S-ar putea să vă placă și
- Thermosetting PolymerDocument10 paginiThermosetting PolymerArghya MondalÎncă nu există evaluări
- Thermosetting PolymerDocument24 paginiThermosetting Polymerpraveen100% (1)
- MS Exp. 8 Thermosetting PlasticsDocument3 paginiMS Exp. 8 Thermosetting Plasticsriderrider170Încă nu există evaluări
- Lesson 30. Thermoplastic and Thermosetting PolymersDocument11 paginiLesson 30. Thermoplastic and Thermosetting PolymersNizar AbrorÎncă nu există evaluări
- Applications and Processing of PolymersDocument15 paginiApplications and Processing of PolymersRaymart Racoma MagdatoÎncă nu există evaluări
- Polymer Matrix CompositesDocument121 paginiPolymer Matrix CompositesHitesh Shah100% (6)
- 59a1polymer Matrix Composites PolymerDocument121 pagini59a1polymer Matrix Composites PolymerMisgatesÎncă nu există evaluări
- Thermosetting PolymerDocument3 paginiThermosetting PolymermombarreÎncă nu există evaluări
- Unit Ii Polymer Matrix CompositesDocument121 paginiUnit Ii Polymer Matrix CompositesKarthick PrasadÎncă nu există evaluări
- Unit Ii Polymer Matrix CompositesDocument121 paginiUnit Ii Polymer Matrix CompositesKarthick PrasadÎncă nu există evaluări
- Unit-2 AmDocument15 paginiUnit-2 AmSaisurendra VeerlaÎncă nu există evaluări
- Applications and Processing of Polymers: Module-11Document20 paginiApplications and Processing of Polymers: Module-11Indranil BhattacharyyaÎncă nu există evaluări
- Classification of PlasticsDocument6 paginiClassification of PlasticsHarshGuptaÎncă nu există evaluări
- Polymer FinalDocument38 paginiPolymer Finalإحسان خالد جودة الشحات ٣٥٧٣Încă nu există evaluări
- Unit Vi. Polymeric Materials: Topic OutlineDocument7 paginiUnit Vi. Polymeric Materials: Topic OutlineIvyy Joyce BuanÎncă nu există evaluări
- ThermoplasticDocument3 paginiThermoplasticsumankumariÎncă nu există evaluări
- Polymer - PPTX 1Document103 paginiPolymer - PPTX 1Ratna ThakurÎncă nu există evaluări
- Module 15 - UNIT III - PolymersDocument12 paginiModule 15 - UNIT III - PolymersJhess GaliciaÎncă nu există evaluări
- Prepared By:-: Mohammad Siddiq Salim Iii Sem - Ii Yr B-Arch Poornima University, JaipurDocument62 paginiPrepared By:-: Mohammad Siddiq Salim Iii Sem - Ii Yr B-Arch Poornima University, JaipurAnup M UpadhyayaÎncă nu există evaluări
- Polymer CompositeDocument8 paginiPolymer CompositeMuhammad AhmedÎncă nu există evaluări
- Polymer Processing (Extrusion) 28.02.2020 PDFDocument35 paginiPolymer Processing (Extrusion) 28.02.2020 PDFEDISON OCHIENGÎncă nu există evaluări
- Chapter 13Document57 paginiChapter 13VINCENT TUNG HUA TANGÎncă nu există evaluări
- Branched Polymers Occur When Groups of Units Branch Off From TheDocument2 paginiBranched Polymers Occur When Groups of Units Branch Off From ThedummyÎncă nu există evaluări
- Understanding Rheology of ThermosetsDocument14 paginiUnderstanding Rheology of Thermosetschristopher_kephart1Încă nu există evaluări
- PlasticsDocument50 paginiPlasticsumairÎncă nu există evaluări
- High PolymersDocument19 paginiHigh Polymerschandu kesireddyÎncă nu există evaluări
- ThermoplasticDocument1 paginăThermoplasticVinay AgarwalÎncă nu există evaluări
- Polymeric Materials.Document8 paginiPolymeric Materials.Harini BhumulaÎncă nu există evaluări
- Assignment # 01 (TE-671) 10-NTU-6012Document12 paginiAssignment # 01 (TE-671) 10-NTU-6012Sajid FaheemÎncă nu există evaluări
- 1.1 Thermoplastic and Thermosetting PolymersDocument5 pagini1.1 Thermoplastic and Thermosetting PolymerssumherilÎncă nu există evaluări
- Polymer and Composite Materials Study MaterialsDocument109 paginiPolymer and Composite Materials Study MaterialsSachi DhanandamÎncă nu există evaluări
- Concepts of Composites:: Matrix (Used As Binder) With Another Material Are TheDocument25 paginiConcepts of Composites:: Matrix (Used As Binder) With Another Material Are ThePushparaj Vignesh0% (1)
- Useful Data On Plastic Injection MouldingDocument71 paginiUseful Data On Plastic Injection MouldingMahesh Deivasiga Mani D100% (2)
- Nature of Chemical Attacks On Plastic and RubbersDocument7 paginiNature of Chemical Attacks On Plastic and RubberskayodeÎncă nu există evaluări
- Jimma Institute of Technology: Product Design Lecture-IIIDocument49 paginiJimma Institute of Technology: Product Design Lecture-IIIfayzaÎncă nu există evaluări
- Presentation1 6.10.15Document31 paginiPresentation1 6.10.15Paramasivam VeerappanÎncă nu există evaluări
- Polymer Matrix CompositesDocument84 paginiPolymer Matrix Compositesعلي الشمريÎncă nu există evaluări
- 13 PolimerDocument54 pagini13 PolimerJhonsonÎncă nu există evaluări
- Composite Unit 1Document23 paginiComposite Unit 1Irudhayaraj DavidÎncă nu există evaluări
- Thermosetting PrashantDocument11 paginiThermosetting PrashantSaloniÎncă nu există evaluări
- A Composite Is Any Material Made of More Than One ComponentDocument10 paginiA Composite Is Any Material Made of More Than One ComponentKingchemÎncă nu există evaluări
- The Composition, Structure, and Properties of PlasticsDocument14 paginiThe Composition, Structure, and Properties of PlasticsCharlee CanopinÎncă nu există evaluări
- PolymersDocument13 paginiPolymersVaibhav ShrivastavaÎncă nu există evaluări
- Polymers and Plastics PDFDocument90 paginiPolymers and Plastics PDFHarrah Jean GumawaÎncă nu există evaluări
- Rubber /thermoplastic Blends: Micro and Nano StructuredDocument46 paginiRubber /thermoplastic Blends: Micro and Nano StructuredFocuÎncă nu există evaluări
- Plastics N RubbDocument10 paginiPlastics N Rubbmickyraycon45Încă nu există evaluări
- Reinforced Concrete: Key CharacteristicsDocument13 paginiReinforced Concrete: Key CharacteristicsrisrizÎncă nu există evaluări
- Lecture No. (1) Introduction of PolymersDocument21 paginiLecture No. (1) Introduction of PolymersKhalid AbeedÎncă nu există evaluări
- Polymer Additives: Fillers & ReinforcementsDocument5 paginiPolymer Additives: Fillers & ReinforcementsHina IbrahimÎncă nu există evaluări
- UNIT IV 20ME403 EMM (Non Metallic Materials) New 02.05.2022 (1) (2578)Document116 paginiUNIT IV 20ME403 EMM (Non Metallic Materials) New 02.05.2022 (1) (2578)Dark ranger YtÎncă nu există evaluări
- Data Book of Thermoset Resins for Composites: Edition 1De la EverandData Book of Thermoset Resins for Composites: Edition 1Încă nu există evaluări
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessDe la EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessÎncă nu există evaluări
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975De la EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovEvaluare: 5 din 5 stele5/5 (1)
- Polyoxymethylene Handbook: Structure, Properties, Applications and their NanocompositesDe la EverandPolyoxymethylene Handbook: Structure, Properties, Applications and their NanocompositesÎncă nu există evaluări
- Self-healing Ceramic Matrix Composites: A MonographDe la EverandSelf-healing Ceramic Matrix Composites: A MonographÎncă nu există evaluări
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionDe la EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionÎncă nu există evaluări
- High Performance Thermoplastic Resins and Their CompositesDe la EverandHigh Performance Thermoplastic Resins and Their CompositesÎncă nu există evaluări
- CarsDocument11 paginiCarskvk326Încă nu există evaluări
- Heat ChemCADDocument25 paginiHeat ChemCADthawdarÎncă nu există evaluări
- Wssummary PDFDocument6 paginiWssummary PDFkvk326Încă nu există evaluări
- Wssummary PDFDocument6 paginiWssummary PDFkvk326Încă nu există evaluări
- Development and Fabrication of Reverse Osmosis Membrane For DesalinationDocument37 paginiDevelopment and Fabrication of Reverse Osmosis Membrane For Desalinationkvk326Încă nu există evaluări
- Combustion Handbook 2 PDFDocument471 paginiCombustion Handbook 2 PDFkvk326100% (1)
- L1 Introduction and Molar BalancesDocument16 paginiL1 Introduction and Molar Balancesharis khanÎncă nu există evaluări
- Project PRSNTDocument29 paginiProject PRSNTkvk326Încă nu există evaluări
- Project PRSNTDocument29 paginiProject PRSNTkvk326Încă nu există evaluări
- Chemical Reaction Engineering (CRE) Is TheDocument61 paginiChemical Reaction Engineering (CRE) Is Thesireesha.greenÎncă nu există evaluări
- N Autonomous Institution Affiliated To Vtu, Belagavi & Recognized by AICTE)Document3 paginiN Autonomous Institution Affiliated To Vtu, Belagavi & Recognized by AICTE)kvk326Încă nu există evaluări
- Dispersion ModelDocument2 paginiDispersion Modelkvk326Încă nu există evaluări
- Biological Reaction Engineering (Second Edition)Document521 paginiBiological Reaction Engineering (Second Edition)api-3748334100% (5)
- Bio Sensors For Hydrogen TestingDocument115 paginiBio Sensors For Hydrogen Testingkvk326Încă nu există evaluări
- Commissioning and Installation of 2no's Already Developed Ultrasonic Low Energy Dyeing TechniqueDocument12 paginiCommissioning and Installation of 2no's Already Developed Ultrasonic Low Energy Dyeing Techniquekvk326Încă nu există evaluări
- Industrial Fermentations PDFDocument419 paginiIndustrial Fermentations PDFGustavo Cardona RamirezÎncă nu există evaluări
- Chapter 2sulphuric Acid Manufacture Sept 2014Document5 paginiChapter 2sulphuric Acid Manufacture Sept 2014kvk326Încă nu există evaluări
- A Novel Strategy For CO Sequestration and Clean Air ProtectionDocument15 paginiA Novel Strategy For CO Sequestration and Clean Air Protectionkvk326Încă nu există evaluări
- Co2 CaptureDocument289 paginiCo2 Capturekvk326Încă nu există evaluări
- Dielectric HeatingDocument2 paginiDielectric HeatingPallavi JainÎncă nu există evaluări
- Expansion Joint PDFDocument7 paginiExpansion Joint PDFPramit RajKarnikarÎncă nu există evaluări
- 1Z0 053 PDFDocument36 pagini1Z0 053 PDFOscarRamirezÎncă nu există evaluări
- HSE-Acoustic & Fire DoorsDocument6 paginiHSE-Acoustic & Fire DoorsInterior ProjectsÎncă nu există evaluări
- Specification For Construction of Concrete ReservoirsDocument18 paginiSpecification For Construction of Concrete ReservoirsKeysha ApriliaÎncă nu există evaluări
- Iso 5294 1989Document9 paginiIso 5294 1989a.mursadinÎncă nu există evaluări
- Technical Reference Options and Adapters Volume 1 Apr84Document501 paginiTechnical Reference Options and Adapters Volume 1 Apr84kgrhoadsÎncă nu există evaluări
- Databook Continental Agri 2006 PDFDocument0 paginiDatabook Continental Agri 2006 PDFdanilo3073Încă nu există evaluări
- Til 1213 R1Document6 paginiTil 1213 R1Hernan GirautÎncă nu există evaluări
- SDFC AdminDocument8 paginiSDFC AdminYashpal SinghÎncă nu există evaluări
- HexWorks ManualDocument162 paginiHexWorks ManualIguodala OwieÎncă nu există evaluări
- Need and Future of Electronics and Automation inDocument21 paginiNeed and Future of Electronics and Automation inAjay Kumar VermaÎncă nu există evaluări
- Financial Auditor Job DescriptionDocument8 paginiFinancial Auditor Job Descriptionfinancemanagement702Încă nu există evaluări
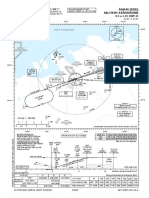
- I/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoDocument1 paginăI/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoMIkołaj MorzeÎncă nu există evaluări
- Copperacetate Ammonium Nitrate Oxidation of Benzoin To BenzilDocument12 paginiCopperacetate Ammonium Nitrate Oxidation of Benzoin To BenzilDillon TrinhÎncă nu există evaluări
- Passat No. 13/1: Comfort System, With Alarm SystemDocument16 paginiPassat No. 13/1: Comfort System, With Alarm SystemLuix TiradoÎncă nu există evaluări
- Guidance On Mooring System Management Plans (MSMP)Document39 paginiGuidance On Mooring System Management Plans (MSMP)PJ Apostol Alpacas100% (4)
- Appendix. 505 Program Mode Worksheets: 505 Digital Governor Manual 85017V1Document3 paginiAppendix. 505 Program Mode Worksheets: 505 Digital Governor Manual 85017V1gonzalesÎncă nu există evaluări
- Schematic 1 - : CMDB-B01.00-9b-L9-1 NTS CMDB-B01.00-9a-L9-1Document1 paginăSchematic 1 - : CMDB-B01.00-9b-L9-1 NTS CMDB-B01.00-9a-L9-1Michael Camit EsoÎncă nu există evaluări
- Toyota 80 SeriesDocument5 paginiToyota 80 Seriesaagi_dÎncă nu există evaluări
- Aircraft Construction, Repair & Modification Mock Board Exam 10Document5 paginiAircraft Construction, Repair & Modification Mock Board Exam 10July TadeÎncă nu există evaluări
- GEN Reacool Maintenance Manual 1Document151 paginiGEN Reacool Maintenance Manual 1Md Saddam HossainÎncă nu există evaluări
- Computational Organometallic Chemistry (Cundari, Thomas R.) (1st Edition, 2001) (0824704789) (428p)Document441 paginiComputational Organometallic Chemistry (Cundari, Thomas R.) (1st Edition, 2001) (0824704789) (428p)EisernesHerzÎncă nu există evaluări
- Craftsman 73754 ManualDocument24 paginiCraftsman 73754 Manualjkchromy945Încă nu există evaluări
- H Molecule. The First Problem They Considered Was The Determination of The Change inDocument2 paginiH Molecule. The First Problem They Considered Was The Determination of The Change inDesita KamilaÎncă nu există evaluări
- Trouble Shooting Dewatering PumpDocument136 paginiTrouble Shooting Dewatering PumpMuhammad NoorÎncă nu există evaluări
- Work, Kinetic Energy and Potential EnergyDocument28 paginiWork, Kinetic Energy and Potential EnergyMaey AkimÎncă nu există evaluări
- HRTEMDocument5 paginiHRTEMRajathi YadavÎncă nu există evaluări
- PRO-II Thermodynamic Model SelectionDocument79 paginiPRO-II Thermodynamic Model Selectionchemsac2100% (1)
- The Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersDocument20 paginiThe Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersMuhammad FatchurroziÎncă nu există evaluări