S-ar putea să vă placă și
- How to Resolve the Stubble Burning Pollution ChallengeDe la EverandHow to Resolve the Stubble Burning Pollution ChallengeÎncă nu există evaluări
- Environmental Problems Related To Sugar Industries A Case Study of Govind Sugar Mill LTD, Aira, Lakhimpur KheriDocument7 paginiEnvironmental Problems Related To Sugar Industries A Case Study of Govind Sugar Mill LTD, Aira, Lakhimpur KheriInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- The Global Action on Green Development of Special Agricultural Products: One Country One Priority Product: Action Plan 2021–2025De la EverandThe Global Action on Green Development of Special Agricultural Products: One Country One Priority Product: Action Plan 2021–2025Încă nu există evaluări
- Treatment of Sugar Industry WastewaterDocument4 paginiTreatment of Sugar Industry WastewaterLuu TonyÎncă nu există evaluări
- Combustion of Agricultural Residues in India Problems With Regulation and Possible AlternativesDocument8 paginiCombustion of Agricultural Residues in India Problems With Regulation and Possible AlternativesIJRASETPublicationsÎncă nu există evaluări
- 16.Distillery-waste-water-in-Agriculture-Trichy-Centre - (India 2013) 57pp.Document57 pagini16.Distillery-waste-water-in-Agriculture-Trichy-Centre - (India 2013) 57pp.Ha Cao TheÎncă nu există evaluări
- Vinasas 5464Document21 paginiVinasas 5464GUido JUarezÎncă nu există evaluări
- Project Report of Food Grains ProcessingDocument21 paginiProject Report of Food Grains ProcessingSTRAIGHT TALK BY SURYA PRAKASH100% (3)
- Tannery Industry Waste Production NotesDocument23 paginiTannery Industry Waste Production NotesDhiraj kumarÎncă nu există evaluări
- New Pest Threats For Sugarcane in The New BioeconoDocument10 paginiNew Pest Threats For Sugarcane in The New BioeconoLuis Erney Sandoval AriasÎncă nu există evaluări
- Mini Project - UpdatedDocument9 paginiMini Project - UpdatedKrish SachdevaÎncă nu există evaluări
- Feasibility Study On Treatment of Coconut Industry Wastewater Using MFCDocument10 paginiFeasibility Study On Treatment of Coconut Industry Wastewater Using MFCMuhamad SuharÎncă nu există evaluări
- Charactirization of Sugar Industrial Water-2015-Main-3Document60 paginiCharactirization of Sugar Industrial Water-2015-Main-3Mir MuqtadeerÎncă nu există evaluări
- Green Chemistry Module IDocument27 paginiGreen Chemistry Module IRahul Mathur100% (1)
- Mushroom Review Paper 2018Document15 paginiMushroom Review Paper 2018SorenÎncă nu există evaluări
- 10 5923 J Re 20150501 03 PDFDocument30 pagini10 5923 J Re 20150501 03 PDFkallolchaudhuryjuÎncă nu există evaluări
- Final Report IETS G8Document25 paginiFinal Report IETS G8tsaqifÎncă nu există evaluări
- The Problem of Agricultural Waste and Ways To Solve It: IOP Conference Series: Earth and Environmental ScienceDocument8 paginiThe Problem of Agricultural Waste and Ways To Solve It: IOP Conference Series: Earth and Environmental Sciencekikaawaronald97Încă nu există evaluări
- Effluent Treatment Plant of Sugar WasteDocument6 paginiEffluent Treatment Plant of Sugar Wasteswati vasudevÎncă nu există evaluări
- Ijhss - A Study On Employees Livelihood Pattern in Amaravathi Co-Operative Sugar Mill, Krishnapuram, Udumalpet. - 1Document8 paginiIjhss - A Study On Employees Livelihood Pattern in Amaravathi Co-Operative Sugar Mill, Krishnapuram, Udumalpet. - 1iaset123Încă nu există evaluări
- Global Scenario: An Overview of Chlor-Alkali IndustryDocument3 paginiGlobal Scenario: An Overview of Chlor-Alkali IndustrySreedhuÎncă nu există evaluări
- Business Plan Project ReportDocument40 paginiBusiness Plan Project Reportrathodjaydeep989Încă nu există evaluări
- Sewage Analyze From Industrial Effluents of Industrial Area, Solapur, Maharashtra, IndiaDocument7 paginiSewage Analyze From Industrial Effluents of Industrial Area, Solapur, Maharashtra, IndiaIJRASETPublicationsÎncă nu există evaluări
- MGM SeminarDocument5 paginiMGM SeminarSingh LKÎncă nu există evaluări
- Pollution of Leather IndustryDocument70 paginiPollution of Leather IndustryBalaji GajendranÎncă nu există evaluări
- SWM Project Gopal 2Document10 paginiSWM Project Gopal 2Gopal mutkekarÎncă nu există evaluări
- Status Report On Fruits and Vegetables Production PDFDocument13 paginiStatus Report On Fruits and Vegetables Production PDFash ritÎncă nu există evaluări
- Business Ethics Assignment.Document8 paginiBusiness Ethics Assignment.nirobÎncă nu există evaluări
- Tomato Value ChainDocument20 paginiTomato Value ChainPrince Oludare AkintolaÎncă nu există evaluări
- Impact of Aquaculture Solid Waste On Environment in The Delta Region of Andhra Pradesh: A Case StudyDocument6 paginiImpact of Aquaculture Solid Waste On Environment in The Delta Region of Andhra Pradesh: A Case StudyPrabu ThannasiÎncă nu există evaluări
- 41 - MD Shamim Hosen - Acce 4204Document13 pagini41 - MD Shamim Hosen - Acce 4204MD: Shamim HossainÎncă nu există evaluări
- Ijciet 08 12 063Document11 paginiIjciet 08 12 063dareymayree56Încă nu există evaluări
- Sugarcane and Its Impact of Indian Climate ChangeDocument7 paginiSugarcane and Its Impact of Indian Climate ChangeAdvanced Research PublicationsÎncă nu există evaluări
- Thesis Chapter 1Document11 paginiThesis Chapter 1Mannuel Ignacio Matillano100% (1)
- Foods 11 03288 v2Document23 paginiFoods 11 03288 v2Jose VelasquezÎncă nu există evaluări
- Utilization of Cereal Crop ResidueDocument16 paginiUtilization of Cereal Crop ResidueSushant TemgireÎncă nu există evaluări
- Soil EnhancerDocument14 paginiSoil EnhancerBong Teck KeongÎncă nu există evaluări
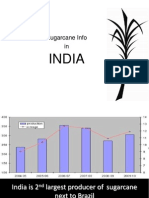
- India: Sugarcane Info inDocument33 paginiIndia: Sugarcane Info inBharat MistryÎncă nu există evaluări
- Potential and Problems of Rainfed Agriculture in India - Srinivasarao2015 PDFDocument69 paginiPotential and Problems of Rainfed Agriculture in India - Srinivasarao2015 PDFGurjeet SinghÎncă nu există evaluări
- Green Growth and Water Sector in PunjabDocument20 paginiGreen Growth and Water Sector in PunjabRipudaman SinghÎncă nu există evaluări
- Solid Waste ManagementDocument26 paginiSolid Waste ManagementSarthak PawarÎncă nu există evaluări
- Bche Fa17 027Document6 paginiBche Fa17 027Hamza MughalÎncă nu există evaluări
- Quantitative Analysis of Solid Waste Generation From Tanneries in Kano StateDocument9 paginiQuantitative Analysis of Solid Waste Generation From Tanneries in Kano StateMoti TadegeÎncă nu există evaluări
- Organic Farming in IndiaDocument5 paginiOrganic Farming in IndiaIJRASETPublicationsÎncă nu există evaluări
- Essay - 04 - Env - EcologyDocument15 paginiEssay - 04 - Env - EcologyPankajJoshiÎncă nu există evaluări
- Sugar Industry 430 MWFDocument27 paginiSugar Industry 430 MWFEfraim AbuelÎncă nu există evaluări
- Ethical Governance & Sustainability: Group 2 Presented By: Saswat Padhi-87 Sibananda Mahapatro-103 V Smilee-120Document13 paginiEthical Governance & Sustainability: Group 2 Presented By: Saswat Padhi-87 Sibananda Mahapatro-103 V Smilee-120SUBHAM PANIGRAHIÎncă nu există evaluări
- Term Paper - Id-1053 - Md. Raisul Islam ShamratDocument12 paginiTerm Paper - Id-1053 - Md. Raisul Islam ShamratNature Solution LimitedÎncă nu există evaluări
- Indian Fruit Processing Industry: Import and Export AnalysisDocument15 paginiIndian Fruit Processing Industry: Import and Export AnalysisShrinath Kanojiya MewarÎncă nu există evaluări
- 1 PBDocument10 pagini1 PBRuth Ventocilla SantosÎncă nu există evaluări
- A Comparative Study of Wastewater Quality Analysis in Major Textile Industrial Zones of Faisalabad For Irrigation UseDocument8 paginiA Comparative Study of Wastewater Quality Analysis in Major Textile Industrial Zones of Faisalabad For Irrigation Usetehmina sharifÎncă nu există evaluări
- Resrep24390 5Document4 paginiResrep24390 5Ricobre SappletonÎncă nu există evaluări
- (Miniproject - 3) 19-7008 (2021-2022)Document23 pagini(Miniproject - 3) 19-7008 (2021-2022)Ranjit DaradeÎncă nu există evaluări
- Utilization of Extracted Silica From Oryza Sativa (Rice) Hulls in Prolonging The Shelf-Life of FruitsDocument17 paginiUtilization of Extracted Silica From Oryza Sativa (Rice) Hulls in Prolonging The Shelf-Life of FruitsJaythoon SahibulÎncă nu există evaluări
- 7718 20392 1 PB PDFDocument10 pagini7718 20392 1 PB PDFrohmat_setiawan77Încă nu există evaluări
- Summer Internship Report (TEAM Susha&Davinder)Document32 paginiSummer Internship Report (TEAM Susha&Davinder)Akanksha YadavÎncă nu există evaluări
- GJESM Volume 8 Issue 2 Pages 281-296Document16 paginiGJESM Volume 8 Issue 2 Pages 281-296GJESMÎncă nu există evaluări
- Sugar Book 2005Document11 paginiSugar Book 2005sohail2006Încă nu există evaluări
- Challenges and Opportunities Linked With Waste Management Under Global Perspective: A Mini ReviewDocument6 paginiChallenges and Opportunities Linked With Waste Management Under Global Perspective: A Mini Reviewshambelabebe75Încă nu există evaluări
- Omolo - Anaerobic Treatment of Cane Sugar Effluent From Muhoroni Sugar Factory Using Batch ReactorsDocument107 paginiOmolo - Anaerobic Treatment of Cane Sugar Effluent From Muhoroni Sugar Factory Using Batch ReactorsLuu TonyÎncă nu există evaluări
- Syrup Clarification For Plantation White Sugar ToDocument17 paginiSyrup Clarification For Plantation White Sugar ToLuu TonyÎncă nu există evaluări
- Water and Wastewater Eco-EfficiencyDocument9 paginiWater and Wastewater Eco-EfficiencyLuu TonyÎncă nu există evaluări
- Wastewater Treatment of Sugar IndustryDocument4 paginiWastewater Treatment of Sugar IndustryUsamaAli100% (1)
- IRJET-Performance and Evaluation of Suga PDFDocument5 paginiIRJET-Performance and Evaluation of Suga PDFLuu TonyÎncă nu există evaluări
- Modern Effluent Treatment Plant PDFDocument6 paginiModern Effluent Treatment Plant PDFLuu TonyÎncă nu există evaluări
- Managing Sugar-Mill Liquid Effluent To Z PDFDocument10 paginiManaging Sugar-Mill Liquid Effluent To Z PDFLuu TonyÎncă nu există evaluări
- Qualityandmanagementofwastewaterinsugarindustry PDFDocument10 paginiQualityandmanagementofwastewaterinsugarindustry PDFLuu TonyÎncă nu există evaluări
- Modern Effluent Treatment Plant PDFDocument6 paginiModern Effluent Treatment Plant PDFLuu TonyÎncă nu există evaluări
- Evaluation of Effluent Quality of A Sugar Industry PDFDocument10 paginiEvaluation of Effluent Quality of A Sugar Industry PDFLuu TonyÎncă nu există evaluări
- CarbonatatorDocument62 paginiCarbonatatornghiÎncă nu există evaluări
- Evaluation of Effluent Quality of A Sugar Industry PDFDocument10 paginiEvaluation of Effluent Quality of A Sugar Industry PDFLuu TonyÎncă nu există evaluări
- Impact of Releasing Wastewater of Sugar Industries PDFDocument6 paginiImpact of Releasing Wastewater of Sugar Industries PDFLuu TonyÎncă nu există evaluări
- New Technology For Wastewater TreatmentDocument61 paginiNew Technology For Wastewater TreatmentLuu TonyÎncă nu există evaluări
- My TestDocument18 paginiMy TestBlessmore Chitanha100% (1)
- Organization of Production: Test IiDocument7 paginiOrganization of Production: Test IiKamarul NizamÎncă nu există evaluări
- D904 - D906 - D914 - D916 - D924 - D926 - 8718458 - 04092008 - v02 - enDocument218 paginiD904 - D906 - D914 - D916 - D924 - D926 - 8718458 - 04092008 - v02 - enАлексей89% (18)
- AP1 Q4 Ip9 v.02Document4 paginiAP1 Q4 Ip9 v.02Fayenah Pacasum Mindalano100% (1)
- Artikel 8 - (CURRICULUM EVALUATION)Document12 paginiArtikel 8 - (CURRICULUM EVALUATION)Kikit8Încă nu există evaluări
- TM GUIDE (Basic Competencies)Document19 paginiTM GUIDE (Basic Competencies)Emelito T. ColentumÎncă nu există evaluări
- Esmeril Makita PDFDocument16 paginiEsmeril Makita PDFwjzabalaÎncă nu există evaluări
- Accomplishment Report Filipino Values MonthDocument4 paginiAccomplishment Report Filipino Values MonthIan Santos B. Salinas100% (10)
- 13-Mike Engelbrecht - Methods of Maintenance On High Voltage Fluid FilledDocument5 pagini13-Mike Engelbrecht - Methods of Maintenance On High Voltage Fluid FilledRomany AllamÎncă nu există evaluări
- Calculating Periodic Returns and Compound Annual ReturnsDocument2 paginiCalculating Periodic Returns and Compound Annual ReturnsAlucard77777Încă nu există evaluări
- Wayne A. Thorp - Analyzing Supply & Demand Using Point & Figure Charts PDFDocument5 paginiWayne A. Thorp - Analyzing Supply & Demand Using Point & Figure Charts PDFSrinivasÎncă nu există evaluări
- Chem 152 Lab ReportDocument21 paginiChem 152 Lab Reportapi-643022375Încă nu există evaluări
- Far Eastern University Mba - Thesis 060517Document2 paginiFar Eastern University Mba - Thesis 060517Lex AcadsÎncă nu există evaluări
- ABM 221-Examples (ALL UNITS)Document10 paginiABM 221-Examples (ALL UNITS)Bonface NsapatoÎncă nu există evaluări
- Tele-Medicine: Presented by Shyam.s.s I Year M.SC NursingDocument12 paginiTele-Medicine: Presented by Shyam.s.s I Year M.SC NursingShyamÎncă nu există evaluări
- Arithmetic Mean PDFDocument29 paginiArithmetic Mean PDFDivya Gothi100% (1)
- Facility Layout Case StudyDocument8 paginiFacility Layout Case StudyHitesh SinglaÎncă nu există evaluări
- FPA 03-A.01 Permohonan Akreditasi LP LK LI LM PUP PBADocument595 paginiFPA 03-A.01 Permohonan Akreditasi LP LK LI LM PUP PBAabimanyubawonoÎncă nu există evaluări
- Baptismal DelayDocument20 paginiBaptismal DelayfiohdiohhodoÎncă nu există evaluări
- Binary To DecimalDocument8 paginiBinary To DecimalEmmanuel JoshuaÎncă nu există evaluări
- Mind'S Nest Review Center Inc.,: Criteria of A Good Research Problem: Easibility Nterest EsearchabilityDocument21 paginiMind'S Nest Review Center Inc.,: Criteria of A Good Research Problem: Easibility Nterest EsearchabilitySherlyn Pedida100% (1)
- ESUR Guidelines 10.0 Final VersionDocument46 paginiESUR Guidelines 10.0 Final Versionkon shireÎncă nu există evaluări
- Post Market Surveillance SOPDocument8 paginiPost Market Surveillance SOPgopinathÎncă nu există evaluări
- D6 Gamemasters Aid Screen Weg51019eOGLDocument40 paginiD6 Gamemasters Aid Screen Weg51019eOGLMr DM100% (1)
- THE FIELD SURVEY PARTY ReportDocument3 paginiTHE FIELD SURVEY PARTY ReportMacario estarjerasÎncă nu există evaluări
- Sa Inc HCP English d10840Document64 paginiSa Inc HCP English d10840Ayu AfiantyÎncă nu există evaluări
- Obat Keras N0vember 2021Document137 paginiObat Keras N0vember 2021antonÎncă nu există evaluări
- Case 07-53: #REF! #REF! #REF! #REF! #REF!Document6 paginiCase 07-53: #REF! #REF! #REF! #REF! #REF!saad bin sadaqatÎncă nu există evaluări
- Musical InstrumentsDocument23 paginiMusical Instrumentssirius scottÎncă nu există evaluări
- Data Iep Goals and Objectives ExampleDocument4 paginiData Iep Goals and Objectives Exampleapi-455438287100% (2)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindDe la EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindÎncă nu există evaluări
- Hero Found: The Greatest POW Escape of the Vietnam WarDe la EverandHero Found: The Greatest POW Escape of the Vietnam WarEvaluare: 4 din 5 stele4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonDe la EverandSully: The Untold Story Behind the Miracle on the HudsonEvaluare: 4 din 5 stele4/5 (103)
- The End of Craving: Recovering the Lost Wisdom of Eating WellDe la EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellEvaluare: 4.5 din 5 stele4.5/5 (82)
- The Fabric of Civilization: How Textiles Made the WorldDe la EverandThe Fabric of Civilization: How Textiles Made the WorldEvaluare: 4.5 din 5 stele4.5/5 (58)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDe la EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterÎncă nu există evaluări
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerDe la EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerEvaluare: 4.5 din 5 stele4.5/5 (122)
- Highest Duty: My Search for What Really MattersDe la EverandHighest Duty: My Search for What Really MattersÎncă nu există evaluări
- Reality+: Virtual Worlds and the Problems of PhilosophyDe la EverandReality+: Virtual Worlds and the Problems of PhilosophyEvaluare: 4 din 5 stele4/5 (24)
- System Error: Where Big Tech Went Wrong and How We Can RebootDe la EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootÎncă nu există evaluări
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaDe la EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaÎncă nu există evaluări
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestDe la EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestEvaluare: 4 din 5 stele4/5 (28)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureDe la EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureEvaluare: 5 din 5 stele5/5 (125)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyDe la EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyÎncă nu există evaluări
- Pale Blue Dot: A Vision of the Human Future in SpaceDe la EverandPale Blue Dot: A Vision of the Human Future in SpaceEvaluare: 4.5 din 5 stele4.5/5 (588)
- A Place of My Own: The Architecture of DaydreamsDe la EverandA Place of My Own: The Architecture of DaydreamsEvaluare: 4 din 5 stele4/5 (242)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerDe la EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerEvaluare: 4.5 din 5 stele4.5/5 (54)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterDe la EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterEvaluare: 5 din 5 stele5/5 (3)
- Packing for Mars: The Curious Science of Life in the VoidDe la EverandPacking for Mars: The Curious Science of Life in the VoidEvaluare: 4 din 5 stele4/5 (1396)
- The Future of Geography: How the Competition in Space Will Change Our WorldDe la EverandThe Future of Geography: How the Competition in Space Will Change Our WorldEvaluare: 4 din 5 stele4/5 (5)
- The Assassination Complex: Inside the Government's Secret Drone Warfare ProgramDe la EverandThe Assassination Complex: Inside the Government's Secret Drone Warfare ProgramEvaluare: 4 din 5 stele4/5 (55)
- The Book of the Moon: A Guide to Our Closest NeighborDe la EverandThe Book of the Moon: A Guide to Our Closest NeighborEvaluare: 4.5 din 5 stele4.5/5 (11)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansÎncă nu există evaluări
- The Weather Machine: A Journey Inside the ForecastDe la EverandThe Weather Machine: A Journey Inside the ForecastEvaluare: 3.5 din 5 stele3.5/5 (31)
- The Knowledge: How to Rebuild Our World from ScratchDe la EverandThe Knowledge: How to Rebuild Our World from ScratchEvaluare: 3.5 din 5 stele3.5/5 (133)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreDe la EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreEvaluare: 4.5 din 5 stele4.5/5 (33)
- Transformed: Moving to the Product Operating ModelDe la EverandTransformed: Moving to the Product Operating ModelEvaluare: 4 din 5 stele4/5 (1)