S-ar putea să vă placă și
- Diseño de utillajes, matricería y prototipado con SolidWorksDe la EverandDiseño de utillajes, matricería y prototipado con SolidWorksEvaluare: 3 din 5 stele3/5 (1)
- 01 Tolerancias CompletaDocument37 pagini01 Tolerancias CompletaLuis Fernando HernándezÎncă nu există evaluări
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De la EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Evaluare: 4 din 5 stele4/5 (1)
- Tolerancias y AjusteDocument30 paginiTolerancias y AjusteRODOLFO DANIEL CRUZ CABRERAÎncă nu există evaluări
- Tipo de Máquina Herramienta Errores ( M)Document7 paginiTipo de Máquina Herramienta Errores ( M)Angel Padilla AcarapiÎncă nu există evaluări
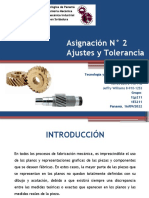
- Tutorial Nº 19Document40 paginiTutorial Nº 19julio aliaga villegasÎncă nu există evaluări
- Ajustes y Tolerancias 1Document12 paginiAjustes y Tolerancias 1Edgar AlvaradoÎncă nu există evaluări
- Tolerancia y AjustesDocument40 paginiTolerancia y AjustesIsmaelÎncă nu există evaluări
- Ajustes y Tolerancias 1Document13 paginiAjustes y Tolerancias 1jhoan gómezÎncă nu există evaluări
- TOLERANCIASDocument20 paginiTOLERANCIASAndi YauriciriacoÎncă nu există evaluări
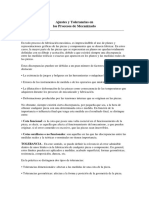
- Ajustes y Tolerancias en Los Procesos de MecanizadoDocument44 paginiAjustes y Tolerancias en Los Procesos de Mecanizadofabian garciaÎncă nu există evaluări
- Ajuste y Tolerancias Propio1Document31 paginiAjuste y Tolerancias Propio1Franklin Sanchez100% (1)
- Ajustes y Tolerancias enDocument8 paginiAjustes y Tolerancias enLen TsjÎncă nu există evaluări
- Tolerancias TTTDocument44 paginiTolerancias TTTLuis Alberto Blas RiveraÎncă nu există evaluări
- 3.2 Tolerancia Dimensional y AjustesDocument27 pagini3.2 Tolerancia Dimensional y Ajustesmarisolbeltran776Încă nu există evaluări
- Presentacion Ajuste y ToleranciaDocument24 paginiPresentacion Ajuste y ToleranciaGABRIEL COLLAGUAZO SORIAÎncă nu există evaluări
- Tolerancias CadDocument17 paginiTolerancias Cadluis fernando tezocotitla floresÎncă nu există evaluări
- Tolerancias y AjustesDocument5 paginiTolerancias y AjustesEmanuel RivasÎncă nu există evaluări
- TORNOOOODocument12 paginiTORNOOOONunc KCÎncă nu există evaluări
- Tolerancia y Ajustes (Diseño de Maquinas)Document10 paginiTolerancia y Ajustes (Diseño de Maquinas)aruanis gomezÎncă nu există evaluări
- Ajustes y Tolerancias en Procesos MecDocument29 paginiAjustes y Tolerancias en Procesos MecJuan LopezÎncă nu există evaluări
- Nociones Básicas Sobre Sobre Ajustes Y Tolerancias Mecanicas (Tolerancias Dimensionales y Geométricas)Document37 paginiNociones Básicas Sobre Sobre Ajustes Y Tolerancias Mecanicas (Tolerancias Dimensionales y Geométricas)Raul MedinaÎncă nu există evaluări
- Normas TornillosDocument14 paginiNormas TornillosCristofer NavaÎncă nu există evaluări
- Unidad Didáctica Multimedia de Dibujo Mecánico I N°5 (Copia)Document25 paginiUnidad Didáctica Multimedia de Dibujo Mecánico I N°5 (Copia)julio calvoÎncă nu există evaluări
- TOLERANCIASDocument37 paginiTOLERANCIASjesusÎncă nu există evaluări
- Informe Ajustes y ToleranciasDocument6 paginiInforme Ajustes y ToleranciasMarcos RodrigoÎncă nu există evaluări
- Tolerenacias WordDocument29 paginiTolerenacias WordAlex ZuzÎncă nu există evaluări
- Ajustes y ToleranciasDocument60 paginiAjustes y ToleranciasAngel Echevarría AraucoÎncă nu există evaluări
- Ajuste y Tol. para SemestralDocument13 paginiAjuste y Tol. para SemestralRolando PinelÎncă nu există evaluări
- Tolerancias TECSUPDocument27 paginiTolerancias TECSUPdabalejoÎncă nu există evaluări
- Presentación Ajustes y ToleranciasDocument30 paginiPresentación Ajustes y ToleranciasAnonymous s8uUw1Încă nu există evaluări
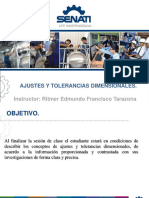
- Ajustes Y Tolerancias Dimensionales.: Instructor: Ritmer Edmundo Francisco TarazonaDocument28 paginiAjustes Y Tolerancias Dimensionales.: Instructor: Ritmer Edmundo Francisco TarazonaKatherinne SutizalÎncă nu există evaluări
- 1Document28 pagini1Johan RobertoÎncă nu există evaluări
- Tolerancia de FabricaciónDocument6 paginiTolerancia de FabricaciónTu Xikita RozithaÎncă nu există evaluări
- Ajustes y Tolerancias (Metrología Avanzada)Document87 paginiAjustes y Tolerancias (Metrología Avanzada)Anonymous PedDFc9wIi100% (2)
- Tolerancias y Ajuste 1Document7 paginiTolerancias y Ajuste 1Johan HcÎncă nu există evaluări
- Ajustes y Tolerancias en Los Procesos de MecanizadoDocument25 paginiAjustes y Tolerancias en Los Procesos de MecanizadoMario100% (1)
- Teo 07 17f Toleràncies 33pDocument33 paginiTeo 07 17f Toleràncies 33pKore MyrthaÎncă nu există evaluări
- Guia de Tolerancias DimensionalesDocument14 paginiGuia de Tolerancias Dimensionalesjesus medinaÎncă nu există evaluări
- Ajustes y ToleranciasDocument71 paginiAjustes y ToleranciasOscar MorenoÎncă nu există evaluări
- Tolerancias TECSUPDocument28 paginiTolerancias TECSUPCesar Raul Alta-Torre FloresÎncă nu există evaluări
- Ajustes y ToleranciasDocument38 paginiAjustes y Toleranciasfrancoalzogaray1980Încă nu există evaluări
- Gestión y Mantenimiento de Maquinaria IndustrialDocument20 paginiGestión y Mantenimiento de Maquinaria IndustrialAdailton Umasi PilaÎncă nu există evaluări
- Presentación Mecánica 16092022Document17 paginiPresentación Mecánica 16092022luis barbaÎncă nu există evaluări
- UNIDAD 1 Ajustes y ToleranciasDocument19 paginiUNIDAD 1 Ajustes y ToleranciasXavier MecÎncă nu există evaluări
- UNIDAD II - Dimensiones Ajustes y Tolerancias PDFDocument31 paginiUNIDAD II - Dimensiones Ajustes y Tolerancias PDFDahe RodulfoÎncă nu există evaluări
- AjustesyTolerancias-de RodamientosDocument60 paginiAjustesyTolerancias-de Rodamientosorlando quilicheÎncă nu există evaluări
- Ajustes y ToleranciasDocument15 paginiAjustes y ToleranciasHenry Ramirez TrujilloÎncă nu există evaluări
- Tolerancias Dimensionales.Document40 paginiTolerancias Dimensionales.Rodolfo J. Buenrostro100% (1)
- Guia ToleranciasDocument21 paginiGuia Toleranciasgrivany godoyÎncă nu există evaluări
- Ensayo I. ManufacturaDocument23 paginiEnsayo I. ManufacturaFelipe SuárezÎncă nu există evaluări
- Tolerancias y AjustesDocument5 paginiTolerancias y AjustesCarlosF010Încă nu există evaluări
- Ajuste y ToleranciaDocument52 paginiAjuste y ToleranciaLuisangel NavaÎncă nu există evaluări
- Aplicacion de Las Tolerancias de Fabricacion DimensionesDocument38 paginiAplicacion de Las Tolerancias de Fabricacion DimensionesAlvaro IgnacioÎncă nu există evaluări
- Rugosidad, Ajuste y Tolerancia.2Document8 paginiRugosidad, Ajuste y Tolerancia.2Jaleita de SanditaÎncă nu există evaluări
- Ajustes y ToleranciasDocument32 paginiAjustes y ToleranciasMikhael Giordan CAÎncă nu există evaluări
- Ajustes y ToleranciasDocument16 paginiAjustes y ToleranciasAriel Díaz100% (1)
- Aju y TolDocument4 paginiAju y TolLucía GonzálezÎncă nu există evaluări
- Ajustes y Tolerancias en Los Procesos de MecanizadoDocument2 paginiAjustes y Tolerancias en Los Procesos de MecanizadoMiguel Angel100% (1)
- MEC05-Ajustes y ToleranciasDocument43 paginiMEC05-Ajustes y Toleranciasc07170100% (1)
- TyCDiasBBVA Sep20Document10 paginiTyCDiasBBVA Sep20Rigoberto AEÎncă nu există evaluări
- Acciones de ControlDocument6 paginiAcciones de ControlRigoberto AEÎncă nu există evaluări
- Sistemas de RetroalimentaciónDocument4 paginiSistemas de RetroalimentaciónRigoberto AE100% (1)
- Sistemas de RetroalimentaciónDocument4 paginiSistemas de RetroalimentaciónRigoberto AE100% (1)
- Digrama de Flujo Sociedades CooperativasDocument1 paginăDigrama de Flujo Sociedades CooperativasRigoberto AEÎncă nu există evaluări
- Índice de Miller y Defectos en Las Estucturas CristalinasDocument6 paginiÍndice de Miller y Defectos en Las Estucturas CristalinasRigoberto AEÎncă nu există evaluări
- Waldir Lucio Macedo Quiñones 32 AÑOS INGLES BASICODocument3 paginiWaldir Lucio Macedo Quiñones 32 AÑOS INGLES BASICOYenifer Palomino FalconiÎncă nu există evaluări
- Ejercicios de Aplicación de CubiertasDocument7 paginiEjercicios de Aplicación de Cubiertascapobeno6958Încă nu există evaluări
- Instituto Tecnológico de Toluca Convocatoria Nuevo Ingreso 2021Document11 paginiInstituto Tecnológico de Toluca Convocatoria Nuevo Ingreso 2021JuanMirandaÎncă nu există evaluări
- Informe de Laboratorio Destilación FraccionadaDocument11 paginiInforme de Laboratorio Destilación Fraccionadadanna gabriela pereira villanuevaÎncă nu există evaluări
- TESIS - Maquinaria y Equipo de Construccion (Adscripción)Document225 paginiTESIS - Maquinaria y Equipo de Construccion (Adscripción)Andres VasquezÎncă nu există evaluări
- Caso 3Document9 paginiCaso 3Harold Valle ReyesÎncă nu există evaluări
- Proyecto: "Año de La Lucha Contra La Corrupción y La Impunidad"Document49 paginiProyecto: "Año de La Lucha Contra La Corrupción y La Impunidad"Victor León PastorÎncă nu există evaluări
- TAREA 8 PCP 2 Ejercicios KrawjeskyDocument10 paginiTAREA 8 PCP 2 Ejercicios KrawjeskyGeordyn cuadra0% (1)
- ACTIVIDAD 8 Diseno FactorialDocument2 paginiACTIVIDAD 8 Diseno FactorialYarib VenturaÎncă nu există evaluări
- Dimensiones Antropometricas MexicoDocument13 paginiDimensiones Antropometricas MexicoDavid Gasca FigueroaÎncă nu există evaluări
- C 1608 - P.V Alfonso UgarteDocument2 paginiC 1608 - P.V Alfonso UgarteMIRELLAÎncă nu există evaluări
- Tramitacion de Planos MopcDocument5 paginiTramitacion de Planos MopcLeonardo PimentelÎncă nu există evaluări
- 2008 04 Especificaciones Archivo Obra CivilDocument245 pagini2008 04 Especificaciones Archivo Obra CivilGabriel Gonzalez Orozco100% (1)
- Problemas Del Vibraciones Mecanica RaoDocument4 paginiProblemas Del Vibraciones Mecanica RaoKunal Girish TewaniÎncă nu există evaluări
- Edicion Hojas de Calculo ExcelDocument16 paginiEdicion Hojas de Calculo ExcelJosAlbÎncă nu există evaluări
- Sincronizaciones Distribuciones PDFDocument25 paginiSincronizaciones Distribuciones PDFSergio Gardeazabal100% (3)
- Preparación de Superficies Fase 8 EnmascaradoDocument3 paginiPreparación de Superficies Fase 8 EnmascaradofedejborquezÎncă nu există evaluări
- Metrado de Casa de 2 PisosDocument32 paginiMetrado de Casa de 2 PisosDaniel Nuñez Gaitan85% (27)
- Nucleo Montañes 1 HDocument6 paginiNucleo Montañes 1 HemmanuelÎncă nu există evaluări
- Taller Experto No 21Document24 paginiTaller Experto No 21Hernan Fagetti50% (2)
- Inv Unidad 5 AmbientalDocument21 paginiInv Unidad 5 AmbientalChiKno Garcia100% (1)
- Ntp-1014 Cuadro Mando Integral IIDocument10 paginiNtp-1014 Cuadro Mando Integral IICARPENTIERIMAZZAÎncă nu există evaluări
- Procesos de Fluidos Que Requieren Bombas OMELDocument15 paginiProcesos de Fluidos Que Requieren Bombas OMELjohn.quintanai5159Încă nu există evaluări
- Practica Sem 01Document3 paginiPractica Sem 01JhontPvÎncă nu există evaluări
- Equipo de Compactación - Apisonador o Bailarina y Placa VibratoriaDocument3 paginiEquipo de Compactación - Apisonador o Bailarina y Placa VibratoriaJose RogelioÎncă nu există evaluări
- Outsourcing de TI en PerúDocument8 paginiOutsourcing de TI en PerúBakuryu MoleÎncă nu există evaluări
- Trabajo de Investigacion Objetivos, Justificacion Enfoque y AlcanceDocument23 paginiTrabajo de Investigacion Objetivos, Justificacion Enfoque y AlcanceIsabella Sofia SchorbotghÎncă nu există evaluări
- Ejercicios Word 2 RESUELTODocument67 paginiEjercicios Word 2 RESUELTORoy Ronal Robles Quispe75% (4)
- GriferiaDocument115 paginiGriferiaantonio15Încă nu există evaluări
- MEGEPA MiércolesDocument10 paginiMEGEPA MiércolesVicenteÎncă nu există evaluări