaluări
- Generalitati Mold DesignDocument9 paginiGeneralitati Mold DesignStefan VladÎncă nu există evaluări
- Die and Punch AssemblyDocument14 paginiDie and Punch AssemblyPiyal ChakrabortyÎncă nu există evaluări
- Speed and Feed For Lathe MachiningDocument6 paginiSpeed and Feed For Lathe MachiningThinesh ChanderÎncă nu există evaluări
- Amity University Rajasthan: " Rico Auto Industries PVT Ltd. "Document21 paginiAmity University Rajasthan: " Rico Auto Industries PVT Ltd. "Aman SinhaÎncă nu există evaluări
- 26 Punch Press ToolingDocument10 pagini26 Punch Press ToolingAntoine LaurentÎncă nu există evaluări
- Sinumerik OPC DA Device DriverDocument8 paginiSinumerik OPC DA Device DriverMartinÎncă nu există evaluări
- Hydraulic Symbols: Lines Miscellaneous Units Hydraulic PumpsDocument2 paginiHydraulic Symbols: Lines Miscellaneous Units Hydraulic PumpsShawn WaltzÎncă nu există evaluări
- 13 Solid Carbide Milling CuttersDocument309 pagini13 Solid Carbide Milling CuttersManu GimenezÎncă nu există evaluări
- Lab 6 - Face Milling On CNC MachineDocument5 paginiLab 6 - Face Milling On CNC MachineHaris NaveedÎncă nu există evaluări
- Die Cutting TolerancesDocument4 paginiDie Cutting TolerancesNeil LeonÎncă nu există evaluări
- Technology Ii: Industrial EngineeringDocument23 paginiTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosÎncă nu există evaluări
- Four Axis Lesson 1 SampleDocument27 paginiFour Axis Lesson 1 SampleLuis Enrique FloresÎncă nu există evaluări
- Report Sheet Metal Blanking 1hhDocument28 paginiReport Sheet Metal Blanking 1hhDino DanielÎncă nu există evaluări
- Sheet Metal Form Vinay 1226927986919169 9Document83 paginiSheet Metal Form Vinay 1226927986919169 9Nhan LeÎncă nu există evaluări
- Trade of Tool MakingDocument14 paginiTrade of Tool MakingabdurazakÎncă nu există evaluări
- Lecture Slide Metrology and Inspection - PPT PDFDocument30 paginiLecture Slide Metrology and Inspection - PPT PDFEdo EdgarÎncă nu există evaluări
- Different Types of Manufacturing Processes, Their Advantages, Disadvantages and Ideal Applications Blog - MechGuruDocument4 paginiDifferent Types of Manufacturing Processes, Their Advantages, Disadvantages and Ideal Applications Blog - MechGuruvsdeepakchandra0% (1)
- 156 180Document181 pagini156 180Kurnia Adi WibowoÎncă nu există evaluări
- Vericut CAM InterfacesDocument2 paginiVericut CAM InterfacessivakumarsambandamÎncă nu există evaluări
- Century Star CNC System Programming Guide For Milling Machines PDFDocument147 paginiCentury Star CNC System Programming Guide For Milling Machines PDFDiego Steven Pulido AriasÎncă nu există evaluări
- Sheet Metal Forming 2015Document84 paginiSheet Metal Forming 2015bmsschlotterbeck100% (2)
- Mold & Die Knowlege: PathDocument7 paginiMold & Die Knowlege: PathKhabir IslamÎncă nu există evaluări
- Product Design Mold DesignDocument19 paginiProduct Design Mold Designajithp_kvr100% (1)
- Manufacturing of GearsDocument47 paginiManufacturing of GearsMuhammad UmarÎncă nu există evaluări
- Sumita Rev NickDocument13 paginiSumita Rev Nickapi-242414428Încă nu există evaluări
- Type MaterialDocument31 paginiType MaterialChristopherGunawanÎncă nu există evaluări
- Layout and Design: Hot Runner GuideDocument18 paginiLayout and Design: Hot Runner GuideARUN KUMAR KoterimadathilÎncă nu există evaluări
- Introduction To The Freestyle Surface Modeling ProcessDocument30 paginiIntroduction To The Freestyle Surface Modeling ProcessEmmanuel Morales Chilaca100% (1)
- Plastic Part Design TutorialDocument13 paginiPlastic Part Design Tutorialsathya_jbÎncă nu există evaluări
- MillingDocument38 paginiMillingsamurai7_77100% (2)
- Mold Machining Methods, Part 1Document22 paginiMold Machining Methods, Part 1Edenilson FadekÎncă nu există evaluări
- PowerMILL 7 Training CourseDocument93 paginiPowerMILL 7 Training CourseAnonymous QHXP2Zlo2Încă nu există evaluări
- Ug NX - Cad: Feature Modeling CommandsDocument6 paginiUg NX - Cad: Feature Modeling CommandsakhilskhilsÎncă nu există evaluări
- 1488644012final Bending - Forming, DrawingDocument31 pagini1488644012final Bending - Forming, DrawingasifÎncă nu există evaluări
- S.Balamurugan: Asst - Prof (SR.G) Departement of Mechanical Engineering SRM UniversityDocument38 paginiS.Balamurugan: Asst - Prof (SR.G) Departement of Mechanical Engineering SRM UniversityPradeepvenugopalÎncă nu există evaluări
- Trigonometry TablesDocument49 paginiTrigonometry Tablesdragos43Încă nu există evaluări
- Appendix A - Tolerances For Impression DieDocument21 paginiAppendix A - Tolerances For Impression Diekkozak99Încă nu există evaluări
- Tutorial Perfume BottleDocument74 paginiTutorial Perfume BottlemoldandpressÎncă nu există evaluări
- Mold Material: H13 P20 Mirror Polish Texture H13 P20Document1 paginăMold Material: H13 P20 Mirror Polish Texture H13 P20Jyoti KaleÎncă nu există evaluări
- Injection MouldingDocument4 paginiInjection MouldinganipcatalyzerÎncă nu există evaluări
- Hydro Forming BASICSDocument22 paginiHydro Forming BASICSsushil.vgiÎncă nu există evaluări
- Multiblade MachiningDocument41 paginiMultiblade Machiningwilian_carÎncă nu există evaluări
- Drill and Tap Chart Speed Feed Rates High SpeedDocument7 paginiDrill and Tap Chart Speed Feed Rates High SpeedSANDESHÎncă nu există evaluări
- Tap Drill Chart ExcelDocument1 paginăTap Drill Chart Excelpysigmecanico MaderoÎncă nu există evaluări
- EML2322L - Tap & Drill ChartDocument2 paginiEML2322L - Tap & Drill ChartKris GonzalezÎncă nu există evaluări
- Tap Drill ChartDocument2 paginiTap Drill ChartkfctcoÎncă nu există evaluări
- Chart ClearanceHoleDrillSizesDocument1 paginăChart ClearanceHoleDrillSizesSumanth ReddyÎncă nu există evaluări
- Omega Technologies Aircraft Maintenance CatalogDocument43 paginiOmega Technologies Aircraft Maintenance Catalogsupradip dey100% (1)
- 1930PA enDocument1 pagină1930PA enSasan Abbasi100% (1)
- Optimist Tuning GuideDocument9 paginiOptimist Tuning GuideSasan AbbasiÎncă nu există evaluări
- Tap Drill CalculatorDocument1 paginăTap Drill CalculatorSasan AbbasiÎncă nu există evaluări
- Logan Welded Cup Junk SubsDocument2 paginiLogan Welded Cup Junk SubsSasan AbbasiÎncă nu există evaluări
- Assistant Barge Supervisor 9-16-04Document3 paginiAssistant Barge Supervisor 9-16-04Sasan AbbasiÎncă nu există evaluări
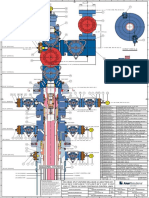
- BOP Dimensions 13stackDocument3 paginiBOP Dimensions 13stackSasan AbbasiÎncă nu există evaluări
- (Highly Deviated and Horizontal Wells) : Pre-Recorded Sheet Keep This Data Sheet Current at All TimesDocument7 pagini(Highly Deviated and Horizontal Wells) : Pre-Recorded Sheet Keep This Data Sheet Current at All TimesSasan AbbasiÎncă nu există evaluări
- LaMOT RD CatalogDocument20 paginiLaMOT RD CatalogSasan Abbasi0% (1)
- Cylinder To Regulator AdaptorsDocument2 paginiCylinder To Regulator AdaptorsSasan AbbasiÎncă nu există evaluări
- U BOP Variable Bore Rams: BOP Size and Working Pressure (Psi) Pipe Size Range Ram Subassembly Ram Body Packer Top SealDocument1 paginăU BOP Variable Bore Rams: BOP Size and Working Pressure (Psi) Pipe Size Range Ram Subassembly Ram Body Packer Top SealSasan AbbasiÎncă nu există evaluări
- Back OffDocument3 paginiBack OffSasan AbbasiÎncă nu există evaluări
- 10 PH2672 40 StkupDocument3 pagini10 PH2672 40 StkupSasan Abbasi100% (1)
- Draw WorksDocument32 paginiDraw WorksSasan AbbasiÎncă nu există evaluări
- Diverter SDocument12 paginiDiverter SSasan AbbasiÎncă nu există evaluări
- D392006278-MKT001 Rev 05Document110 paginiD392006278-MKT001 Rev 05Sasan Abbasi67% (3)
- Operation & Maintenance Manual Model Aph Hydraulic ActuatorDocument69 paginiOperation & Maintenance Manual Model Aph Hydraulic ActuatorSasan AbbasiÎncă nu există evaluări
- 0080A-60.3118 PublicationDocument1 pagină0080A-60.3118 PublicationSasan AbbasiÎncă nu există evaluări
- NXT-M Bop TMSDocument1 paginăNXT-M Bop TMSSasan Abbasi100% (1)
- Travelling BlockDocument6 paginiTravelling BlockSasan Abbasi100% (1)
- Hose Ends - Field AttachableDocument64 paginiHose Ends - Field AttachableSasan AbbasiÎncă nu există evaluări
- 2011 03 02 Kelly Valves Family Low 01Document4 pagini2011 03 02 Kelly Valves Family Low 01Sasan AbbasiÎncă nu există evaluări
- Birth 24 Months Girls Length WeightDocument1 paginăBirth 24 Months Girls Length WeightSasan AbbasiÎncă nu există evaluări
- Birth 24 Months Girls Head CircumferenceDocument1 paginăBirth 24 Months Girls Head CircumferenceSasan AbbasiÎncă nu există evaluări
- Natural Ways To Avoid Bone Loss Around Teeth - HealthspanDocument1 paginăNatural Ways To Avoid Bone Loss Around Teeth - HealthspanRotariu AlexÎncă nu există evaluări
- Ex3 Accounting For MaterialsDocument2 paginiEx3 Accounting For MaterialsCHACHACHAÎncă nu există evaluări
- IEA PVPS Trends 2018 in Photovoltaic Applications PDFDocument88 paginiIEA PVPS Trends 2018 in Photovoltaic Applications PDFCarlos Tadeo CapistranÎncă nu există evaluări
- 4140 HTDocument2 pagini4140 HTwillys8Încă nu există evaluări
- Fuel System 3 PDFDocument6 paginiFuel System 3 PDFFalgon IslamÎncă nu există evaluări
- BCG Most Innovative Companies Mar 2019 R2 - tcm38 215836 PDFDocument22 paginiBCG Most Innovative Companies Mar 2019 R2 - tcm38 215836 PDFAbhinav SrivastavaÎncă nu există evaluări
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDocument9 paginiSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadÎncă nu există evaluări
- PSTC-Appendix C - Cleaning Test SurfacesDocument4 paginiPSTC-Appendix C - Cleaning Test SurfacesChung LeÎncă nu există evaluări
- LPC 2138 Datasheet PDFDocument41 paginiLPC 2138 Datasheet PDFRituparnaÎncă nu există evaluări
- Chapter 4 - Car MDocument239 paginiChapter 4 - Car MAshwani Kumar GuptaÎncă nu există evaluări
- United States v. Juvenal Martinez Alvarado, 321 F.2d 336, 2d Cir. (1963)Document5 paginiUnited States v. Juvenal Martinez Alvarado, 321 F.2d 336, 2d Cir. (1963)Scribd Government DocsÎncă nu există evaluări
- Module 2 - Govt GrantDocument4 paginiModule 2 - Govt GrantLui100% (1)
- John Paulding MuseumDocument4 paginiJohn Paulding Museumapi-316020003Încă nu există evaluări
- As A Developing Country, Who Should Be The Primary Managers of Our National Development?Document3 paginiAs A Developing Country, Who Should Be The Primary Managers of Our National Development?wheathering withyouÎncă nu există evaluări
- Ballsim DirectDocument58 paginiBallsim DirectDiego GaliciaÎncă nu există evaluări
- What's The Tale Behind HL12?Document2 paginiWhat's The Tale Behind HL12?buy-hl12Încă nu există evaluări
- Filipino: Markahan 3 - Modyul 2: Elehiya NG Bhutan (Elemento NG Elehiya)Document15 paginiFilipino: Markahan 3 - Modyul 2: Elehiya NG Bhutan (Elemento NG Elehiya)JomajFalcatanDelaCruz100% (1)
- Eco MainDocument37 paginiEco MainAarti YadavÎncă nu există evaluări
- Menguito Vs Republic DigestDocument1 paginăMenguito Vs Republic DigestRyan AcostaÎncă nu există evaluări
- 09 Quotation For CC Kerb PDFDocument2 pagini09 Quotation For CC Kerb PDFD V BHASKARÎncă nu există evaluări
- Risen 300-350 WP MonoDocument2 paginiRisen 300-350 WP MonoAgoesPermanaÎncă nu există evaluări
- Te 2013 PDFDocument298 paginiTe 2013 PDFadu joshiÎncă nu există evaluări
- Materi Tambahan - Carriage Good by SeaDocument15 paginiMateri Tambahan - Carriage Good by Seaine fitriaÎncă nu există evaluări
- Product-Overview 2012 ESU-KG en EbookDocument64 paginiProduct-Overview 2012 ESU-KG en EbookstefanofagnaniÎncă nu există evaluări
- Learning Recovery Continuity Plan LRCPDocument5 paginiLearning Recovery Continuity Plan LRCPCATHERINE SIONEL100% (1)
- FreshBooks - Invoice 1 PDFDocument1 paginăFreshBooks - Invoice 1 PDFujwalÎncă nu există evaluări
- SynopsysDocument27 paginiSynopsyssalmanÎncă nu există evaluări
- Technical Information iTEMP TMT180: Temperature Head Transmitter For Resistance Thermometers Pt100Document8 paginiTechnical Information iTEMP TMT180: Temperature Head Transmitter For Resistance Thermometers Pt100Muhammad AbdulQaderÎncă nu există evaluări
- Rishabh Malhotra - Offer LetterDocument4 paginiRishabh Malhotra - Offer LetterrishabhÎncă nu există evaluări
- RapportStage SOCOTUDocument20 paginiRapportStage SOCOTUdorsafhasni69Încă nu există evaluări