S-ar putea să vă placă și
- IPS MBD21907 in 522 Datasheet of Emergency Relief Valve ADocument3 paginiIPS MBD21907 in 522 Datasheet of Emergency Relief Valve ANikhil KarkeraÎncă nu există evaluări
- Guideline For Preparing IPDS - Instrument Process Data SheetDocument3 paginiGuideline For Preparing IPDS - Instrument Process Data Sheetbalaji krishnanÎncă nu există evaluări
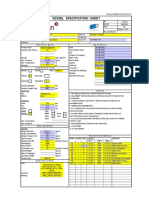
- Vessel Specification SheetDocument2 paginiVessel Specification Sheetangel gabriel perez valdezÎncă nu există evaluări
- Epcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitDocument7 paginiEpcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitKunalÎncă nu există evaluări
- PACE Structured Column Packings: Datasheet For Existing ColumnDocument2 paginiPACE Structured Column Packings: Datasheet For Existing ColumnAabbhas GargÎncă nu există evaluări
- 6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFDocument20 pagini6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFsumit kumarÎncă nu există evaluări
- Material and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Document17 paginiMaterial and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Javeed A. KhanÎncă nu există evaluări
- ACFrOgALH7tI4bGAHoY RBTNzPHzMIyHy7FK3 - NLfBCnaIFG6 NJq3Ec8m HIQzGzsRrhL - EaKBKBfiHbz8J4GJN6MjbtxKXVhWqDR 2HbQRcF HAQ5 - xgrqTpvP2io PDFDocument6 paginiACFrOgALH7tI4bGAHoY RBTNzPHzMIyHy7FK3 - NLfBCnaIFG6 NJq3Ec8m HIQzGzsRrhL - EaKBKBfiHbz8J4GJN6MjbtxKXVhWqDR 2HbQRcF HAQ5 - xgrqTpvP2io PDFMurali MuthuÎncă nu există evaluări
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 paginiNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobÎncă nu există evaluări
- Standard Specification 3-26-4 Vessel Internals Low Chrome and Stainless SteelDocument2 paginiStandard Specification 3-26-4 Vessel Internals Low Chrome and Stainless SteelSenthil KumarÎncă nu există evaluări
- National Oil Corporation: Rev Date Description Checked ApprovedDocument23 paginiNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobÎncă nu există evaluări
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 paginiNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobÎncă nu există evaluări
- Material Requisition xxxx-MR01/: SRU Thermal Reactor PACKAGE (4137.05-PK-311/321)Document28 paginiMaterial Requisition xxxx-MR01/: SRU Thermal Reactor PACKAGE (4137.05-PK-311/321)saptarshi jashÎncă nu există evaluări
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 paginiNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliÎncă nu există evaluări
- WPRK Pack Preparation PDFDocument42 paginiWPRK Pack Preparation PDFYusufÎncă nu există evaluări
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 paginiNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobÎncă nu există evaluări
- Itb Part I - Instruction To BiddersDocument16 paginiItb Part I - Instruction To BiddersilsaÎncă nu există evaluări
- Company Specification: Eni S.p.ADocument24 paginiCompany Specification: Eni S.p.AKthiri WaelÎncă nu există evaluări
- Project No. P12513 Feed For New Flow Suction Tank On Bu Hasa CdsDocument6 paginiProject No. P12513 Feed For New Flow Suction Tank On Bu Hasa CdssarathÎncă nu există evaluări
- Ras Markaz Crude Oil Park Project (Phase1)Document16 paginiRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILÎncă nu există evaluări
- A.1) Verification Statement For Pvelite Calculations, As Per Asme Section Viii Div.1 2018Document6 paginiA.1) Verification Statement For Pvelite Calculations, As Per Asme Section Viii Div.1 2018ToniÎncă nu există evaluări
- 2922-GAC-STA-DAS-000-1038 - B Preheater XH4001 - TR-59Document6 pagini2922-GAC-STA-DAS-000-1038 - B Preheater XH4001 - TR-59RonggolaweÎncă nu există evaluări
- TN0001 007 Equipment Surface Protection Published English - 210710 - 160106Document15 paginiTN0001 007 Equipment Surface Protection Published English - 210710 - 160106RJ ROHITÎncă nu există evaluări
- Ethanol Plant Commissioning Startup and ShutdownDocument5 paginiEthanol Plant Commissioning Startup and Shutdowntsrinivasan5083Încă nu există evaluări
- Engineering Standard: IPS-E-PR-790Document36 paginiEngineering Standard: IPS-E-PR-790Anonymous M4BGwOkIpÎncă nu există evaluări
- E in 100 PDFDocument87 paginiE in 100 PDFTae BangsenÎncă nu există evaluări
- No.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDocument38 paginiNo.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDarshan PanchalÎncă nu există evaluări
- Tendernotice 5 PDFDocument148 paginiTendernotice 5 PDFAbhijit BhandarkarÎncă nu există evaluări
- E PR 810Document41 paginiE PR 810anju2718Încă nu există evaluări
- Painampuram, Muthukurmandal, S.P.S.R. Nellore District, A.PDocument22 paginiPainampuram, Muthukurmandal, S.P.S.R. Nellore District, A.Pkkumar_717405Încă nu există evaluări
- Ras Markaz Crude Oil Park Project (Phase1)Document17 paginiRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILÎncă nu există evaluări
- Desalter DrumDocument4 paginiDesalter DrumHsein WangÎncă nu există evaluări
- IPS-MBD21907-In-516B-Data Sheet of On Off Valve-Flush Bottom (Y Type) - ADocument3 paginiIPS-MBD21907-In-516B-Data Sheet of On Off Valve-Flush Bottom (Y Type) - ANikhil KarkeraÎncă nu există evaluări
- PFD Unit 2000 - ReferenceDocument2 paginiPFD Unit 2000 - ReferenceAgravante JakeÎncă nu există evaluări
- Process Courses and Seminars March 21Document1 paginăProcess Courses and Seminars March 21svnaik14Încă nu există evaluări
- National Oil Corporation: Rev Date Description Checked ApprovedDocument20 paginiNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORÎncă nu există evaluări
- Id Number Title Year OrganizationDocument12 paginiId Number Title Year Organizationdeyanshu7Încă nu există evaluări
- VP-PP4-MP-255-PK-1401-0430 - REV.0 - VENDOR DOCUMENT FOR NaOH DOSING PUMPDocument10 paginiVP-PP4-MP-255-PK-1401-0430 - REV.0 - VENDOR DOCUMENT FOR NaOH DOSING PUMPMinh PhamÎncă nu există evaluări
- Line List: Bandar Abbas Gas Condensate Refinery ProjectDocument31 paginiLine List: Bandar Abbas Gas Condensate Refinery Projectmb_sirousÎncă nu există evaluări
- FOR Construction: Specifications For Identification of Piping MaterialDocument12 paginiFOR Construction: Specifications For Identification of Piping MaterialajmainÎncă nu există evaluări
- 202366-VP10-DWG-002 - Rev.1 Detail Drawing For Inlet Compressor Filter Separator F-1011Document6 pagini202366-VP10-DWG-002 - Rev.1 Detail Drawing For Inlet Compressor Filter Separator F-1011Pham LanphuongÎncă nu există evaluări
- Technical Specification of Flange Face Finish S-000-1360-006 - R - 0001Document3 paginiTechnical Specification of Flange Face Finish S-000-1360-006 - R - 0001Ton PhichitÎncă nu există evaluări
- WHCP - Design Calculation Notes For Accumulators, Pumps and Electrical MotorsDocument17 paginiWHCP - Design Calculation Notes For Accumulators, Pumps and Electrical MotorsYasin ElaswadÎncă nu există evaluări
- 8.2.1. Monthly ReportDocument10 pagini8.2.1. Monthly Reportkebarongan12Încă nu există evaluări
- Hook Ups PDFDocument8 paginiHook Ups PDFAnonymous d7Jde8Încă nu există evaluări
- Process Reciprocating Compressors (API 618) : Functional SpecificationDocument49 paginiProcess Reciprocating Compressors (API 618) : Functional Specificationbrahim amiraÎncă nu există evaluări
- Engineering Procurment and Project Management : Rev Date Description Eppm Approved ApprovedDocument52 paginiEngineering Procurment and Project Management : Rev Date Description Eppm Approved Approvedeko123Încă nu există evaluări
- Pump CalcDocument5 paginiPump CalcpavanÎncă nu există evaluări
- Tata Consulting Engineers Limited: Piping Material SpecificationDocument3 paginiTata Consulting Engineers Limited: Piping Material SpecificationkasvikrajÎncă nu există evaluări
- A307 6545 104 Enq Rev0Document283 paginiA307 6545 104 Enq Rev0Yogi YuganÎncă nu există evaluări
- 08572-Trht-Ms-Ppfm003-A06-001 - D General Arrangement Drawing Fire Water Storage TankDocument3 pagini08572-Trht-Ms-Ppfm003-A06-001 - D General Arrangement Drawing Fire Water Storage TankSamer ArousÎncă nu există evaluări
- Consultant: Engineers India Limited Contractor: Onshore Construction FzeDocument6 paginiConsultant: Engineers India Limited Contractor: Onshore Construction Fzecrm 2Încă nu există evaluări
- ELT-01-EP-TS-0005 - Specification For Manual Valve - R0Document20 paginiELT-01-EP-TS-0005 - Specification For Manual Valve - R0jorgekarlosprÎncă nu există evaluări
- Piping Material SpecificationDocument20 paginiPiping Material SpecificationRobertoOrtegaHernandezÎncă nu există evaluări
- Engineering Standard: IPS-E-PR-410Document19 paginiEngineering Standard: IPS-E-PR-410محمد نصیریÎncă nu există evaluări
- Tech. Spec. For Heat ExchangersDocument5 paginiTech. Spec. For Heat Exchangerssanjay421Încă nu există evaluări
- Ips I in 115Document39 paginiIps I in 115hrmoeziÎncă nu există evaluări
- Pages From ONGC-SPEC-02-MS-03Document12 paginiPages From ONGC-SPEC-02-MS-03Prathamesh OmtechÎncă nu există evaluări
- VV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFDocument253 paginiVV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFLê Phước PhúÎncă nu există evaluări
- Pressure VesselDocument40 paginiPressure VesselPrt00789% (18)
- Boiler PresentationDocument1 paginăBoiler PresentationbalajiÎncă nu există evaluări
- FP 6 6 UpdateDocument233 paginiFP 6 6 Updatebalaji100% (1)
- 2 DoutDocument2 pagini2 DoutbalajiÎncă nu există evaluări
- JanuaryDocument1 paginăJanuaryRiduan ChehalimÎncă nu există evaluări
- NewFeatures FPv10 NPv12Document8 paginiNewFeatures FPv10 NPv12junhyolÎncă nu există evaluări
- MIMOUTDocument96 paginiMIMOUTbalajiÎncă nu există evaluări
- Jun 97Document349 paginiJun 97homer hullezaÎncă nu există evaluări
- PR VesselDocument9 paginiPR Vesselsheikhyasir11Încă nu există evaluări
- CWXSTR2017R1Document6 paginiCWXSTR2017R1balajiÎncă nu există evaluări
- HAZOPDocument66 paginiHAZOPMartin Shija100% (2)
- Readme PDFDocument6 paginiReadme PDFbalajiÎncă nu există evaluări
- PR VesselDocument9 paginiPR Vesselsheikhyasir11Încă nu există evaluări
- Oil and GasDocument1 paginăOil and GasbalajiÎncă nu există evaluări
- The Latest Welding TechnologiesDocument4 paginiThe Latest Welding TechnologiesbalajiÎncă nu există evaluări
- DOW Code of ConductDocument24 paginiDOW Code of ConductLaurynÎncă nu există evaluări
- Horiz OutDocument73 paginiHoriz OutbalajiÎncă nu există evaluări
- PR VesselDocument9 paginiPR Vesselsheikhyasir11Încă nu există evaluări
- PR VesselDocument9 paginiPR Vesselsheikhyasir11Încă nu există evaluări
- Mechanical-Engineering Gate2016.InfoDocument3 paginiMechanical-Engineering Gate2016.InfoHenryÎncă nu există evaluări
- Info Iec60079-7 (Ed5.0) enDocument19 paginiInfo Iec60079-7 (Ed5.0) enbalajiÎncă nu există evaluări
- Install NotesDocument1 paginăInstall NotesbalajiÎncă nu există evaluări
- Introduction To Project Management: Malcolm KearDocument56 paginiIntroduction To Project Management: Malcolm KearRaj ShravanthiÎncă nu există evaluări
- Installation/Operation Manual Pig Launcher: Franz Schuck GMBHDocument28 paginiInstallation/Operation Manual Pig Launcher: Franz Schuck GMBHWan Ah-LunÎncă nu există evaluări
- MN PV 001 Installation Operation and Maintenance Manual Pig Valve Model F PDocument17 paginiMN PV 001 Installation Operation and Maintenance Manual Pig Valve Model F PbalajiÎncă nu există evaluări
- DoubtsDocument1 paginăDoubtsbalajiÎncă nu există evaluări
- Iec 42Document1 paginăIec 42balajiÎncă nu există evaluări
- 311 Ehrhardt PDFDocument12 pagini311 Ehrhardt PDFbalajiÎncă nu există evaluări
- Podhum DaDocument42 paginiPodhum DabalajiÎncă nu există evaluări
- Saep 3103Document6 paginiSaep 3103Anonymous 4IpmN7OnÎncă nu există evaluări
- Conveyor BeltDocument31 paginiConveyor BeltsmendozaÎncă nu există evaluări
- Proximus 807B-04-07C Eng PM PDFDocument32 paginiProximus 807B-04-07C Eng PM PDFIvanÎncă nu există evaluări
- Small Air Hand UnitsDocument49 paginiSmall Air Hand UnitsMijatovic BoskoÎncă nu există evaluări
- Aqualogic Toplotne PumpeDocument28 paginiAqualogic Toplotne PumpeAnonymous WNKDboSFlÎncă nu există evaluări
- Sewer Heat RecoveryDocument94 paginiSewer Heat RecoveryNicole FelicianoÎncă nu există evaluări
- MDB3033 - Heat TransfersDocument8 paginiMDB3033 - Heat TransfersKamarul Aiman ShariffuddinÎncă nu există evaluări
- PCXSMT1603A R410A Light Commercial Series StandardDocument28 paginiPCXSMT1603A R410A Light Commercial Series StandardWai Lwin Ko0% (1)
- Collar BoltsDocument2 paginiCollar BoltsMahdi HocineÎncă nu există evaluări
- Horn Strobe PDFDocument175 paginiHorn Strobe PDFPedro BarajasÎncă nu există evaluări
- Instrument SymbolsDocument15 paginiInstrument SymbolsMelody Lolup100% (1)
- Dokumen - Tips - Handbook of Failure FrequenciesDocument33 paginiDokumen - Tips - Handbook of Failure FrequenciesJorge A.Încă nu există evaluări
- Non-Continuous Piperacks System Modular Pipe RackDocument4 paginiNon-Continuous Piperacks System Modular Pipe RackMadhu GuptaÎncă nu există evaluări
- EVC - Exhaust - Vapour - Condenser SB P222 06 ENDocument2 paginiEVC - Exhaust - Vapour - Condenser SB P222 06 ENflorent reyÎncă nu există evaluări
- J.L. Smith. - Textile Processing-Abhishek Publications (2009.)Document165 paginiJ.L. Smith. - Textile Processing-Abhishek Publications (2009.)Purnesh JagadÎncă nu există evaluări
- Eries: Refrigerant Type Compressed Air DriersDocument16 paginiEries: Refrigerant Type Compressed Air DriersSV HegdeÎncă nu există evaluări
- NFPA 1142 WaterSupplyCalcSheetDocument13 paginiNFPA 1142 WaterSupplyCalcSheetpandu_chemengÎncă nu există evaluări
- SP12 0002y3 PC RM 993Document37 paginiSP12 0002y3 PC RM 993Alex Ciupitu100% (1)
- A Review Drying Technology Trends and Applications in Postharvest ProcessingDocument10 paginiA Review Drying Technology Trends and Applications in Postharvest ProcessingFadli Ryan ArikundoÎncă nu există evaluări
- Project (Exergy Analysis of Steam Power Plant)Document76 paginiProject (Exergy Analysis of Steam Power Plant)Shashi Bhushan Patel88% (8)
- Optimize Thermal and Mechanical Design WebinarDocument19 paginiOptimize Thermal and Mechanical Design WebinarWahaj Shafi100% (1)
- Engr Encyclopedia AramcoHeatExchangers PDFDocument51 paginiEngr Encyclopedia AramcoHeatExchangers PDFhelden50229881100% (4)
- M 419 Mach 2c Rev. D December 2012Document48 paginiM 419 Mach 2c Rev. D December 2012SarveshSinglaÎncă nu există evaluări
- Gatecycle Modeling Exercise PDFDocument50 paginiGatecycle Modeling Exercise PDFHeriyanto Tqn Bin BakriÎncă nu există evaluări
- Rittal Chiller Blue e - Targeted Cooling Output With Exce 5 4813Document12 paginiRittal Chiller Blue e - Targeted Cooling Output With Exce 5 4813Madhura MaheshÎncă nu există evaluări
- Heat Exchangers DesignDocument58 paginiHeat Exchangers DesignShubhamÎncă nu există evaluări
- Adtps ReportDocument35 paginiAdtps ReportMANASÎncă nu există evaluări
- Acc GEA InformationDocument148 paginiAcc GEA InformationjoncperezÎncă nu există evaluări
- TRACE 700 - Users Manual 101 150 PDFDocument50 paginiTRACE 700 - Users Manual 101 150 PDFKreach GomezÎncă nu există evaluări
- Ekwdsg1206 AbDocument24 paginiEkwdsg1206 AbGaruda GarudaÎncă nu există evaluări
- CM YSM Air Handling Unit Catalogue Part11Document1 paginăCM YSM Air Handling Unit Catalogue Part11JosephRusselVizmanosÎncă nu există evaluări