S-ar putea să vă placă și
- Lácteos Fermentados Exposición - PPSXDocument28 paginiLácteos Fermentados Exposición - PPSXCarolinaÎncă nu există evaluări
- Informe de Yogurt BatidoDocument21 paginiInforme de Yogurt BatidoTomas Tarazona50% (2)
- Elaboraciondeyogurt 171116193613Document19 paginiElaboraciondeyogurt 171116193613Eddy VarillasÎncă nu există evaluări
- LECHE-FERMENTADA Presentacion FinalDocument27 paginiLECHE-FERMENTADA Presentacion FinalJorge Luis Tuya ZambranoÎncă nu există evaluări
- Unidad 12 Conservación de AlimentosDocument17 paginiUnidad 12 Conservación de AlimentosPamela OsoÎncă nu există evaluări
- Rastreo Microbiologico de Productos LacteosDocument18 paginiRastreo Microbiologico de Productos LacteosOrtega Martinez JohanithaÎncă nu există evaluări
- Marco Teorico YogurtDocument7 paginiMarco Teorico Yogurtpaola gonzalez90% (10)
- Informe Yogurt SierraDocument13 paginiInforme Yogurt Sierraraul0% (1)
- INTRODUCCIÓN de YogurtDocument7 paginiINTRODUCCIÓN de YogurtManuel Hernandez81% (31)
- Presentación Final BiotecnologiaDocument23 paginiPresentación Final BiotecnologiaSusy Benega Ozuna100% (1)
- Elaboracion Del YogurtDocument23 paginiElaboracion Del YogurtalexanderÎncă nu există evaluări
- Ii Trabajo de Ivestigacion (Fermentacion y Elaboración)Document17 paginiIi Trabajo de Ivestigacion (Fermentacion y Elaboración)Ing. QuímicaÎncă nu există evaluări
- Elaboracion Del Yogurt - InformeDocument17 paginiElaboracion Del Yogurt - InformeMary MVÎncă nu există evaluări
- Trabajo YogurtDocument15 paginiTrabajo YogurtVirgi Zoela100% (1)
- Clase X - Proceso de Elaboración de YogurtDocument33 paginiClase X - Proceso de Elaboración de YogurtNatali VillaltaÎncă nu există evaluări
- Guia 5. Elaboracion de YogurtDocument3 paginiGuia 5. Elaboracion de YogurtNATHALIA LAGUADO SANCHEZÎncă nu există evaluări
- Bio Productos Lacteos y CarnicosDocument20 paginiBio Productos Lacteos y CarnicosTania Arévalo Quinde100% (1)
- Tipos de Leches FermentadasDocument4 paginiTipos de Leches FermentadasDaniel EscobarÎncă nu există evaluări
- Alimentos FermentadosDocument38 paginiAlimentos FermentadosrramirezÎncă nu există evaluări
- Historia Del YogurthDocument8 paginiHistoria Del YogurthRobayito MagfortÎncă nu există evaluări
- Elaboración Del Yogurt Líquido Jhenny OriginalDocument28 paginiElaboración Del Yogurt Líquido Jhenny OriginalJhenny1995100% (1)
- Yogurt Natural de Tun1Document16 paginiYogurt Natural de Tun1accha alexandraÎncă nu există evaluări
- Leches FermentadasDocument27 paginiLeches FermentadasMitsuki HaradaÎncă nu există evaluări
- Escrito Proyecto de KumisDocument21 paginiEscrito Proyecto de KumisKenneth CasteloÎncă nu există evaluări
- Leches Fermentadas OfocioDocument17 paginiLeches Fermentadas OfocioSusana BrideÎncă nu există evaluări
- Leches FermentadasDocument14 paginiLeches FermentadasAndresGutierrezÎncă nu există evaluări
- Yuri LechesDocument3 paginiYuri LechesErick OrtegaÎncă nu există evaluări
- Tarea de BiotecnologiaDocument4 paginiTarea de BiotecnologiaPriscila esmelita verde garciaÎncă nu există evaluări
- Micro Ind 1Document3 paginiMicro Ind 1Linette ChávezÎncă nu există evaluări
- Leches FermentadasDocument24 paginiLeches FermentadasRoberto Carlos Mori ZabarburuÎncă nu există evaluări
- Preactiaca N°02. Yogurt NaturalDocument19 paginiPreactiaca N°02. Yogurt NaturalEdith Since PeraltaÎncă nu există evaluări
- Informe Leches Fermentadas. 22-4-14Document8 paginiInforme Leches Fermentadas. 22-4-14David ArmasÎncă nu există evaluări
- Informe Yogurt AgroindustrialDocument20 paginiInforme Yogurt AgroindustrialRamiro ShevchenkoÎncă nu există evaluări
- Informe Yogurt2Document7 paginiInforme Yogurt2Jhoel Percy ChoquehuancaÎncă nu există evaluări
- Definicion de Yogurt-IDocument21 paginiDefinicion de Yogurt-IedisonÎncă nu există evaluări
- Elaboracion de YogurtDocument4 paginiElaboracion de YogurtWALTER DE JESUS CAMPBELL TERANÎncă nu există evaluări
- Informe YogurtDocument4 paginiInforme YogurtLuzesita ArteagaÎncă nu există evaluări
- Veterinaria Educación Profesional: Analisis de Art Científico (Bal) Y Pres de PLF "Rastro T.I.F"Document9 paginiVeterinaria Educación Profesional: Analisis de Art Científico (Bal) Y Pres de PLF "Rastro T.I.F"Ximena Reyes DelgadoÎncă nu există evaluări
- Laboratorio Yogur CaseroDocument6 paginiLaboratorio Yogur CaseroJENIFER PAOLA MENDOZA ISEDAÎncă nu există evaluări
- EstadisticaDocument4 paginiEstadisticaGutierrez Rojas Elio WilyÎncă nu există evaluări
- Yogurt Practica Bioquimica Fermentacion LacticaDocument6 paginiYogurt Practica Bioquimica Fermentacion Lacticajuank2407Încă nu există evaluări
- Eq. 4 YogurtDocument21 paginiEq. 4 YogurtJhuniorÎncă nu există evaluări
- Microbiologia de Lacteos y EnlatadosDocument32 paginiMicrobiologia de Lacteos y EnlatadosAlan Josafath Soto PalomaresÎncă nu există evaluări
- Bacterias en YogurtDocument9 paginiBacterias en YogurtMery IlmanÎncă nu există evaluări
- Elaboración Del Yogurt 2Document8 paginiElaboración Del Yogurt 2Antonella morelÎncă nu există evaluări
- Leche Fermentada TrabajoDocument10 paginiLeche Fermentada TrabajoVania CaballeroÎncă nu există evaluări
- Trabajo Sobre YogurtDocument6 paginiTrabajo Sobre YogurtDanielFernandoQuintanaRincònÎncă nu există evaluări
- Informe de Fermentación LácticaDocument20 paginiInforme de Fermentación LácticaAlphonse50% (2)
- Los Microorganismos en La Industria LacteaDocument6 paginiLos Microorganismos en La Industria LacteaVACA GUZMAN JUAN JESUSÎncă nu există evaluări
- Leches FermentadasDocument16 paginiLeches FermentadasMaximiliano SolisÎncă nu există evaluări
- YOGURTDocument9 paginiYOGURTGhilmar Jhonnathan Canchari RivasÎncă nu există evaluări
- Yogurt TrabajoDocument14 paginiYogurt TrabajoShirley CernaÎncă nu există evaluări
- Procesos YogurtDocument9 paginiProcesos Yogurtteddy monteroÎncă nu există evaluări
- El BioyogurtDocument14 paginiEl BioyogurtMauricio SerranoÎncă nu există evaluări
- Practica Nº4 Microbiota Del YogurtDocument20 paginiPractica Nº4 Microbiota Del YogurtRicardo Zamora AparicioÎncă nu există evaluări
- Leches FermentadasDocument40 paginiLeches FermentadasSusana BrideÎncă nu există evaluări
- Microbiologia de La Leche y Sus Productos LacteosDocument12 paginiMicrobiologia de La Leche y Sus Productos LacteosLeiton Alvin Ramos VillenaÎncă nu există evaluări
- Yogures, leches fermentadas y pastas untables. INAE0209De la EverandYogures, leches fermentadas y pastas untables. INAE0209Încă nu există evaluări
- UF1180 - Procesos básicos de elaboración de quesosDe la EverandUF1180 - Procesos básicos de elaboración de quesosEvaluare: 5 din 5 stele5/5 (2)
- CerealesDocument11 paginiCerealesmanuel santosÎncă nu există evaluări
- ENSAYO 3 Bebidas GaseosasDocument2 paginiENSAYO 3 Bebidas Gaseosasmanuel santosÎncă nu există evaluări
- Informe Cerveza FinalDocument7 paginiInforme Cerveza Finalmanuel santosÎncă nu există evaluări
- Ensayo 1 Agua PotableDocument2 paginiEnsayo 1 Agua Potablemanuel santosÎncă nu există evaluări
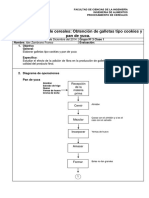
- PREINFORME 5 Galletas y Pan de YucaDocument4 paginiPREINFORME 5 Galletas y Pan de Yucamanuel santosÎncă nu există evaluări
- Preinforme 4 PizzaDocument3 paginiPreinforme 4 Pizzamanuel santosÎncă nu există evaluări
- Resultados Pruebas de PanificacionDocument5 paginiResultados Pruebas de Panificacionmanuel santosÎncă nu există evaluări
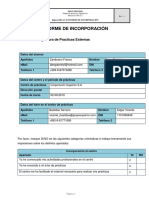
- Do-2 7-4 Informe de Incorporación-Practicas ExternasDocument4 paginiDo-2 7-4 Informe de Incorporación-Practicas Externasmanuel santos40% (5)
- Carta Chiaroscuro 2022 v3Document9 paginiCarta Chiaroscuro 2022 v3Sophie ElizaÎncă nu există evaluări
- Recetas Fase Ataque DukanDocument12 paginiRecetas Fase Ataque DukanHanna Banana100% (1)
- Fitness RevolucionarioDocument12 paginiFitness RevolucionarioChristian Agustin100% (1)
- Proyecto MicrobiologíaDocument16 paginiProyecto MicrobiologíaCristhian GongoraÎncă nu există evaluări
- Microbiologia de La Leche y Derivados LacteosDocument11 paginiMicrobiologia de La Leche y Derivados LacteosPatrik Aquije100% (1)
- 4ps AlicorpDocument3 pagini4ps Alicorpcharlescotrina0% (1)
- Queso Poza de La VegaDocument738 paginiQueso Poza de La VegaAnonymous LpUQ1pVyjOÎncă nu există evaluări
- Fondue de Queso Receta Original y AcompañamientoDocument1 paginăFondue de Queso Receta Original y AcompañamientoSofía SellanesÎncă nu există evaluări
- Alimentos Con Gluten Y/o Caseína OcultoDocument2 paginiAlimentos Con Gluten Y/o Caseína OcultodocumentosphorÎncă nu există evaluări
- Proyecto QuesosDocument16 paginiProyecto QuesosBlanca Estela Morales PerezÎncă nu există evaluări
- ▷ Roles de Pizza【únicos y deliciosos】 » Receta VenezolanaDocument6 pagini▷ Roles de Pizza【únicos y deliciosos】 » Receta VenezolanaMaria Valentina Neira GonzalezÎncă nu există evaluări
- Recetario AperitivosDocument35 paginiRecetario AperitivosLoreÎncă nu există evaluări
- Informe de QuesosDocument16 paginiInforme de QuesosLauriitha LaluhÎncă nu există evaluări
- COLANTADocument8 paginiCOLANTAMichael RincónÎncă nu există evaluări
- Fundamentos de QueseriaDocument22 paginiFundamentos de QueseriaGataro3DevÎncă nu există evaluări
- APRENDER A HACER EL PAN EN CASA - 30 VARIEDADES CON POLVO DE HORNEAR (TU COCINA Nº 2) (Spanish Edition)Document36 paginiAPRENDER A HACER EL PAN EN CASA - 30 VARIEDADES CON POLVO DE HORNEAR (TU COCINA Nº 2) (Spanish Edition)Dan Aarom MartinezÎncă nu există evaluări
- 1-Tanques-De-Refrigeración 1Document39 pagini1-Tanques-De-Refrigeración 1Stefy Guzman BorjaÎncă nu există evaluări
- Proceso de ProduccionDocument8 paginiProceso de ProduccionSol LoveraÎncă nu există evaluări
- Quien Se A Llevado Mi Queso-.Document8 paginiQuien Se A Llevado Mi Queso-.AlejandraIbÎncă nu există evaluări
- Procesos Productivos y Distribución en PlantaDocument6 paginiProcesos Productivos y Distribución en PlantaPAOLA ANDREA HERNANDEZ PACHONÎncă nu există evaluări
- Queso MozzarellaDocument9 paginiQueso MozzarellakatyÎncă nu există evaluări
- Grupo 23 - TG - M3 - Fundamentos Control de GestiónDocument7 paginiGrupo 23 - TG - M3 - Fundamentos Control de GestiónMonica ContrerasÎncă nu există evaluări
- 48 ColestasisDocument3 pagini48 ColestasisBetzy Ivonne Cruz JimenezÎncă nu există evaluări
- Enchiladas Suizas PhiladelphiaDocument7 paginiEnchiladas Suizas PhiladelphiaRodolfo RoblesÎncă nu există evaluări
- Elaboracion Del Queso Ing OrfaDocument38 paginiElaboracion Del Queso Ing OrfaWilliam Beder Sandi ChavezÎncă nu există evaluări
- Lasaña Con Berenjena y Queso FetaDocument6 paginiLasaña Con Berenjena y Queso FetamarcosÎncă nu există evaluări
- Dossier Pasteleria y Reposteria 2017Document59 paginiDossier Pasteleria y Reposteria 2017Juan Burboa QuezadaÎncă nu există evaluări
- Informe Sobre Queso Andino PasteurizadoDocument5 paginiInforme Sobre Queso Andino PasteurizadoWillian HanccoÎncă nu există evaluări
- Reglamento Técnico RT.67.04.54:10 CentroamericanoDocument90 paginiReglamento Técnico RT.67.04.54:10 CentroamericanoPao Stephany EscobarÎncă nu există evaluări
- Alimentación Saludable para Un Peso Saludable Peso Saludable DNPAO CDCDocument1 paginăAlimentación Saludable para Un Peso Saludable Peso Saludable DNPAO CDCDAFOVZKAÎncă nu există evaluări