S-ar putea să vă placă și
- Management of Depleted Uranium Used as Shielding in Disused Radiation DevicesDe la EverandManagement of Depleted Uranium Used as Shielding in Disused Radiation DevicesÎncă nu există evaluări
- Eur 19264Document115 paginiEur 19264somu1Încă nu există evaluări
- Occupational Radiation Protection in the Uranium Mining and Processing IndustryDe la EverandOccupational Radiation Protection in the Uranium Mining and Processing IndustryÎncă nu există evaluări
- Measurement of Natural Radioactive Nuclide Concentrations and The Dose Estimation of Workers Originated From Radon in Manganese Ore MineDocument17 paginiMeasurement of Natural Radioactive Nuclide Concentrations and The Dose Estimation of Workers Originated From Radon in Manganese Ore MineTadesse GebayehuÎncă nu există evaluări
- An Inexpensive and Continuous Radon Progeny Detector For Indoor Air-Quality MonitoringDocument9 paginiAn Inexpensive and Continuous Radon Progeny Detector For Indoor Air-Quality MonitoringAlexÎncă nu există evaluări
- Evaluation of Radiological Impact of Some Nonnuclear Industries in North Suez Canal RegionDocument12 paginiEvaluation of Radiological Impact of Some Nonnuclear Industries in North Suez Canal RegionKhaled AllamÎncă nu există evaluări
- Received September 14, 2009Document10 paginiReceived September 14, 2009Aftri Nur MaulidaÎncă nu există evaluări
- Material Safety Data Sheet: Gouging Carbon ElectrodesDocument5 paginiMaterial Safety Data Sheet: Gouging Carbon Electrodesranesh rajanÎncă nu există evaluări
- Radioisotopes in IndustryDocument8 paginiRadioisotopes in IndustryNina EncomiendaÎncă nu există evaluări
- Analysis of Interferences From Full Energy Peaks in Gamma Spectrometry of NORM and TENORM SamplesDocument9 paginiAnalysis of Interferences From Full Energy Peaks in Gamma Spectrometry of NORM and TENORM SamplesQueen MotaungÎncă nu există evaluări
- Estimation of Public Exposure During Normal Operation of Unit-1 Barakah Nuclear Power Plant Using GALE and HOTSPOT - 1-s2.0-S1026918522000506-MainDocument9 paginiEstimation of Public Exposure During Normal Operation of Unit-1 Barakah Nuclear Power Plant Using GALE and HOTSPOT - 1-s2.0-S1026918522000506-MainMehdiÎncă nu există evaluări
- Methods of Radon Measurement and DevicesDocument8 paginiMethods of Radon Measurement and DevicesVictor Sender RodríguezÎncă nu există evaluări
- Richard A. Nyquist and Ronald O. Kagel (Auth.) - Handbook of Infrared and Raman Spectra of Inorganic Compounds and Organic Salts. Infrared Spectra of Inorganic Compounds-Academic Press (1971)Document499 paginiRichard A. Nyquist and Ronald O. Kagel (Auth.) - Handbook of Infrared and Raman Spectra of Inorganic Compounds and Organic Salts. Infrared Spectra of Inorganic Compounds-Academic Press (1971)Patrícia Bodanese PratesÎncă nu există evaluări
- 2018 - In-Situ Monitoring and Characterization of Airborne Solid Particles in The Hostile Enviroment Using Stand-Off LIBS - MeasurementDocument10 pagini2018 - In-Situ Monitoring and Characterization of Airborne Solid Particles in The Hostile Enviroment Using Stand-Off LIBS - Measurementenzopcontreras044Încă nu există evaluări
- Yyyji PDFDocument9 paginiYyyji PDFAnonymous FW5PVUpÎncă nu există evaluări
- Graphitization of Activated Carbons A Molecular Level Investigation by Ins Drift XRD and Raman TechniquesDocument7 paginiGraphitization of Activated Carbons A Molecular Level Investigation by Ins Drift XRD and Raman TechniquesFadimeÎncă nu există evaluări
- P 11Document9 paginiP 11aliÎncă nu există evaluări
- Radiation SafetyDocument67 paginiRadiation SafetyAmit SinghÎncă nu există evaluări
- Sensors 18 01015 v2Document23 paginiSensors 18 01015 v2juan9gonzalez_9Încă nu există evaluări
- 1 s2.0 S0143720823006162 MainDocument9 pagini1 s2.0 S0143720823006162 MainLeonardo BoaesÎncă nu există evaluări
- Recent Progress in Research AnDocument57 paginiRecent Progress in Research AnAlexandru LetÎncă nu există evaluări
- Aniagor2020 - Relational Description of An Adsorption System Based On IsothermDocument26 paginiAniagor2020 - Relational Description of An Adsorption System Based On Isothermco.aniagorÎncă nu există evaluări
- Toxicity PDFDocument8 paginiToxicity PDFnameyouÎncă nu există evaluări
- Assessment of Gas Production and Electrochemical FDocument22 paginiAssessment of Gas Production and Electrochemical FBrayan HHÎncă nu există evaluări
- Fouling of Steam Generator Tubes in Nuclear Power PlantsDocument13 paginiFouling of Steam Generator Tubes in Nuclear Power PlantsLudiÎncă nu există evaluări
- Healthscope 8-1-58267Document6 paginiHealthscope 8-1-58267Michael RujuwaÎncă nu există evaluări
- Radioactive Sources in Petroleum IndustryApplications, Concerns and AlternativesDocument17 paginiRadioactive Sources in Petroleum IndustryApplications, Concerns and Alternativeslsqks.fÎncă nu există evaluări
- Iaea Tecdoc 1472 PDFDocument584 paginiIaea Tecdoc 1472 PDFRussell ClarkÎncă nu există evaluări
- M Urashima 2016Document7 paginiM Urashima 2016Paulo Ernesto MarcheziÎncă nu există evaluări
- ART3Document6 paginiART3rile lopezÎncă nu există evaluări
- Finnegan2019 - Open Path Gas Detection Information NoteDocument7 paginiFinnegan2019 - Open Path Gas Detection Information NoteHenriqueÎncă nu există evaluări
- Talanta: Mariola Brycht, S Ławomira Skrzypek, Valéria Guzsvány, Jano Š BerenjiDocument8 paginiTalanta: Mariola Brycht, S Ławomira Skrzypek, Valéria Guzsvány, Jano Š Berenjibgl87Încă nu există evaluări
- La Cu ZNDocument5 paginiLa Cu ZNRobeul AwalÎncă nu există evaluări
- Polyethylene As A Radiation Shielding Standard in Simulated Cosmic-Ray EnvironmentsDocument38 paginiPolyethylene As A Radiation Shielding Standard in Simulated Cosmic-Ray Environmentsİlker ÇirkinÎncă nu există evaluări
- Фотовосстановление NF3Document12 paginiФотовосстановление NF3Регина ШаяхметоваÎncă nu există evaluări
- Electromagnetically Induced Transparency-Based GasDocument8 paginiElectromagnetically Induced Transparency-Based GasSergey RosenfeldÎncă nu există evaluări
- Tugas Artikel PAK - 1Document10 paginiTugas Artikel PAK - 1roesmiyantiÎncă nu există evaluări
- Unit 2 Physical Instrumentation in Environmental SciencesDocument12 paginiUnit 2 Physical Instrumentation in Environmental SciencesYelly Fitla Sari100% (1)
- Igcse 73 ApplicationsofradioactivityDocument27 paginiIgcse 73 ApplicationsofradioactivityHany ElGezawy100% (1)
- Radioactive Report ET FT SSDocument13 paginiRadioactive Report ET FT SSpriyanshu kumariÎncă nu există evaluări
- Spektro (1,2)Document16 paginiSpektro (1,2)Asnita HfsaniÎncă nu există evaluări
- Radiological Hazards of TENORM in The Waste 2010 Journal of Environmental RaDocument4 paginiRadiological Hazards of TENORM in The Waste 2010 Journal of Environmental RaHoracio AportaÎncă nu există evaluări
- Investigating Radiation in The Air We Breathe Student Workbook - 1Document13 paginiInvestigating Radiation in The Air We Breathe Student Workbook - 1Victor Sender RodríguezÎncă nu există evaluări
- Shortlive RadioisotopDocument3 paginiShortlive Radioisotopahmad masaroÎncă nu există evaluări
- Minerals 12 00611 v2Document13 paginiMinerals 12 00611 v2Brahim BouarganeÎncă nu există evaluări
- 2013 (Mat Sci in Semi Proc) FTIR Optical Electrical and Sensing Properties of In2O3 NnoparticlesDocument10 pagini2013 (Mat Sci in Semi Proc) FTIR Optical Electrical and Sensing Properties of In2O3 NnoparticlesMCG GroupÎncă nu există evaluări
- Ultrasonic Preparation and Nanosheets Supported Binary Metal Oxide NanocompositesDocument9 paginiUltrasonic Preparation and Nanosheets Supported Binary Metal Oxide Nanocompositesmasum.sÎncă nu există evaluări
- A Novel NO2 Gas Sensor Using Dual Track SAW DeviceDocument6 paginiA Novel NO2 Gas Sensor Using Dual Track SAW Deviceronepi65Încă nu există evaluări
- Angström Turbidity in The Lower Layers of The TroposphereDocument7 paginiAngström Turbidity in The Lower Layers of The TroposphereLibeesh LukoseÎncă nu există evaluări
- Harold L Walmsley 1998 Pure Appl. Opt. 7 024Document20 paginiHarold L Walmsley 1998 Pure Appl. Opt. 7 024Jesus Soberanes MaldonadoÎncă nu există evaluări
- (k4) Materi Kuliah RadiobiologiDocument22 pagini(k4) Materi Kuliah RadiobiologiwidyaÎncă nu există evaluări
- 51 Improvement in Ammonia Gas Sensing Properties of La Doped MoO3 Thin Films Fabricated by Nebulizer Spray Pyrolysis Method - ScienceDirectDocument10 pagini51 Improvement in Ammonia Gas Sensing Properties of La Doped MoO3 Thin Films Fabricated by Nebulizer Spray Pyrolysis Method - ScienceDirectAruthra (It’s Aru’s time)Încă nu există evaluări
- Spectroscopic Properties of ND: Tio Synthesis by Sol-GelDocument5 paginiSpectroscopic Properties of ND: Tio Synthesis by Sol-GelInternational Journal of Application or Innovation in Engineering & ManagementÎncă nu există evaluări
- Lay Ekuakille2008Document4 paginiLay Ekuakille2008electromedicina nordesteÎncă nu există evaluări
- E3-RGO Gas SensorDocument39 paginiE3-RGO Gas SensorrehanÎncă nu există evaluări
- Manual On Gamma Radiography: Incorporating: Applications Guide Procedures Guide Basics GuideDocument57 paginiManual On Gamma Radiography: Incorporating: Applications Guide Procedures Guide Basics GuideCedric MercadoÎncă nu există evaluări
- Delcampo 2010Document6 paginiDelcampo 2010hemakumarsÎncă nu există evaluări
- 1 s2.0 S0169433205012377 MainDocument7 pagini1 s2.0 S0169433205012377 MainJobin VargheseÎncă nu există evaluări
- Radiacion Por SoldaduraDocument6 paginiRadiacion Por SoldaduraJuan Diego BohrquezÎncă nu există evaluări
- Exposure and Radon Exhalation Rate Building Material - 2014Document8 paginiExposure and Radon Exhalation Rate Building Material - 2014Rafael Angel LizaÎncă nu există evaluări
- NathanielDocument29 paginiNathanieldamaiÎncă nu există evaluări
- SalerioDocument28 paginiSalerioRizqaFebrilianyÎncă nu există evaluări
- Effect of TIG Welding On Corrosion Behavior of 316L Stainless SteelDocument4 paginiEffect of TIG Welding On Corrosion Behavior of 316L Stainless SteelHanin Kusuma ArdyÎncă nu există evaluări
- ASTM E23-16b PDFDocument26 paginiASTM E23-16b PDFzaw lin oo67% (3)
- Festival Implementation PlanDocument5 paginiFestival Implementation Planapi-318058589Încă nu există evaluări
- GP 43-45-DRAFT - Site RestorationDocument48 paginiGP 43-45-DRAFT - Site Restorationmengelito almonte100% (1)
- Case 1394 Moteur 1 2Document36 paginiCase 1394 Moteur 1 2ionel ianosÎncă nu există evaluări
- BDC Based Phase ControlDocument14 paginiBDC Based Phase ControlTiewsoh LikyntiÎncă nu există evaluări
- Iot Practical 1Document15 paginiIot Practical 1A26Harsh KalokheÎncă nu există evaluări
- LS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsDocument3 paginiLS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsJCMÎncă nu există evaluări
- Presentacion Peaks Rms Lufs Como Usar Medidores FavorDocument16 paginiPresentacion Peaks Rms Lufs Como Usar Medidores Favorhector.obregon.martinezÎncă nu există evaluări
- ROBONIK - Prietest EasylabDocument2 paginiROBONIK - Prietest EasylabAlexis Armando Ramos C.Încă nu există evaluări
- E&i QC Inspector Resum and DocumentsDocument24 paginiE&i QC Inspector Resum and DocumentsIrfan 786pakÎncă nu există evaluări
- Reflection Frog 1Document3 paginiReflection Frog 1mariamÎncă nu există evaluări
- Statement 1680409132566Document11 paginiStatement 1680409132566úméshÎncă nu există evaluări
- FWN Magazine 2018 - Leonor VintervollDocument48 paginiFWN Magazine 2018 - Leonor VintervollFilipina Women's NetworkÎncă nu există evaluări
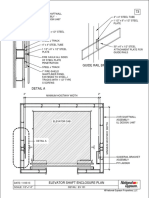
- Guide Rail Bracket AssemblyDocument1 paginăGuide Rail Bracket AssemblyPrasanth VarrierÎncă nu există evaluări
- Denso - History PDFDocument5 paginiDenso - History PDFVenkateswaran KrishnamurthyÎncă nu există evaluări
- Macro Economics A2 Level Notes Book PDFDocument33 paginiMacro Economics A2 Level Notes Book PDFMustafa Bilal50% (2)
- Antibiotic I and II HWDocument4 paginiAntibiotic I and II HWAsma AhmedÎncă nu există evaluări
- English Literature Coursework Aqa GcseDocument6 paginiEnglish Literature Coursework Aqa Gcsef5d17e05100% (2)
- Toeic VocabularyDocument10 paginiToeic VocabularyBrian Niblo80% (5)
- T-61.246 Digital Signal Processing and Filtering T-61.246 Digitaalinen Signaalink Asittely Ja Suodatus Description of Example ProblemsDocument35 paginiT-61.246 Digital Signal Processing and Filtering T-61.246 Digitaalinen Signaalink Asittely Ja Suodatus Description of Example ProblemsDoğukan TuranÎncă nu există evaluări
- Jose André Morales, PH.D.: Ingeniería SocialDocument56 paginiJose André Morales, PH.D.: Ingeniería SocialJYMYÎncă nu există evaluări
- CAKUTDocument50 paginiCAKUTsantosh subediÎncă nu există evaluări
- Segmentation of Qarshi Industries Private Limited PakistanDocument6 paginiSegmentation of Qarshi Industries Private Limited PakistanReader100% (1)
- SoC Showdown: Snapdragon 810 Vs Exynos 7420 Vs MediaTek Helio X10 Vs Kirin 935 - AndroidAuthority - PDDocument19 paginiSoC Showdown: Snapdragon 810 Vs Exynos 7420 Vs MediaTek Helio X10 Vs Kirin 935 - AndroidAuthority - PDArpit SharmaÎncă nu există evaluări
- Dbe Bes100 ZZ XXXX YyyDocument3 paginiDbe Bes100 ZZ XXXX Yyyjavierdb2012Încă nu există evaluări
- 04 10 ALINT DatasheetDocument2 pagini04 10 ALINT DatasheetJoakim LangletÎncă nu există evaluări
- CPARDocument2 paginiCPARHarryrich MarbellaÎncă nu există evaluări
- Study of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderDocument3 paginiStudy of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderLegaldevil LlabsÎncă nu există evaluări
- Where Business Happens Where Happens: SupportDocument19 paginiWhere Business Happens Where Happens: SupportRahul RamtekkarÎncă nu există evaluări
- Indiana Property Tax Benefits: (This Form Must Be Printed On Gold or Yellow Paper)Document2 paginiIndiana Property Tax Benefits: (This Form Must Be Printed On Gold or Yellow Paper)abramsdcÎncă nu există evaluări
- Strategy Guide To Twilight Imperium Third EditionDocument74 paginiStrategy Guide To Twilight Imperium Third Editioninquartata100% (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookDe la EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookÎncă nu există evaluări
- Physical and Chemical Equilibrium for Chemical EngineersDe la EverandPhysical and Chemical Equilibrium for Chemical EngineersEvaluare: 5 din 5 stele5/5 (1)
- Process Plant Equipment: Operation, Control, and ReliabilityDe la EverandProcess Plant Equipment: Operation, Control, and ReliabilityEvaluare: 5 din 5 stele5/5 (1)
- Guidelines for the Management of Change for Process SafetyDe la EverandGuidelines for the Management of Change for Process SafetyÎncă nu există evaluări
- Nuclear Energy in the 21st Century: World Nuclear University PressDe la EverandNuclear Energy in the 21st Century: World Nuclear University PressEvaluare: 4.5 din 5 stele4.5/5 (3)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDe la EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersÎncă nu există evaluări
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookDe la EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookÎncă nu există evaluări
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Gas-Liquid And Liquid-Liquid SeparatorsDe la EverandGas-Liquid And Liquid-Liquid SeparatorsEvaluare: 3.5 din 5 stele3.5/5 (3)
- Phase Equilibria in Chemical EngineeringDe la EverandPhase Equilibria in Chemical EngineeringEvaluare: 4 din 5 stele4/5 (11)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDe la EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksEvaluare: 5 din 5 stele5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisDe la EverandGuidelines for Chemical Process Quantitative Risk AnalysisEvaluare: 5 din 5 stele5/5 (1)
- Pharmaceutical Blending and MixingDe la EverandPharmaceutical Blending and MixingP. J. CullenEvaluare: 5 din 5 stele5/5 (1)
- Principles and Case Studies of Simultaneous DesignDe la EverandPrinciples and Case Studies of Simultaneous DesignÎncă nu există evaluări
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDe la EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationEvaluare: 4 din 5 stele4/5 (18)
- Operational Excellence: Journey to Creating Sustainable ValueDe la EverandOperational Excellence: Journey to Creating Sustainable ValueÎncă nu există evaluări
- Guidelines for Engineering Design for Process SafetyDe la EverandGuidelines for Engineering Design for Process SafetyÎncă nu există evaluări
- Sodium Bicarbonate: Nature's Unique First Aid RemedyDe la EverandSodium Bicarbonate: Nature's Unique First Aid RemedyEvaluare: 5 din 5 stele5/5 (21)
- Understanding Process Equipment for Operators and EngineersDe la EverandUnderstanding Process Equipment for Operators and EngineersEvaluare: 4.5 din 5 stele4.5/5 (3)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesDe la EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesÎncă nu există evaluări
- Chemical Process Safety: Learning from Case HistoriesDe la EverandChemical Process Safety: Learning from Case HistoriesEvaluare: 4 din 5 stele4/5 (14)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe la EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsÎncă nu există evaluări