S-ar putea să vă placă și
- Reparación de instalaciones automatizadas. ELEE0109De la EverandReparación de instalaciones automatizadas. ELEE0109Încă nu există evaluări
- Prácticas de redes de datos e industrialesDe la EverandPrácticas de redes de datos e industrialesEvaluare: 4 din 5 stele4/5 (5)
- Puesta en marcha de sistemas de automatización industrial. ELEM0311De la EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Evaluare: 3 din 5 stele3/5 (1)
- Manual de Prácticas PLCDocument32 paginiManual de Prácticas PLCJonnhy TrejoÎncă nu există evaluări
- Ejemplos PLCDocument10 paginiEjemplos PLCcobra1962Încă nu există evaluări
- Principios de La AutomatizaciónDocument18 paginiPrincipios de La AutomatizaciónFabian PobletÎncă nu există evaluări
- Programacion de PLCDocument15 paginiProgramacion de PLCRODRIGUEZ CALZADILLA FRANZ VICTOR 201907076 ESTUDIANTEÎncă nu există evaluări
- PLC I - Micrologix - 2 PDFDocument61 paginiPLC I - Micrologix - 2 PDFRoberto Carlos Urquiola AyalaÎncă nu există evaluări
- Prácticas Automatizacion Industrial PDFDocument42 paginiPrácticas Automatizacion Industrial PDFTomas LosadaÎncă nu există evaluări
- Sistemas de Control Digital 3 PDFDocument272 paginiSistemas de Control Digital 3 PDFRafa K-icedoÎncă nu există evaluări
- Manual Controlador Lógico Programable PLCDocument89 paginiManual Controlador Lógico Programable PLCmaxÎncă nu există evaluări
- Reporte Practicas Allen Bradley Micrologix PLCDocument13 paginiReporte Practicas Allen Bradley Micrologix PLCAmisadai PCÎncă nu există evaluări
- Automatismos CableadosDocument6 paginiAutomatismos CableadosJavier Solana Campoy100% (1)
- Diagramas en Escalera de Un PLCDocument8 paginiDiagramas en Escalera de Un PLCPrajedis De La Fuente AlvarezÎncă nu există evaluări
- Automatización electroneumática Métodos sistemáticos: Álgebra de Boole, cascada, paso a pasoDe la EverandAutomatización electroneumática Métodos sistemáticos: Álgebra de Boole, cascada, paso a pasoÎncă nu există evaluări
- infoPLC Net Guia 3 Instrucciones Basicas en Los Automatas ProgramablesDocument19 paginiinfoPLC Net Guia 3 Instrucciones Basicas en Los Automatas Programablesfuente perezÎncă nu există evaluări
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208De la EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Evaluare: 3 din 5 stele3/5 (1)
- LadderDocument12 paginiLadderLuis Jaramillo100% (1)
- Control Electrico de MotoresDocument88 paginiControl Electrico de MotoresLuis PérezÎncă nu există evaluări
- Ejercicios de PLCDocument66 paginiEjercicios de PLCAnonymous cGDpjzI100% (1)
- 2 LogicasCableadas PARTE ADocument28 pagini2 LogicasCableadas PARTE AJose Victor Chircca Gonzales100% (1)
- Curso PLC s7-1200 Conceptos GeneralesDocument44 paginiCurso PLC s7-1200 Conceptos GeneralesDiego Ortega TorresÎncă nu există evaluări
- Practicas PLCDocument21 paginiPracticas PLCdaniel_pulido_63Încă nu există evaluări
- Prevención de riesgos laborales y mediambientales en el montaje y mantenimiento de sistemas de automatización industrial. ELEM0311De la EverandPrevención de riesgos laborales y mediambientales en el montaje y mantenimiento de sistemas de automatización industrial. ELEM0311Încă nu există evaluări
- Manual PLC BásicoDocument85 paginiManual PLC Básicoinfamkon100% (2)
- Enviando 4 - E - S Digitales - Analogicas PDFDocument19 paginiEnviando 4 - E - S Digitales - Analogicas PDFluis100% (2)
- Programación PLC SiemensDocument4 paginiProgramación PLC SiemensAlan Garcia0% (1)
- Logica CableadaDocument5 paginiLogica CableadaEdward PeraltaÎncă nu există evaluări
- PLC I - Micrologix - 4 PDFDocument32 paginiPLC I - Micrologix - 4 PDFRoberto Carlos Urquiola AyalaÎncă nu există evaluări
- PLC Rs LogixDocument25 paginiPLC Rs LogixLuis arturo Delgado sanchezÎncă nu există evaluări
- Manual PLC - Bueno PDFDocument93 paginiManual PLC - Bueno PDFEder Solis100% (3)
- Diagrama EscaleraDocument28 paginiDiagrama EscaleraEmmanuel BeltramoÎncă nu există evaluări
- Escalar Una Entrada Analógica (Con Ejemplos) - Programación en TIA Portal V14 - Tutorial Medio - PLC TutorialesDocument7 paginiEscalar Una Entrada Analógica (Con Ejemplos) - Programación en TIA Portal V14 - Tutorial Medio - PLC TutorialeswgunacÎncă nu există evaluări
- Siemens PLC LogoDocument26 paginiSiemens PLC LogoDouglas SotezÎncă nu există evaluări
- El algoritmo de sintonización simple de controladores difusos: (ASSCD)De la EverandEl algoritmo de sintonización simple de controladores difusos: (ASSCD)Încă nu există evaluări
- Automata Omron PDFDocument373 paginiAutomata Omron PDFranciomanolo100% (1)
- Mecatrónica: modelado, simulación y control de sistemas físicosDe la EverandMecatrónica: modelado, simulación y control de sistemas físicosÎncă nu există evaluări
- Curso PLC SiemensDocument109 paginiCurso PLC SiemensLUIS CARDENAS100% (3)
- Lenguaje LadderDocument8 paginiLenguaje LadderJAVIER ARNALDO PISCOYA SÁNCHEZÎncă nu există evaluări
- Sistemas automáticos industriales de eventos discretosDe la EverandSistemas automáticos industriales de eventos discretosÎncă nu există evaluări
- Autómatas ProgramablesDocument28 paginiAutómatas ProgramablesMartin Garcia DamianÎncă nu există evaluări
- CURSO PLC'sDocument130 paginiCURSO PLC'sGabytaa Cortes SandriaÎncă nu există evaluări
- Lenguaje LadderDocument15 paginiLenguaje LadderDavis Gabriel OlsemÎncă nu există evaluări
- Control y Protección de Motores Eléctricos-4Document44 paginiControl y Protección de Motores Eléctricos-4Alonso Monja EspinozaÎncă nu există evaluări
- Manual de Ejercicios Resueltos de PLC para Que El Prosor No Me Envie A VeranoDocument13 paginiManual de Ejercicios Resueltos de PLC para Que El Prosor No Me Envie A VeranoEleazar CosmeÎncă nu există evaluări
- Informacion LOGICA CABLEADA PDFDocument62 paginiInformacion LOGICA CABLEADA PDFJean Paul Soto VeraÎncă nu există evaluări
- Taller PLCSDocument43 paginiTaller PLCSJose Luis Sovero AstoamanÎncă nu există evaluări
- Programacion de PLCDocument57 paginiProgramacion de PLCAle KeyÎncă nu există evaluări
- PLC Ii 5 Señales Analogicas AlumnoDocument23 paginiPLC Ii 5 Señales Analogicas Alumnoroboan100% (1)
- SEMANA 10 ACI - PLC y Variadores de FrecuenciaDocument48 paginiSEMANA 10 ACI - PLC y Variadores de FrecuenciaMiguel TasaycoÎncă nu există evaluări
- Transformador De Estado Sólido: Revolucionando la red eléctrica para la calidad de la energía y la eficiencia energéticaDe la EverandTransformador De Estado Sólido: Revolucionando la red eléctrica para la calidad de la energía y la eficiencia energéticaÎncă nu există evaluări
- Montaje de cuadros de control y dispositivos eléctricos y electrónicos de sistemas domóticoDe la EverandMontaje de cuadros de control y dispositivos eléctricos y electrónicos de sistemas domóticoÎncă nu există evaluări
- Eficiencia energética en las instalaciones de iluminación interior y alumbrado exterior. ENAC0108De la EverandEficiencia energética en las instalaciones de iluminación interior y alumbrado exterior. ENAC0108Încă nu există evaluări
- Sistemas de control moderno volumen II: sistemas de tiempo discretoDe la EverandSistemas de control moderno volumen II: sistemas de tiempo discretoÎncă nu există evaluări
- Controles PLC con Texto Estructurado (ST): IEC 61131-3 y la mejor práctica de programación STDe la EverandControles PLC con Texto Estructurado (ST): IEC 61131-3 y la mejor práctica de programación STEvaluare: 3 din 5 stele3/5 (7)
- Actividad 4 Preguntas-ResueltaDocument4 paginiActividad 4 Preguntas-ResueltaNau CuadradoÎncă nu există evaluări
- Suneo-La Verdad de Los HechosDocument120 paginiSuneo-La Verdad de Los Hechosfernandochinas2253Încă nu există evaluări
- Laboratorio de Yacimientos y Fluidos de Perforación.Document4 paginiLaboratorio de Yacimientos y Fluidos de Perforación.Juan Pablo OrtegaÎncă nu există evaluări
- Requisitos de Calidad para Una Obra de CarreteraDocument23 paginiRequisitos de Calidad para Una Obra de CarreteraDarwin Farro IzasigaÎncă nu există evaluări
- Ficha Seminario Semana 1Document5 paginiFicha Seminario Semana 1LEIDY KATTERINE QUILICHE LLAXAÎncă nu există evaluări
- 1IM21 - P1 - Electrostática y L. CoulombDocument6 pagini1IM21 - P1 - Electrostática y L. CoulombViedka ZepedaÎncă nu există evaluări
- Recolección de Muestras para LaboratorioDocument9 paginiRecolección de Muestras para LaboratorioAlex Gabriel Soto PintoÎncă nu există evaluări
- Practica Toma de Muestra de Un SueloDocument4 paginiPractica Toma de Muestra de Un SueloMiguel MartinezÎncă nu există evaluări
- 01 - Consulta Previa-Bioseguridad-GeneralDocument4 pagini01 - Consulta Previa-Bioseguridad-GeneralMaria Fernanda RodriguezÎncă nu există evaluări
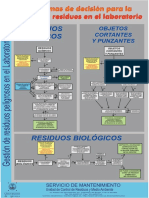
- Gestión de Residuos en LaboratorioDocument1 paginăGestión de Residuos en LaboratorioGustavo Veliz75% (4)
- 2.programacion de Aplicaciones WEB ProgresivasDocument16 pagini2.programacion de Aplicaciones WEB Progresivassachons-nousÎncă nu există evaluări
- (001168) PDFDocument39 pagini(001168) PDFRaul RojasÎncă nu există evaluări
- Matriz ReporteDocument7 paginiMatriz ReporteLuis EnriqueÎncă nu există evaluări
- Ingenieria en Maquinaria y Vehiculos PesadosDocument2 paginiIngenieria en Maquinaria y Vehiculos PesadoslordviricÎncă nu există evaluări
- Práctica 3. Uso de La Balanza en El Laboratorio de QuímicaDocument3 paginiPráctica 3. Uso de La Balanza en El Laboratorio de QuímicaKmilo Casillo100% (1)
- Revistacovid 19Document92 paginiRevistacovid 19Ronald FerminÎncă nu există evaluări
- F1124 Manual de Practicas de Reproduccion Animal AplicadaDocument69 paginiF1124 Manual de Practicas de Reproduccion Animal AplicadaJack Cena Verna VagaÎncă nu există evaluări
- Metrologia y NormalizacionDocument10 paginiMetrologia y NormalizacionDiana FloresÎncă nu există evaluări
- Guia Del Usuario Mecanismos de Control y Seguimiento AmbientalDocument19 paginiGuia Del Usuario Mecanismos de Control y Seguimiento AmbientalXimena CastilloÎncă nu există evaluări
- Plan de Trabajo de Gestion de Los AprendizajesDocument26 paginiPlan de Trabajo de Gestion de Los AprendizajesMagda Del CarpioÎncă nu există evaluări
- Diseño de AutoclaveDocument253 paginiDiseño de AutoclaveCarolina GóngoraÎncă nu există evaluări
- Informe de VeletaDocument22 paginiInforme de VeletaElizabeth Milieth Sanchez ArpushanaÎncă nu există evaluări
- Bioseguridad en Un Lab Oratorio de MicrobiologiaDocument3 paginiBioseguridad en Un Lab Oratorio de MicrobiologiaJosé Antonio Araujo CoriaÎncă nu există evaluări
- Cristalería y Equipo Básico para El LaboratorioDocument35 paginiCristalería y Equipo Básico para El LaboratorioRuben Perez AyoÎncă nu există evaluări
- Monitoreo de Calidad de Agua Prof EskimDocument92 paginiMonitoreo de Calidad de Agua Prof EskimSAUL PACOMPIA (Edson PQT)Încă nu există evaluări
- Guia Estudiantes Ok 2022-1Document28 paginiGuia Estudiantes Ok 2022-1Jimmy HidalgoÎncă nu există evaluări
- Guia de Lab Modulo ResilienteDocument8 paginiGuia de Lab Modulo ResilienteAlexander Perez VelascoÎncă nu există evaluări
- Laboratorio #2 - Preparacion y Distribución V3Document9 paginiLaboratorio #2 - Preparacion y Distribución V3Ronaldo Sebastian ZeballosÎncă nu există evaluări
- Arvelo POINTDocument35 paginiArvelo POINTLuis OllarvesÎncă nu există evaluări
- Unidad 1, Normalizacion.Document13 paginiUnidad 1, Normalizacion.Jennie SolorzanoÎncă nu există evaluări