S-ar putea să vă placă și
- Manuel D'atelier Yamaha XVS 125 Dragstar PDFDocument321 paginiManuel D'atelier Yamaha XVS 125 Dragstar PDFMxScribd67% (3)
- Livret Conseils Recettes Starwax Fabulous Be FR PDFDocument20 paginiLivret Conseils Recettes Starwax Fabulous Be FR PDFMxScribd100% (1)
- Télécharger Guide Usinage CNC Avec Fusion 360Document28 paginiTélécharger Guide Usinage CNC Avec Fusion 360abdo tmÎncă nu există evaluări
- Cours de Pliage SWDocument11 paginiCours de Pliage SWMed Ali100% (1)
- Les Cycles de FraisageDocument32 paginiLes Cycles de Fraisageرفيق طرشونÎncă nu există evaluări
- Cours 2 Rédacrion de Gamme D'usinageDocument6 paginiCours 2 Rédacrion de Gamme D'usinageFosseni Diallo100% (1)
- Duree Vie Outil EleveDocument4 paginiDuree Vie Outil Elevesaber100% (1)
- Cours2 GPA664 CodeGDocument53 paginiCours2 GPA664 CodeGbouzidislim100% (1)
- Feuille Analyse Gamme UsinageDocument2 paginiFeuille Analyse Gamme UsinageBouhdida MohamedÎncă nu există evaluări
- Programmation de Commande Numérique - WikipédiaDocument14 paginiProgrammation de Commande Numérique - WikipédianonoÎncă nu există evaluări
- Exercice PDFDocument2 paginiExercice PDFAmr AkramÎncă nu există evaluări
- Poziaopaezc OpazcDocument4 paginiPoziaopaezc OpazcBadr HadriÎncă nu există evaluări
- TD FaoDocument3 paginiTD FaoAmer ChaffaiÎncă nu există evaluări
- Technique de Déformation Plastique Sur Presse PDFDocument10 paginiTechnique de Déformation Plastique Sur Presse PDFAlexandreÎncă nu există evaluări
- Bac Pro Tu Documents de FabricationDocument8 paginiBac Pro Tu Documents de FabricationDave De ClercqÎncă nu există evaluări
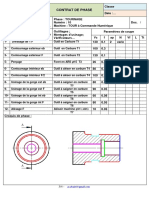
- 4-Contrat de Phase #10-EquerreDocument1 pagină4-Contrat de Phase #10-EquerreSouhayle LamrabetÎncă nu există evaluări
- Conduite D Une Production de SerieDocument100 paginiConduite D Une Production de SerieZotan ZandryÎncă nu există evaluări
- Guide Fraisage - Outils PDFDocument156 paginiGuide Fraisage - Outils PDFMohamed SahilÎncă nu există evaluări
- tp1 PDFDocument9 paginitp1 PDFiwibab 2018Încă nu există evaluări
- Gamme D UsinageDocument5 paginiGamme D UsinageImedooImedÎncă nu există evaluări
- PMOCN Doc ÉleveDocument16 paginiPMOCN Doc Élevedayzen jiffÎncă nu există evaluări
- TD1 Correction CFAODocument4 paginiTD1 Correction CFAOEddehbi100% (1)
- TP N 3 PercageDocument5 paginiTP N 3 PercagetthÎncă nu există evaluări
- Machine-Outil Commande NumeriqueDocument4 paginiMachine-Outil Commande NumeriqueRayan BenachourÎncă nu există evaluări
- Projet Fin D'étudeDocument28 paginiProjet Fin D'étudeHajar OumnasÎncă nu există evaluări
- Soudage 01Document1 paginăSoudage 01ImedRezk100% (1)
- Designation VisserieDocument2 paginiDesignation VisserieGana100% (1)
- 87 - Repérage Des Axes ProfDocument3 pagini87 - Repérage Des Axes ProfntayoubÎncă nu există evaluări
- Exercice Designation Des Outils de CoupeDocument6 paginiExercice Designation Des Outils de CoupeYoussef Trimech0% (1)
- Sinumerik810820 Mill FRDocument90 paginiSinumerik810820 Mill FRDick ManÎncă nu există evaluări
- Usinage ConventionnelDocument2 paginiUsinage ConventionnelAyoub El BadriÎncă nu există evaluări
- Efm m102 Temi v11Document2 paginiEfm m102 Temi v11El Hasnaoui Ysf100% (1)
- TP de Fraisage Cfao: Année Universitaire 2019-2020Document9 paginiTP de Fraisage Cfao: Année Universitaire 2019-2020Anonymous 9qKdViDP4Încă nu există evaluări
- Moulage ProfDocument5 paginiMoulage Profkldmnt50% (2)
- Catia v5 Machining Brochure FR PDFDocument8 paginiCatia v5 Machining Brochure FR PDFWalid BenaziÎncă nu există evaluări
- Presentation-Totale TOTADocument24 paginiPresentation-Totale TOTAMa HdiÎncă nu există evaluări
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 paginiChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofÎncă nu există evaluări
- Cycles Preprogrammes ProfDocument12 paginiCycles Preprogrammes Prof0001fredÎncă nu există evaluări
- Répertoire Des ModulesdigitalisésDocument87 paginiRépertoire Des ModulesdigitalisésHamza ChaloutÎncă nu există evaluări
- Devoir Commun Partie ProductionDocument16 paginiDevoir Commun Partie ProductionOmar Daali0% (1)
- La Cotation de FabricationDocument14 paginiLa Cotation de FabricationINAS ZAALIÎncă nu există evaluări
- 3-Contrat de Phase N°10Document1 pagină3-Contrat de Phase N°10Makrem CherifÎncă nu există evaluări
- FRAISAGEDocument16 paginiFRAISAGEsaifdjoombaÎncă nu există evaluări
- TP6 - CFAO Fraisage Sur FeatureCamDocument2 paginiTP6 - CFAO Fraisage Sur FeatureCamDl OramÎncă nu există evaluări
- Ing Mec Mini ProjDocument9 paginiIng Mec Mini ProjMOHAMED CHERIF KHATRAOUIÎncă nu există evaluări
- CFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)Document3 paginiCFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)MustaphaPicasso100% (1)
- TD La Commande Numerique Des Machines OutilsDocument2 paginiTD La Commande Numerique Des Machines OutilsWilliam DechangÎncă nu există evaluări
- 1-Etude Des Surépaisseurs D'usinageDocument1 pagină1-Etude Des Surépaisseurs D'usinagenahim100% (1)
- Fonction AssemblageDocument4 paginiFonction AssemblageElafif Hamdi100% (1)
- PrefdecDocument16 paginiPrefdecParc ElyesÎncă nu există evaluări
- Ptpam BM 2Document52 paginiPtpam BM 2ELMustaphaELMoukhtariÎncă nu există evaluări
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- Fusion 360 Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen expliqués pour les utilisateurs avancésDe la EverandFusion 360 Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen expliqués pour les utilisateurs avancésÎncă nu există evaluări
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !De la EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !Încă nu există evaluări
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DDe la EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DÎncă nu există evaluări
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésDe la EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésÎncă nu există evaluări
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsDe la EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsÎncă nu există evaluări
- ParametresDeCoupe CncFraises V1.6Document3 paginiParametresDeCoupe CncFraises V1.6DABAKH LDEEBOYÎncă nu există evaluări
- 2 Déf CDCDocument8 pagini2 Déf CDClcom freeÎncă nu există evaluări
- Calcul Conditions CoupeDocument6 paginiCalcul Conditions Coupechef.atelier100% (1)
- Conditions CoupeDocument10 paginiConditions CoupeÎliãss ÎliassÎncă nu există evaluări
- 4cv Notice Ne 595 1 r1060 1950 PDFDocument46 pagini4cv Notice Ne 595 1 r1060 1950 PDFMxScribd100% (1)
- 71 Solex Tableau Chronologique PDFDocument2 pagini71 Solex Tableau Chronologique PDFMxScribdÎncă nu există evaluări
- 4cv Notice Ne 843 r1062 1960 PDFDocument62 pagini4cv Notice Ne 843 r1062 1960 PDFMxScribdÎncă nu există evaluări
- 125dragstar PDFDocument86 pagini125dragstar PDFMxScribdÎncă nu există evaluări
- w210 1996 Manuel Utilisation Carcacterisques TechniquesDocument21 paginiw210 1996 Manuel Utilisation Carcacterisques TechniquesMxScribdÎncă nu există evaluări
- Boite A Fusibles Et A Relais Description StructurelleDocument1 paginăBoite A Fusibles Et A Relais Description StructurelleMxScribdÎncă nu există evaluări
- MBUSA ResetServiceIndicator FINAL 08 2012-FrDocument17 paginiMBUSA ResetServiceIndicator FINAL 08 2012-FrMxScribdÎncă nu există evaluări
- Courroie ZETADocument2 paginiCourroie ZETAjfkbcnÎncă nu există evaluări
- Université de Science Et Technologie JDocument8 paginiUniversité de Science Et Technologie Jgdt hftÎncă nu există evaluări
- Ghalem+ Lalla - FraisageDocument14 paginiGhalem+ Lalla - Fraisagefaroukhan0909Încă nu există evaluări
- Procedes de Fabrication Partie 2Document11 paginiProcedes de Fabrication Partie 2Nara KorobaÎncă nu există evaluări
- Conception D'outillage de Pres - GAYAL Yazid - 2911Document121 paginiConception D'outillage de Pres - GAYAL Yazid - 2911BenYamOuN IsMaIlÎncă nu există evaluări
- Introduction - CNC - EL BARKANYDocument34 paginiIntroduction - CNC - EL BARKANYEddehbiÎncă nu există evaluări
- Rapport de StageDocument25 paginiRapport de Stagessafouen4Încă nu există evaluări
- Frais AgeDocument4 paginiFrais AgeRaouf BelamriÎncă nu există evaluări
- Présentation TD MODocument11 paginiPrésentation TD MOcha benÎncă nu există evaluări
- Ebook Vitesse UsinageDocument9 paginiEbook Vitesse UsinagefournierÎncă nu există evaluări
- FR PROG EcoleMOFlunetiersDocument21 paginiFR PROG EcoleMOFlunetiersMoh MohÎncă nu există evaluări
- Procédés Obtention Des SurfacesDocument26 paginiProcédés Obtention Des SurfacesFarouk Keniou100% (1)
- Rapport PfeDocument72 paginiRapport PfeMr.ShadyÎncă nu există evaluări
- HTTP WWW Cpmo FR FR Fraiseuses-Universelles 394-Fraiseuse-Alcera-803 HTMLDocument2 paginiHTTP WWW Cpmo FR FR Fraiseuses-Universelles 394-Fraiseuse-Alcera-803 HTMLpacom zanguéÎncă nu există evaluări
- Soulaima Kheder TP FraisageDocument8 paginiSoulaima Kheder TP Fraisagesoulaima khederÎncă nu există evaluări
- Ajustement Enregistré AutomatiquementDocument7 paginiAjustement Enregistré Automatiquementkhalil abaabÎncă nu există evaluări