S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- My AnalysisDocument4 paginiMy AnalysisMaricris CastillanoÎncă nu există evaluări
- Physiotherapy For ChildrenDocument2 paginiPhysiotherapy For ChildrenCatalina LucaÎncă nu există evaluări
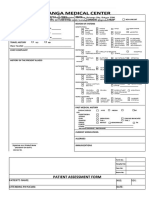
- 1 Patient Assessment Form.Document3 pagini1 Patient Assessment Form.Aina HaravataÎncă nu există evaluări
- Keir 1-2Document3 paginiKeir 1-2Keir Joey Taleon CravajalÎncă nu există evaluări
- The Main Ideas in An Apology For PoetryDocument6 paginiThe Main Ideas in An Apology For PoetryShweta kashyap100% (3)
- Scanned - National Learning CampDocument2 paginiScanned - National Learning CampJOHN JORICO JARABAÎncă nu există evaluări
- Matlab/Simulink Models For Typical Soft Starting Means For A DC MotorDocument6 paginiMatlab/Simulink Models For Typical Soft Starting Means For A DC MotorkensesanÎncă nu există evaluări
- Demo StatDocument5 paginiDemo StatCalventas Tualla Khaye JhayeÎncă nu există evaluări
- Parathyroid Agents PDFDocument32 paginiParathyroid Agents PDFRhodee Kristine DoñaÎncă nu există evaluări
- Engineering Academy: ESE Conventional Revision TEST - IDocument8 paginiEngineering Academy: ESE Conventional Revision TEST - Ividya chakitwarÎncă nu există evaluări
- Final Draft Investment Proposal For ReviewDocument7 paginiFinal Draft Investment Proposal For ReviewMerwinÎncă nu există evaluări
- NKU Athletic Director Ken Bothof DepositionDocument76 paginiNKU Athletic Director Ken Bothof DepositionJames PilcherÎncă nu există evaluări
- The American New CriticsDocument5 paginiThe American New CriticsSattigul KharakozhaÎncă nu există evaluări
- Hyrons College Philippines Inc. Sto. Niño, Tukuran, Zamboanga Del Sur SEC. No.: CN200931518 Tel. No.: 945 - 0158Document5 paginiHyrons College Philippines Inc. Sto. Niño, Tukuran, Zamboanga Del Sur SEC. No.: CN200931518 Tel. No.: 945 - 0158Mashelet Villezas ValleÎncă nu există evaluări
- Audi A4 Quattro 3.0 Liter 6-Cyl. 5V Fuel Injection & IgnitionDocument259 paginiAudi A4 Quattro 3.0 Liter 6-Cyl. 5V Fuel Injection & IgnitionNPÎncă nu există evaluări
- Richards and Wilson Creative TourismDocument15 paginiRichards and Wilson Creative Tourismgrichards1957Încă nu există evaluări
- SjshagavDocument6 paginiSjshagavindah ayu lestariÎncă nu există evaluări
- 8 ActivityDocument3 pagini8 ActivityNICOOR YOWWÎncă nu există evaluări
- 89 Robinson V MirallesDocument1 pagină89 Robinson V MirallesMartin AlfonsoÎncă nu există evaluări
- Novel Synthesis of BarbituratesDocument3 paginiNovel Synthesis of BarbituratesRafaella Ferreira100% (2)
- Glgq1g10 Sci Las Set 4 ColoredDocument4 paginiGlgq1g10 Sci Las Set 4 ColoredPogi AkoÎncă nu există evaluări
- Human Right and Humanitarian. by Solicitor KaturaDocument12 paginiHuman Right and Humanitarian. by Solicitor KaturaFlavian PangahÎncă nu există evaluări
- Privileged Communications Between Husband and Wife - Extension of PDFDocument7 paginiPrivileged Communications Between Husband and Wife - Extension of PDFKitingPadayhagÎncă nu există evaluări
- mc96 97 01feb - PsDocument182 paginimc96 97 01feb - PsMohammed Rizwan AliÎncă nu există evaluări
- Experiment No 5 ZenerDocument3 paginiExperiment No 5 ZenerEugene Christina EuniceÎncă nu există evaluări
- GMAT2111 General Mathematics Long Quiz 2Document2 paginiGMAT2111 General Mathematics Long Quiz 2Mike Danielle AdaureÎncă nu există evaluări
- Shreya Keshari PDFDocument75 paginiShreya Keshari PDFANKIT SINGHÎncă nu există evaluări
- Live Leak - SSC CGL Tier II English Model Question Paper (Based On Predicted Pattern 2016)Document44 paginiLive Leak - SSC CGL Tier II English Model Question Paper (Based On Predicted Pattern 2016)Testbook BlogÎncă nu există evaluări
- Walmart Assignment1Document13 paginiWalmart Assignment1kingkammyÎncă nu există evaluări
- Letters of ComplaintDocument3 paginiLetters of ComplaintMercedes Jimenez RomanÎncă nu există evaluări