S-ar putea să vă placă și
- Las Fuerzas Del CambioDocument4 paginiLas Fuerzas Del CambioEuniceÎncă nu există evaluări
- Psicologia InversaDocument22 paginiPsicologia InversaEunice100% (1)
- Cargas puntuales y potencial eléctricoDocument3 paginiCargas puntuales y potencial eléctricoEuniceÎncă nu există evaluări
- Psicologia InversaDocument7 paginiPsicologia InversaEuniceÎncă nu există evaluări
- Tipos de Modelos de Yacimientos Naturalmente FracturadosDocument23 paginiTipos de Modelos de Yacimientos Naturalmente FracturadosEuniceÎncă nu există evaluări
- Yacimientos supergigantes en México y el mundoDocument37 paginiYacimientos supergigantes en México y el mundoEuniceÎncă nu există evaluări
- Prueba de Lenguaje Quinto Básico InfografíasDocument6 paginiPrueba de Lenguaje Quinto Básico InfografíasMichael Pinilla Cid100% (3)
- CONDUCCIONDocument53 paginiCONDUCCIONEuniceÎncă nu există evaluări
- CONDUCCIONDocument53 paginiCONDUCCIONEuniceÎncă nu există evaluări
- Perforación Aguas Profundas FinalDocument59 paginiPerforación Aguas Profundas FinalEuniceÎncă nu există evaluări
- Presentación de Ternas PitagoricasDocument12 paginiPresentación de Ternas PitagoricasEuniceÎncă nu există evaluări
- Prob Ecuaciones de Estado-1Document3 paginiProb Ecuaciones de Estado-1Sergio Luis VillegasÎncă nu există evaluări
- Magnitudes FisicasDocument30 paginiMagnitudes FisicasEuniceÎncă nu există evaluări
- Sistemas Artificiales de Producción: Unacar 14 de Junio de 2019Document15 paginiSistemas Artificiales de Producción: Unacar 14 de Junio de 2019EuniceÎncă nu există evaluări
- Yacimientos de Baja PermeabilidadDocument28 paginiYacimientos de Baja PermeabilidadEuniceÎncă nu există evaluări
- Situación Económica Del PetróleoDocument5 paginiSituación Económica Del PetróleoEuniceÎncă nu există evaluări
- Sistema PetroleroDocument9 paginiSistema PetroleroEuniceÎncă nu există evaluări
- RecubrimientosDocument4 paginiRecubrimientosEuniceÎncă nu există evaluări
- QuímicaDocument5 paginiQuímicaEuniceÎncă nu există evaluări
- Correlacion de Guns y RosesDocument40 paginiCorrelacion de Guns y RosesEuniceÎncă nu există evaluări
- Grobman y Pelaez. Remocion de IncrustacionesDocument8 paginiGrobman y Pelaez. Remocion de IncrustacionesPamela LoyolaÎncă nu există evaluări
- Campo CauchyDocument18 paginiCampo CauchyEuniceÎncă nu există evaluări
- Barreras arrecifales y bancos: caracterización geológicaDocument20 paginiBarreras arrecifales y bancos: caracterización geológicaEuniceÎncă nu există evaluări
- Security FirstDocument38 paginiSecurity FirstEuniceÎncă nu există evaluări
- Rsym AkalDocument18 paginiRsym AkalEuniceÎncă nu există evaluări
- EBM en Sistema de Dobleporosidad ModelosfomulacionesDocument237 paginiEBM en Sistema de Dobleporosidad ModelosfomulacionesEuniceÎncă nu există evaluări
- Modelo de Flujo ComposicionalDocument12 paginiModelo de Flujo ComposicionalEuniceÎncă nu există evaluări
- Barreras arrecifales y bancos: caracterización geológicaDocument20 paginiBarreras arrecifales y bancos: caracterización geológicaEuniceÎncă nu există evaluări
- Ecuación de Flujo para Un Fluido Ligeramente CompresibleDocument6 paginiEcuación de Flujo para Un Fluido Ligeramente CompresibleEuniceÎncă nu există evaluări
- AIEPIDocument107 paginiAIEPIKari AndreaÎncă nu există evaluări
- Verificación andamios plataformaDocument9 paginiVerificación andamios plataformaAnthonio NoriegaÎncă nu există evaluări
- Tarea - 4 - Jhon AlexanderDocument16 paginiTarea - 4 - Jhon Alexanderjhon alexander yasno saenzÎncă nu există evaluări
- Cateter SubcutaneoDocument14 paginiCateter SubcutaneoCatalina VenegasÎncă nu există evaluări
- Hipoglucemia neonatal: actualización sobre controversias y recomendacionesDocument10 paginiHipoglucemia neonatal: actualización sobre controversias y recomendacionesYasha ROÎncă nu există evaluări
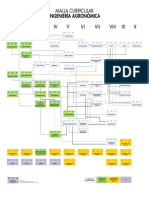
- Malla Curricular Ing Agronómica UNALDocument1 paginăMalla Curricular Ing Agronómica UNALkmigeÎncă nu există evaluări
- Disfruta Y Celebra en Esta Navidad: Avon - Ec C 1 7 / 2023Document148 paginiDisfruta Y Celebra en Esta Navidad: Avon - Ec C 1 7 / 2023NathalieÎncă nu există evaluări
- ¿Niño o Niña El Ser Humano Posee 46 Cromosomas en Cada CelulabDocument162 pagini¿Niño o Niña El Ser Humano Posee 46 Cromosomas en Cada Celulabe5490626Încă nu există evaluări
- Cuestionario Programa Control de Plagas PrintoglassDocument23 paginiCuestionario Programa Control de Plagas PrintoglassAlexxAnderCrIstianaÎncă nu există evaluări
- GT Mesones en Marmol Consideraciones Recomendaciones de Uso y Limpieza V2Document4 paginiGT Mesones en Marmol Consideraciones Recomendaciones de Uso y Limpieza V2Ingenio Grupo PlastileneÎncă nu există evaluări
- Zonas Vulnerables de AméricaDocument5 paginiZonas Vulnerables de Américalester lopez100% (1)
- Los MoluscosDocument3 paginiLos MoluscosAmni JFÎncă nu există evaluări
- Química Clase 4Document5 paginiQuímica Clase 4jose bÎncă nu există evaluări
- Cáncer de Páncreas y CarcinomaDocument29 paginiCáncer de Páncreas y CarcinomaJuan ArgentÎncă nu există evaluări
- Persona Según SpaemannDocument7 paginiPersona Según SpaemannnulÎncă nu există evaluări
- 2021 601 Bio Act 8 Ecosistemas y Biodiversidad NaturalDocument7 pagini2021 601 Bio Act 8 Ecosistemas y Biodiversidad NaturalAndres Rayo Rayo CaballoÎncă nu există evaluări
- Credo (I)Document20 paginiCredo (I)LVNÎncă nu există evaluări
- Bitcoins, DMT y Extraterrestres PDFDocument6 paginiBitcoins, DMT y Extraterrestres PDFgonflynnÎncă nu există evaluări
- 2016-03 Top Value Computing v1 PDFDocument24 pagini2016-03 Top Value Computing v1 PDFJaime TraverÎncă nu există evaluări
- Reglamento de Protección Ambiental DS 019 - 97 ITINCIDocument38 paginiReglamento de Protección Ambiental DS 019 - 97 ITINCIWilder Casimir Manuelo100% (1)
- Unidad 1 - Mantto EQ. ElectDocument65 paginiUnidad 1 - Mantto EQ. ElectJairo MarinÎncă nu există evaluări
- Dibujo TécnicoDocument59 paginiDibujo TécnicoBalam MarcosÎncă nu există evaluări
- 01 Introducción Fisica MariscalDocument26 pagini01 Introducción Fisica MariscalAndy LilaÎncă nu există evaluări
- Acuerdo Gubernativo 509-2001reglamento para El Manejo de Desechos Sólidos HospitalariosDocument12 paginiAcuerdo Gubernativo 509-2001reglamento para El Manejo de Desechos Sólidos HospitalariosLaura100% (4)
- Investigación Descriptiva EjemplosDocument8 paginiInvestigación Descriptiva EjemplosMichael NeyraÎncă nu există evaluări
- Manual HACCP de Esparrago Verde FrescoDocument41 paginiManual HACCP de Esparrago Verde FrescoLuis Angel Salazar HuariÎncă nu există evaluări
- Portfolio Gisela C Alestra Web PDFDocument36 paginiPortfolio Gisela C Alestra Web PDFArhian NatariÎncă nu există evaluări
- Octubre 7Document4 paginiOctubre 7sofia ordoñezÎncă nu există evaluări
- ARITfraccDocument5 paginiARITfraccLuis CañasÎncă nu există evaluări