S-ar putea să vă placă și
- Presupuesto Proyecto de GasolineraDocument8 paginiPresupuesto Proyecto de GasolineraHectorAvilaNuñezÎncă nu există evaluări
- Aclaraciones de Paso PeregrinoDocument2 paginiAclaraciones de Paso Peregrinomvancoli75% (4)
- Proy NMX B 013 AprobadaDocument12 paginiProy NMX B 013 AprobadaMARIO SALVATORE SANDOVAL PAIPAYÎncă nu există evaluări
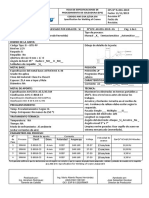
- Especificación de soldadura SMAW A-36Document1 paginăEspecificación de soldadura SMAW A-36abraham.rodriguez.cwi246100% (1)
- 66 Hablemos de Soldadura Año 2Document1 pagină66 Hablemos de Soldadura Año 2abraham.rodriguez.cwi246Încă nu există evaluări
- 3M Soldadura Mascara PDFDocument72 pagini3M Soldadura Mascara PDFabraham.rodriguez.cwi246Încă nu există evaluări
- 60 Hablemos de Soldadura Año 2Document2 pagini60 Hablemos de Soldadura Año 2abraham.rodriguez.cwi246Încă nu există evaluări
- Análisis del proceso de soldadura GTAW para tanque criogénico de acero inoxidableDocument13 paginiAnálisis del proceso de soldadura GTAW para tanque criogénico de acero inoxidableabraham.rodriguez.cwi246Încă nu există evaluări
- Especificación de soldadura SMAW A-36Document1 paginăEspecificación de soldadura SMAW A-36abraham.rodriguez.cwi246100% (1)
- 3M Soldadura Mascara PDFDocument72 pagini3M Soldadura Mascara PDFabraham.rodriguez.cwi246Încă nu există evaluări
- Curso para Certificacion de Inspectores de Soldadura PDFDocument753 paginiCurso para Certificacion de Inspectores de Soldadura PDFabraham.rodriguez.cwi246100% (4)
- 27a Hablemos de SoldaduraDocument3 pagini27a Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 1 Cómo Leer Un Tubo para Uso PetroleroDocument14 pagini1 Cómo Leer Un Tubo para Uso Petroleroabraham.rodriguez.cwi246Încă nu există evaluări
- 32 Hablemos de SoldaduraDocument3 pagini32 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 45 Hablemos de SoldaduraDocument1 pagină45 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27B Hablemos de SoldaduraDocument1 pagină27B Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 4 Hablemos de SoldaduraDocument2 pagini4 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 4 Hablemos de SoldaduraDocument2 pagini4 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 42 Hablemos de SoldaduraDocument1 pagină42 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27a Hablemos de SoldaduraDocument3 pagini27a Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 24 Hablemos de SoldaduraDocument3 pagini24 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Hablemos de Soldadura. AceroDocument2 paginiHablemos de Soldadura. Aceroabraham.rodriguez.cwi246Încă nu există evaluări
- 22 Hablemos de SoldaduraDocument3 pagini22 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 21 Hablemos de SoldaduraDocument3 pagini21 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Recubrimiento protector CITODUR 600 para soldadura SMAWDocument1 paginăRecubrimiento protector CITODUR 600 para soldadura SMAWabraham.rodriguez.cwi246Încă nu există evaluări
- 19 Hablemos de SoldaduraDocument2 pagini19 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 32 Hablemos de SoldaduraDocument3 pagini32 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27B Hablemos de SoldaduraDocument1 pagină27B Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 34 Hablemos de SoldaduraDocument2 pagini34 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27c Hablemos de Soldadura GmawDocument1 pagină27c Hablemos de Soldadura Gmawabraham.rodriguez.cwi246Încă nu există evaluări
- Alicia Oliver RamirezDocument386 paginiAlicia Oliver RamirezcaprionÎncă nu există evaluări
- Aws d1.5 PDFDocument42 paginiAws d1.5 PDFFernandoBravoÎncă nu există evaluări
- Boq Me - Eiffage EnergiaDocument6 paginiBoq Me - Eiffage EnergiaRichard BecerraÎncă nu există evaluări
- Clasificacion de Cribas 3 NuevoDocument7 paginiClasificacion de Cribas 3 NuevoChristian DanyÎncă nu există evaluări
- GAVION DELTA TIPO CAJA - ZN+5%AL - 10X12 2.70mm - 3.40mm-2018-FEBDocument2 paginiGAVION DELTA TIPO CAJA - ZN+5%AL - 10X12 2.70mm - 3.40mm-2018-FEBFelix PugaÎncă nu există evaluări
- Casino Plano Electrico-ModelDocument1 paginăCasino Plano Electrico-ModelCristian Marcas sedanoÎncă nu există evaluări
- Lista de PreciosDocument13 paginiLista de PreciosDianaÎncă nu există evaluări
- Taller 02 - ConstrucciónDocument35 paginiTaller 02 - ConstrucciónPasvil Vilca GÎncă nu există evaluări
- Problemas de esfuerzo y deformación por tensión y compresiónDocument1 paginăProblemas de esfuerzo y deformación por tensión y compresiónKenny AndersonÎncă nu există evaluări
- Procesos de Laminado y Trefilado PROCESOS DE FABRICACIÓN EN INGENIERÍADocument24 paginiProcesos de Laminado y Trefilado PROCESOS DE FABRICACIÓN EN INGENIERÍAHéctor DonosoÎncă nu există evaluări
- Platinas, ángulos y tubos negro-láminaDocument223 paginiPlatinas, ángulos y tubos negro-láminaHarold Cumplido SipiranÎncă nu există evaluări
- Bateria de MedidoresDocument1 paginăBateria de MedidoresBruno BoraÎncă nu există evaluări
- 10 zonas con más densidad de rayos en el mundoDocument51 pagini10 zonas con más densidad de rayos en el mundoHarry RincónÎncă nu există evaluări
- Balotario PC1Document4 paginiBalotario PC1Marco Rogelio Taype FelixÎncă nu există evaluări
- Conductores Aislados para Lineas Subterraneas de MT-27-38Document12 paginiConductores Aislados para Lineas Subterraneas de MT-27-38GERENCIA COMERCIAL THOR PROYECTOSÎncă nu există evaluări
- Clasificación y tipos de resortes enDocument5 paginiClasificación y tipos de resortes enNico AgueroÎncă nu există evaluări
- Norma Une HD 60364-5-54Document3 paginiNorma Une HD 60364-5-54Javi GrechÎncă nu există evaluări
- PC 1 Fijas Fisica IiDocument14 paginiPC 1 Fijas Fisica IiBemisoe MHÎncă nu există evaluări
- Cables de Media Tensión XLPDocument11 paginiCables de Media Tensión XLPAlexiz Silva A.Încă nu există evaluări
- Endara Patricio Ficha TécnicaDocument8 paginiEndara Patricio Ficha TécnicaPatricio EndaraÎncă nu există evaluări
- Lista Chardon PROMOCION 01072020Document1 paginăLista Chardon PROMOCION 01072020SimónHernandezcCastañedaÎncă nu există evaluări
- Practica 3. Determinacion de Humedad MECANICADocument11 paginiPractica 3. Determinacion de Humedad MECANICACÓRDOVA MIRANDA DAVID GUILLERMOÎncă nu există evaluări
- Normas Marzo 2021Document12 paginiNormas Marzo 2021Alexis ReséndizÎncă nu există evaluări
- Lista de Precios HESSERDocument22 paginiLista de Precios HESSERJose Del Carmen GomezÎncă nu există evaluări
- Gaviones PRODACDocument15 paginiGaviones PRODACMargarita Jazmín Cienfuegos67% (3)
- Expo TORNO (Autoguardado)Document8 paginiExpo TORNO (Autoguardado)Edwin Gonzales VargasÎncă nu există evaluări
- Materiales y Herramientas para Realizar EmpalmesDocument5 paginiMateriales y Herramientas para Realizar EmpalmesRap Colombiano Fortalecido67% (3)
- GAVIONES Obras HidrulicasDocument63 paginiGAVIONES Obras HidrulicasSheyla Pierina Quispe FelicesÎncă nu există evaluări
- Presupuestocliente - Instalaciones ElectricasDocument1 paginăPresupuestocliente - Instalaciones ElectricasGiancarloo Salazar SanchezÎncă nu există evaluări
- BARRERA de IMPACTO Solucion Contra Caida de RocasDocument2 paginiBARRERA de IMPACTO Solucion Contra Caida de RocasFeliciano KalaÎncă nu există evaluări