S-ar putea să vă placă și
- Gas Hydrates 1: Fundamentals, Characterization and ModelingDe la EverandGas Hydrates 1: Fundamentals, Characterization and ModelingDaniel BrosetaÎncă nu există evaluări
- ch-3 Part-IDocument29 paginich-3 Part-ILamiÎncă nu există evaluări
- 2000 - MMTB - Melt Flow Control in A Multistrand Tundish Using A Turbulence InhibitorDocument11 pagini2000 - MMTB - Melt Flow Control in A Multistrand Tundish Using A Turbulence InhibitorAntariksh ThesisÎncă nu există evaluări
- Hydrodynamic Modelling of Porous MediaDocument14 paginiHydrodynamic Modelling of Porous MediaClaudioTRodriguesÎncă nu există evaluări
- Analysis of Pressure Drop and Effectiveness in Micro Cross-Flow Heat ExchangerDocument15 paginiAnalysis of Pressure Drop and Effectiveness in Micro Cross-Flow Heat ExchangerOyeniyi Samuel KehindeÎncă nu există evaluări
- Mathematical Modeling Concrete Carbonation2Document8 paginiMathematical Modeling Concrete Carbonation2Emerson FelixÎncă nu există evaluări
- Three Dimensional Vibration Analysis of Liquid-Filled Piping SystemsDocument10 paginiThree Dimensional Vibration Analysis of Liquid-Filled Piping SystemsHerdiana KristiÎncă nu există evaluări
- CFD Computations of Liquid Hydrogen ReleasesDocument13 paginiCFD Computations of Liquid Hydrogen Releasesigor VladimirovichÎncă nu există evaluări
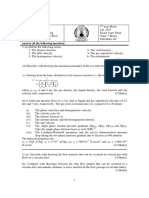
- Answer All The Following QuestionsDocument3 paginiAnswer All The Following QuestionsahmedÎncă nu există evaluări
- Tweg 2Document30 paginiTweg 2davpaffÎncă nu există evaluări
- A Numerical Case Study On Pier Shape Coefficient oDocument7 paginiA Numerical Case Study On Pier Shape Coefficient oFk FeÎncă nu există evaluări
- Effect of Snorkel Shape On Refining Efficiency of RH TreatmentDocument10 paginiEffect of Snorkel Shape On Refining Efficiency of RH TreatmentJJÎncă nu există evaluări
- Assessment of Steel Sensitivity To Hydrogen Induced CrackingDocument8 paginiAssessment of Steel Sensitivity To Hydrogen Induced CrackingAnonymous zejWt17Încă nu există evaluări
- Reconsideration of The Friction Factor Data and Eq PDFDocument20 paginiReconsideration of The Friction Factor Data and Eq PDFRajeev PandeyÎncă nu există evaluări
- 2014 Microfluidics MTVDocument10 pagini2014 Microfluidics MTVchipulinoÎncă nu există evaluări
- Parametric Study of Volutes For Optimal Centrifugal Fan ImpellersDocument13 paginiParametric Study of Volutes For Optimal Centrifugal Fan ImpellersphyominkoÎncă nu există evaluări
- Jurnal Hukum PoiseuilleDocument5 paginiJurnal Hukum PoiseuilleAnonymous lfvL0fAÎncă nu există evaluări
- Experimental Study of Drag Reduction in Flumes and Spillway TunnelsDocument8 paginiExperimental Study of Drag Reduction in Flumes and Spillway TunnelsvindyÎncă nu există evaluări
- Thick-Edged Orifice Circular Cross-Section (Pipe Flow - Guide)Document7 paginiThick-Edged Orifice Circular Cross-Section (Pipe Flow - Guide)Marcelo PellizzaÎncă nu există evaluări
- 3D CFD Calculation of Injector Nozzle Model Flow For Standard and Alternative Fuels PDFDocument8 pagini3D CFD Calculation of Injector Nozzle Model Flow For Standard and Alternative Fuels PDFipokm91Încă nu există evaluări
- Sinking of A Horizontal Cylinder: Dominic VellaDocument3 paginiSinking of A Horizontal Cylinder: Dominic VellaJuan Manuel ScarpettaÎncă nu există evaluări
- Renard HJ 20092Document1 paginăRenard HJ 20092YannickÎncă nu există evaluări
- FNNDocument7 paginiFNNShanez IdirÎncă nu există evaluări
- Losses in Pipe Jka 1442Document6 paginiLosses in Pipe Jka 1442Syasya Nurina Binti Mohd FadliÎncă nu există evaluări
- Study on dust movement in long tunnel during blasting period (爆破期间长隧道粉尘运动研究Document11 paginiStudy on dust movement in long tunnel during blasting period (爆破期间长隧道粉尘运动研究1337959758bmyÎncă nu există evaluări
- Introduction To MatlabDocument182 paginiIntroduction To MatlabGopik AnandÎncă nu există evaluări
- K1 MelvilleDocument18 paginiK1 MelvilleLuay Kadhum AlwailiÎncă nu există evaluări
- Evaluating Sediment Mobility For Siting Nearshore BermsDocument11 paginiEvaluating Sediment Mobility For Siting Nearshore Berms정효준Încă nu există evaluări
- Numerical Simulation of Side-Entry Bubbling ReactoDocument6 paginiNumerical Simulation of Side-Entry Bubbling ReactoMothish SivakumarÎncă nu există evaluări
- Answer All The Following QuestionsDocument3 paginiAnswer All The Following QuestionsahmedÎncă nu există evaluări
- Computational Fluid Dynamics (CFD) Simulation of Liquid Column Separation in Pipe TransientsDocument12 paginiComputational Fluid Dynamics (CFD) Simulation of Liquid Column Separation in Pipe TransientsDario Andres Serrano FlorezÎncă nu există evaluări
- Study On Modeling of Communication Channel of Uav: SciencedirectDocument8 paginiStudy On Modeling of Communication Channel of Uav: SciencedirectiwannofÎncă nu există evaluări
- Ie8b00601 Si 001Document7 paginiIe8b00601 Si 001Adhan AkbarÎncă nu există evaluări
- Multi Strand Tun DishDocument12 paginiMulti Strand Tun DishBrajesh KumarÎncă nu există evaluări
- Modelling Transport of 14C-Labelled Natural Organic Matter (NOM) in Boom ClayDocument8 paginiModelling Transport of 14C-Labelled Natural Organic Matter (NOM) in Boom ClayCoraÎncă nu există evaluări
- Fluids - IIIDocument29 paginiFluids - IIINitin GandhareÎncă nu există evaluări
- Numerical Study On The Effect of Mooring Line Stiffness On Hydrodynamic Performance of Pontoon-Type Floating BreakwaterDocument6 paginiNumerical Study On The Effect of Mooring Line Stiffness On Hydrodynamic Performance of Pontoon-Type Floating Breakwatermostafa shahrabiÎncă nu există evaluări
- Liquid Holdup, MODELS PDFDocument14 paginiLiquid Holdup, MODELS PDFjoreliÎncă nu există evaluări
- Nfluence of Selected Parameters On Ash Particle Trajectories When Modelling Deposition On Superheater Tubes in Pulverised Coal Boilers Using CodeDocument12 paginiNfluence of Selected Parameters On Ash Particle Trajectories When Modelling Deposition On Superheater Tubes in Pulverised Coal Boilers Using Codesattar aljabairÎncă nu există evaluări
- CEN-105 MTE Q&A Aut.17-18Document8 paginiCEN-105 MTE Q&A Aut.17-18Navtej MishraÎncă nu există evaluări
- L-4/T-2/CE Date: 18/12/2012: Section ADocument55 paginiL-4/T-2/CE Date: 18/12/2012: Section ANafeesa KhanÎncă nu există evaluări
- 0705 2894 PDFDocument14 pagini0705 2894 PDFHassanImranÎncă nu există evaluări
- Flow Through Pipes LabDocument15 paginiFlow Through Pipes LabLauren MÎncă nu există evaluări
- Pipe Friction Losses FLUID MECHANICS LABORATORY MANUALDocument5 paginiPipe Friction Losses FLUID MECHANICS LABORATORY MANUALINSIF ElectronicsÎncă nu există evaluări
- Vol 14 No 2 P 5Document16 paginiVol 14 No 2 P 5Edo SiahaanÎncă nu există evaluări
- The Effect of Geometric Parameters On The Head Loss Factor in HeadersDocument9 paginiThe Effect of Geometric Parameters On The Head Loss Factor in HeadersSudarshan GÎncă nu există evaluări
- 351 PDFDocument6 pagini351 PDFhusseinÎncă nu există evaluări
- Indo 1Document29 paginiIndo 1Michael TinambunanÎncă nu există evaluări
- Mathematical Study of Heat Transfer in A Stagnation Flow of A Hybrid Nanofluid Over A Stretching/Shrinking CylinderDocument12 paginiMathematical Study of Heat Transfer in A Stagnation Flow of A Hybrid Nanofluid Over A Stretching/Shrinking Cylinderrabia.malikÎncă nu există evaluări
- Flow-Induced Vibration Analysis of Supported Pipes With A CrackDocument6 paginiFlow-Induced Vibration Analysis of Supported Pipes With A CrackHo Dac ThanhÎncă nu există evaluări
- Cornish MethodDocument30 paginiCornish MethodEverlasting MemoriesÎncă nu există evaluări
- Effects of Expanding Zone Parameters of Vacuum Dust Suction Mouth On Flow Simulation ResultsDocument6 paginiEffects of Expanding Zone Parameters of Vacuum Dust Suction Mouth On Flow Simulation ResultsMHK ZarkÎncă nu există evaluări
- FLATModel para Flujo de Detritos y Deslizamento de Tierra Casos de EjemplosDocument12 paginiFLATModel para Flujo de Detritos y Deslizamento de Tierra Casos de EjemplosAaron Arango AyalaÎncă nu există evaluări
- 43403125mech 2102Document5 pagini43403125mech 2102080Zaid MallickÎncă nu există evaluări
- Code No: 37055/37056Document8 paginiCode No: 37055/37056SRINIVASA RAO GANTAÎncă nu există evaluări
- Broman HolditchDocument11 paginiBroman HolditchTekitoÎncă nu există evaluări
- Print PDFDocument35 paginiPrint PDFapuÎncă nu există evaluări
- Toppers Neet Practice Sheet-05Document6 paginiToppers Neet Practice Sheet-05RussÎncă nu există evaluări
- Analysis of The Chloride Ion Erosion in Flexural Cracked Beam and Its Durability Service LifeDocument4 paginiAnalysis of The Chloride Ion Erosion in Flexural Cracked Beam and Its Durability Service LifeseventhsensegroupÎncă nu există evaluări
- 2001 NBM&CWDocument11 pagini2001 NBM&CWAnoopBharathanÎncă nu există evaluări
- Rapeepat Ratasuk NokiaDocument21 paginiRapeepat Ratasuk NokiaSudhir MÎncă nu există evaluări
- 5-Lighting System Inspection ReportDocument5 pagini5-Lighting System Inspection ReportAldrin TaghapÎncă nu există evaluări
- Step 1: Materials Required: This Instructable Comes in 2 Parts: (I) Troubleshooting and (II) Fuse ReplacementDocument12 paginiStep 1: Materials Required: This Instructable Comes in 2 Parts: (I) Troubleshooting and (II) Fuse ReplacementJiremy NoriegaÎncă nu există evaluări
- Penggerak Servo Untuk CCTVDocument5 paginiPenggerak Servo Untuk CCTVDoniÎncă nu există evaluări
- Team Name: Andromeda: Instructor: Prof. Dr. Lawrence ChungDocument40 paginiTeam Name: Andromeda: Instructor: Prof. Dr. Lawrence ChungRomÎncă nu există evaluări
- Terminal BlocksWiring SystemsSignal ConditionersDocument212 paginiTerminal BlocksWiring SystemsSignal Conditionersvictoros27Încă nu există evaluări
- EA1-GA3-F-Fairuz Nabilah Binte Muzafar PDFDocument14 paginiEA1-GA3-F-Fairuz Nabilah Binte Muzafar PDFFairuz NabilahÎncă nu există evaluări
- AOC+Service+Manual+HP-F1905E A00+monitor+lcd PDFDocument58 paginiAOC+Service+Manual+HP-F1905E A00+monitor+lcd PDFmagoo77kÎncă nu există evaluări
- IR SensorrDocument7 paginiIR SensorrSifatÎncă nu există evaluări
- Vikantsram SpecsDocument9 paginiVikantsram SpecschinhctmÎncă nu există evaluări
- ARM and x86 Instruction SetsDocument3 paginiARM and x86 Instruction SetsJiggalau JiggaliÎncă nu există evaluări
- Click To Edit Master Title Style: Embedded & Real Time SystemsDocument98 paginiClick To Edit Master Title Style: Embedded & Real Time SystemsSAMPATH KUMAR.J MCE-LECT/ECEÎncă nu există evaluări
- Research PaperDocument7 paginiResearch PaperPatrick Jose Dela VegaÎncă nu există evaluări
- SA288 ARTICLE 23 Ultrasonic StandardsDocument10 paginiSA288 ARTICLE 23 Ultrasonic StandardsSean LavergneÎncă nu există evaluări
- Alternador Delco Remy 24 VCD 100 Amo.19011153Document2 paginiAlternador Delco Remy 24 VCD 100 Amo.19011153JoséLuisRodríguezSánchezÎncă nu există evaluări
- Declaration of ConformityDocument1 paginăDeclaration of ConformityhamadaeidÎncă nu există evaluări
- MKT053 Fa22-2300 MadrasDocument2 paginiMKT053 Fa22-2300 MadrasrawassatÎncă nu există evaluări
- PatentDocument16 paginiPatentMithun ShashankÎncă nu există evaluări
- Bosch BMF055 Flyer 10Document1 paginăBosch BMF055 Flyer 10iwantantoÎncă nu există evaluări
- PLC Lectures CompletedDocument110 paginiPLC Lectures CompletedSalman Ahmad YousafzaiÎncă nu există evaluări
- 7080 HandbookDocument139 pagini7080 Handbookdony prabuÎncă nu există evaluări
- F01U266058-01 GV4 Series UL Install InstructionsDocument30 paginiF01U266058-01 GV4 Series UL Install InstructionsFranciscoÎncă nu există evaluări
- Protection of Synchronous GeneratorsDocument117 paginiProtection of Synchronous GeneratorsprotectionworkÎncă nu există evaluări
- 4 LCD+TV+Service+Guide+Handbook ENGDocument61 pagini4 LCD+TV+Service+Guide+Handbook ENGJorge Fernando de TivantaÎncă nu există evaluări
- Nds3975 Dvb-s2 HD IrdDocument60 paginiNds3975 Dvb-s2 HD IrdAlee Herrera100% (1)
- Edc Lab ManualDocument96 paginiEdc Lab ManualUday DesirajÎncă nu există evaluări
- Chem331 2015 StudentNotes BDocument32 paginiChem331 2015 StudentNotes BVikram VickyÎncă nu există evaluări
- EXLIM Q-D - Section of Surge Arrester Buyers Guide - Edition 11 2014-05 - English - 1HSM 9543 12-00enDocument8 paginiEXLIM Q-D - Section of Surge Arrester Buyers Guide - Edition 11 2014-05 - English - 1HSM 9543 12-00enmissmoonÎncă nu există evaluări
- ch8 12eDocument103 paginich8 12eareej.fatima1298Încă nu există evaluări
- ShimDLL - 2020 09 12 - 19 02 10 - 0718Document52 paginiShimDLL - 2020 09 12 - 19 02 10 - 0718Анатолий РябоконьÎncă nu există evaluări