S-ar putea să vă placă și
- Recetas Flipantes Ebook4Document36 paginiRecetas Flipantes Ebook4Mario GlezPÎncă nu există evaluări
- Caso Resuelto Sobre La FPP-costo de OportunidadDocument5 paginiCaso Resuelto Sobre La FPP-costo de OportunidadDanielÎncă nu există evaluări
- Preservacion - Almacenamiento de Bombas RV 00Document7 paginiPreservacion - Almacenamiento de Bombas RV 00Charlie Christoper Rios PadillaÎncă nu există evaluări
- Aspectos Generales Del Derecho Internacional PrivadoDocument32 paginiAspectos Generales Del Derecho Internacional Privadogabrielamolina_227739Încă nu există evaluări
- El Sistema de Calidad To FDADocument253 paginiEl Sistema de Calidad To FDALuis OrozcoÎncă nu există evaluări
- Proyecto Auto SupermercadoDocument137 paginiProyecto Auto SupermercadoLUISÎncă nu există evaluări
- Análisis Del Costo de Ciclo de VidaDocument21 paginiAnálisis Del Costo de Ciclo de VidaDanielÎncă nu există evaluări
- Sesion 1 - Introducción Al Mantenimiento Predictivo 2022-2Document61 paginiSesion 1 - Introducción Al Mantenimiento Predictivo 2022-2Alex OrellanaÎncă nu există evaluări
- 1.2 Causa Raiz AcrDocument71 pagini1.2 Causa Raiz AcrNicolas MedelÎncă nu există evaluări
- Formato 018 - Lista de Verificacion ElenaDocument4 paginiFormato 018 - Lista de Verificacion ElenaAlbert VGÎncă nu există evaluări
- MP-FE007 Criterios Clasificacion No Conformidades 2 PDFDocument15 paginiMP-FE007 Criterios Clasificacion No Conformidades 2 PDFVladimir Javier Aleman AndradeÎncă nu există evaluări
- FSC - Certificación en Cadena ES004 y 0007Document57 paginiFSC - Certificación en Cadena ES004 y 0007JORGE ISAACÎncă nu există evaluări
- Maintscape Paso A PasoDocument13 paginiMaintscape Paso A PasoRodrigo Alejandro Ramírez ZamoraÎncă nu există evaluări
- Selección de Válvula de SeguridadDocument12 paginiSelección de Válvula de SeguridadOscar DuranÎncă nu există evaluări
- Alambre de Soldadura MigDocument6 paginiAlambre de Soldadura Migabraham.rodriguez.cwi246Încă nu există evaluări
- Clase Realización Del Producto - ServicioDocument17 paginiClase Realización Del Producto - ServicioFranco Cabrera CalderónÎncă nu există evaluări
- Wardfuncionamiento PDFDocument260 paginiWardfuncionamiento PDFArmandoOlivaresÎncă nu există evaluări
- Gre MauleDocument166 paginiGre MaulebAxTEr100% (1)
- Blow Fill Seal Trabajo FinalDocument7 paginiBlow Fill Seal Trabajo FinalFan MontesÎncă nu există evaluări
- Baño Rtermoregulado Thermo SientificDocument28 paginiBaño Rtermoregulado Thermo SientificmetrologicaltecnicoÎncă nu există evaluări
- Seguridad Laser TeoríaDocument16 paginiSeguridad Laser TeoríaAlonso ChavezÎncă nu există evaluări
- Nte Inen Iso 2859 2extractoDocument8 paginiNte Inen Iso 2859 2extractoangelitomhtÎncă nu există evaluări
- Labconco-Purifier Enclosures Catalog Es 12-6-17Document20 paginiLabconco-Purifier Enclosures Catalog Es 12-6-17División Laboratorio I100% (1)
- Ficha Tecnica LFGI SeriesDocument13 paginiFicha Tecnica LFGI SeriesWilson Rafael Otalora Ramirez100% (1)
- Documentos, Registros, Materiales y ArtefactosDocument10 paginiDocumentos, Registros, Materiales y ArtefactosMyriam Gabriela Aguilera Zertuche100% (2)
- AMFE Eje de TrasmisiónDocument2 paginiAMFE Eje de TrasmisiónIsabo98Încă nu există evaluări
- Metales en GeneralDocument44 paginiMetales en GeneralJuan Garcia100% (1)
- AMEFDocument34 paginiAMEFKevin Andrés GarzonÎncă nu există evaluări
- PET-OP-716 Liquidos PenetrantesDocument28 paginiPET-OP-716 Liquidos PenetrantescastaldiÎncă nu există evaluări
- Msds - Tip Top CementoDocument7 paginiMsds - Tip Top Cementoangel_machaca100% (1)
- Beckman Mantenimiento y Guia de Problemas HPLC GoldDocument50 paginiBeckman Mantenimiento y Guia de Problemas HPLC GoldJose Refugio Ramirez VictoriaÎncă nu există evaluări
- Solucionando Problemas en El Proceso de Soldadura MigDocument16 paginiSolucionando Problemas en El Proceso de Soldadura MigAnonymous tI6cgOO7NAÎncă nu există evaluări
- Cdiecap Plantas IndDocument30 paginiCdiecap Plantas IndJoel GarciaÎncă nu există evaluări
- Unidades de Viscosidad PDFDocument1 paginăUnidades de Viscosidad PDFpablonickÎncă nu există evaluări
- AemsaDocument38 paginiAemsaeloymaasturÎncă nu există evaluări
- ETP LAF Rev 9Document15 paginiETP LAF Rev 9Mariano Hernán100% (1)
- 101 Elementos Esenciales en Un Programa de Gestión de Integridad de Equipo para La Industria de Proceso de HidrocarburosDocument36 pagini101 Elementos Esenciales en Un Programa de Gestión de Integridad de Equipo para La Industria de Proceso de HidrocarburosRommel Rincon RuedaÎncă nu există evaluări
- Entrega de Equipo NuevoDocument1 paginăEntrega de Equipo NuevoCamilo SalinasÎncă nu există evaluări
- Layout Con Detalles Del Sistema EcoatDocument3 paginiLayout Con Detalles Del Sistema Ecoatrammstein4445100% (1)
- Remington Capítulo 45 EditDocument34 paginiRemington Capítulo 45 EditTareas LizzieÎncă nu există evaluări
- Curso RPSDocument20 paginiCurso RPSAlejandro OrdonezÎncă nu există evaluări
- Plan Metrologico Jilguero 08-01-2019Document6 paginiPlan Metrologico Jilguero 08-01-2019Pocholo Mario Pineda ForeroÎncă nu există evaluări
- 1790 Inspección Visual de InyectablesDocument22 pagini1790 Inspección Visual de InyectablesVerónica Jazmín Miranda VázquezÎncă nu există evaluări
- PDS Bechem Berulub VPN 13 Ringlub (Es)Document1 paginăPDS Bechem Berulub VPN 13 Ringlub (Es)Muhammad Saputra100% (1)
- NTC5586Document8 paginiNTC5586luis enrique GonzalezÎncă nu există evaluări
- ILAC - P15 - 05 - 2020-1 EspañolDocument19 paginiILAC - P15 - 05 - 2020-1 EspañolJhojan Andres Carmona Perez100% (1)
- Difusión MP-HP002 (Evaluación y Acreditación de UV) 14Document36 paginiDifusión MP-HP002 (Evaluación y Acreditación de UV) 14Max Celis C50% (2)
- 5820-O&M-MDD1-I-451 V1 - MANTENIMIENTO EQUIPOS ROTATIVOS TORRES DE ENFRIAMIENTO CPFsDocument12 pagini5820-O&M-MDD1-I-451 V1 - MANTENIMIENTO EQUIPOS ROTATIVOS TORRES DE ENFRIAMIENTO CPFsjairo ardilaÎncă nu există evaluări
- Ciclo Phva Iso 45001 2018-Https://gcrconsultores - Wixsite.com/gcrcDocument1 paginăCiclo Phva Iso 45001 2018-Https://gcrconsultores - Wixsite.com/gcrcCarlos Ariel RamosÎncă nu există evaluări
- Servicio Mantenimiento ValvulasDocument15 paginiServicio Mantenimiento ValvulasMarco DagninoÎncă nu există evaluări
- SCOPC0003 05 Operación e Inspección de Molinos y Sus Sistemas de Lubricación en Planta de Molienda SAG JcyDocument3 paginiSCOPC0003 05 Operación e Inspección de Molinos y Sus Sistemas de Lubricación en Planta de Molienda SAG JcylvicencioaÎncă nu există evaluări
- Knapp Test v01 Apaquinfa 102017Document72 paginiKnapp Test v01 Apaquinfa 102017christian reckziegelÎncă nu există evaluări
- Norma de Medidores Gmi Solutions SasDocument139 paginiNorma de Medidores Gmi Solutions SasLIBARDO100% (1)
- Actividad 1 Alineacion de Ejes Pred R3, R4Document7 paginiActividad 1 Alineacion de Ejes Pred R3, R4SEAHORSE7950% (2)
- Buenas Practicas de Operacion CorrugadoraDocument6 paginiBuenas Practicas de Operacion CorrugadoralpmetalesÎncă nu există evaluări
- Plantilla Procedimiento Embalaje Equipos PDFDocument1 paginăPlantilla Procedimiento Embalaje Equipos PDFJulio CoronaÎncă nu există evaluări
- Maquinas y HerramientasDocument12 paginiMaquinas y HerramientasVictor FernandezÎncă nu există evaluări
- 01 - 02 - Kluberoil 4 U H1 - NDocument7 pagini01 - 02 - Kluberoil 4 U H1 - NricardoÎncă nu există evaluări
- Manual Procedimientos EMA PDFDocument28 paginiManual Procedimientos EMA PDFEliud CastilloÎncă nu există evaluări
- Bombas de LodoDocument6 paginiBombas de LodoWils Adolfo Calle TorresÎncă nu există evaluări
- Catalogo de Defectos y MuestreoDocument9 paginiCatalogo de Defectos y MuestreoDIEGOÎncă nu există evaluări
- Ventilador IndustrialDocument5 paginiVentilador IndustrialCristian David CastleÎncă nu există evaluări
- NormasDocument4 paginiNormashongoÎncă nu există evaluări
- Cortec General Brochure SpanishDocument28 paginiCortec General Brochure Spanishprianurita0% (1)
- Análisis Causa Raíz - PPT RWLA 2005Document50 paginiAnálisis Causa Raíz - PPT RWLA 2005Oscar GarcíaÎncă nu există evaluări
- Diagrama de Bloques Del Proceso de Análisis de FallasDocument1 paginăDiagrama de Bloques Del Proceso de Análisis de FallasSantiago IvanÎncă nu există evaluări
- Casos PronósticosDocument17 paginiCasos PronósticosDanielÎncă nu există evaluări
- PAO - Cap 17 PDFDocument13 paginiPAO - Cap 17 PDFDanielÎncă nu există evaluări
- Presentación Semana 1-UPNDocument15 paginiPresentación Semana 1-UPNDanielÎncă nu există evaluări
- Trabajo Final Ing. Económica.Document4 paginiTrabajo Final Ing. Económica.DanielÎncă nu există evaluări
- MontecarloDocument4 paginiMontecarloDanielÎncă nu există evaluări
- SESION 1 Programación Entera-Teoria ImprimirDocument22 paginiSESION 1 Programación Entera-Teoria ImprimirEric NelsonÎncă nu există evaluări
- ProblemasDocument4 paginiProblemasDanielÎncă nu există evaluări
- Aguilar EscobarDocument26 paginiAguilar EscobarDanielÎncă nu există evaluări
- Informe Mantenimiento Trapiche Mes de Septiembre 2016-CRS Leon Ingnieros PDFDocument31 paginiInforme Mantenimiento Trapiche Mes de Septiembre 2016-CRS Leon Ingnieros PDFjersonÎncă nu există evaluări
- Marco Teórico AltimetricoDocument2 paginiMarco Teórico AltimetricoXiomaraÎncă nu există evaluări
- Informe de Auditoría Eje 4Document15 paginiInforme de Auditoría Eje 4Valeria VascoÎncă nu există evaluări
- Manual Diseno ConcretoDocument114 paginiManual Diseno Concretodisenounilibre disenounilibreÎncă nu există evaluări
- Investigación de OperacionesDocument59 paginiInvestigación de OperacionesCarlosmabÎncă nu există evaluări
- Articulo de Opinion LuciferDocument5 paginiArticulo de Opinion LuciferAlba MenaÎncă nu există evaluări
- Geomembrana GM13Document4 paginiGeomembrana GM13PercyArgomedoÎncă nu există evaluări
- Tema 1, Conceptos.Document43 paginiTema 1, Conceptos.Luis SuarezÎncă nu există evaluări
- Ejercicios de SolucionesDocument3 paginiEjercicios de SolucionesJEYSON ADRIAN GONZALEZ GONZALEZÎncă nu există evaluări
- Esquemas MDMESB DA ISDDocument9 paginiEsquemas MDMESB DA ISDANTONIO Wilmer Rivas QuintoÎncă nu există evaluări
- Planeacion - Proyectos Comunitarios-Me Reconozco y PertenezcoDocument6 paginiPlaneacion - Proyectos Comunitarios-Me Reconozco y Pertenezcomaestradaniela.sepÎncă nu există evaluări
- Panel Muros de Contencion Grupo 10Document1 paginăPanel Muros de Contencion Grupo 10morgana50Încă nu există evaluări
- Artrópodos Del SueloDocument4 paginiArtrópodos Del SueloElioGustavoCordobaÎncă nu există evaluări
- Vazquez - Abramovich - Experiencias de ESyS en La ArgentinaDocument13 paginiVazquez - Abramovich - Experiencias de ESyS en La ArgentinamahuitaÎncă nu există evaluări
- L Ferreyra Vidales2Document98 paginiL Ferreyra Vidales2MickySotoÎncă nu există evaluări
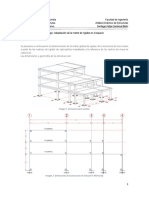
- Trabajo - Idealizacion de La Matriz de RigidezDocument10 paginiTrabajo - Idealizacion de La Matriz de Rigidezromulo182Încă nu există evaluări
- Lenición de Obstruyentes Intervocálicas en EspañolDocument14 paginiLenición de Obstruyentes Intervocálicas en EspañolJosephAffonsoÎncă nu există evaluări
- Mapa Conceptual Teorías de La Administración.Document1 paginăMapa Conceptual Teorías de La Administración.Luis QuintanaÎncă nu există evaluări
- Electrónica Digital and orDocument19 paginiElectrónica Digital and orjoel mosqueraÎncă nu există evaluări
- Glosario - BUJR - Responsabilidad SocialDocument3 paginiGlosario - BUJR - Responsabilidad SocialDiana GarcíaÎncă nu există evaluări
- Orina - Soy LaboDocument49 paginiOrina - Soy LaboMelania MontiÎncă nu există evaluări
- Tarea 3.2. Paronimos - Graduandos-1Document2 paginiTarea 3.2. Paronimos - Graduandos-1José Fernando Camey GuicoyÎncă nu există evaluări
- Pasos Implementaciòn de Un Sistema de Gestion de La CalidadDocument5 paginiPasos Implementaciòn de Un Sistema de Gestion de La CalidadBRAHIAN STEVEN PARRADO CADENAÎncă nu există evaluări
- Clasificacion Taxonomica Del Ser HumanoDocument4 paginiClasificacion Taxonomica Del Ser HumanoTania RodriguezÎncă nu există evaluări
- Investigación Endodoncia - Valentina de AbreuDocument8 paginiInvestigación Endodoncia - Valentina de AbreuValentina Abreu TabaresÎncă nu există evaluări
- Recibo SiaDocument1 paginăRecibo SiaCamilo Garibello ZorrillaÎncă nu există evaluări