S-ar putea să vă placă și
- Partidas Con Normativas Tanques y Obras CivilesDocument1 paginăPartidas Con Normativas Tanques y Obras CivilesAriana Fachin SánchezÎncă nu există evaluări
- (Procedimiento Ajustes de PernosDocument13 pagini(Procedimiento Ajustes de PernosAriana Fachin SánchezÎncă nu există evaluări
- 1902000-Btñ-22-Prc-106 - Rev A - Procedimiento Montaje y Soldeo de Envolventes de TanquesDocument12 pagini1902000-Btñ-22-Prc-106 - Rev A - Procedimiento Montaje y Soldeo de Envolventes de TanquesAriana Fachin SánchezÎncă nu există evaluări
- Inducción Permisos LOTODocument1 paginăInducción Permisos LOTOAriana Fachin SánchezÎncă nu există evaluări
- WEG Pinturas Soluciones para Pintado de Tanques 50074204 Catalogo EsDocument12 paginiWEG Pinturas Soluciones para Pintado de Tanques 50074204 Catalogo EsAriana Fachin SánchezÎncă nu există evaluări
- 1908 InertizadoDocument1 pagină1908 InertizadoAriana Fachin SánchezÎncă nu există evaluări
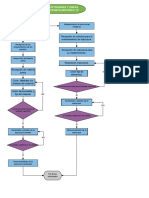
- Diagrama de Flujo de Actividades en MetalmecanicaDocument1 paginăDiagrama de Flujo de Actividades en MetalmecanicaAriana Fachin SánchezÎncă nu există evaluări
- 012 MSDS Esmalte AlquidicoDocument2 pagini012 MSDS Esmalte AlquidicoAriana Fachin SánchezÎncă nu există evaluări
- 020 MSDS Aceite Penetrante WD40Document2 pagini020 MSDS Aceite Penetrante WD40Ariana Fachin SánchezÎncă nu există evaluări
- Diagrama de Flujo de Actividades en MetalmecanicaDocument1 paginăDiagrama de Flujo de Actividades en MetalmecanicaAriana Fachin SánchezÎncă nu există evaluări
- POG - Civ.009 Procedimiento Reubicación e Instalación de Cercos PerimétricosDocument8 paginiPOG - Civ.009 Procedimiento Reubicación e Instalación de Cercos PerimétricosAriana Fachin SánchezÎncă nu există evaluări
- 011 MSDS Pintura AnticorrosivaDocument3 pagini011 MSDS Pintura AnticorrosivaAriana Fachin SánchezÎncă nu există evaluări
- Procedimiento de Recepcion de MaterialesDocument14 paginiProcedimiento de Recepcion de MaterialesAriana Fachin Sánchez0% (2)
- Cig Oc03-00 Rev2Document31 paginiCig Oc03-00 Rev2AlvaroÎncă nu există evaluări
- 19 20CinematicaIIDocument2 pagini19 20CinematicaIIAdriana BioscaÎncă nu există evaluări
- Informe 5 RevenidoDocument11 paginiInforme 5 RevenidoJset EstevezÎncă nu există evaluări
- Empresa BackusDocument1 paginăEmpresa BackusBRIANA LORELY MEJIAS OLIVAÎncă nu există evaluări
- Unidad 2. Estrategias LogisticasDocument49 paginiUnidad 2. Estrategias LogisticasEdgar Garay0% (1)
- Procter & GambleDocument56 paginiProcter & GambleMaDelinePeRez100% (1)
- Red Empresarial Corrección FinalDocument19 paginiRed Empresarial Corrección Finaldayana narvaezÎncă nu există evaluări
- S06.S2 - MaterialDocument32 paginiS06.S2 - MaterialMilton Mejia MariñoÎncă nu există evaluări
- Perfil de Tesis Giancarlo FinalDocument29 paginiPerfil de Tesis Giancarlo FinalJasmany Amancay ToledoÎncă nu există evaluări
- CAVALIDocument25 paginiCAVALIEduardo GómezÎncă nu există evaluări
- Auditoria Administrativa Interna y ExternaDocument4 paginiAuditoria Administrativa Interna y ExternaSara Toicen AyalaÎncă nu există evaluări
- Ups CT005203Document128 paginiUps CT005203Juan Carlos FajardoÎncă nu există evaluări
- Te Pedimos Llenar Todos Los Campos Marcados Como Obligatorios ( )Document3 paginiTe Pedimos Llenar Todos Los Campos Marcados Como Obligatorios ( )Alejandro RSÎncă nu există evaluări
- Procira V 10 05 17Document247 paginiProcira V 10 05 17AlejandroÎncă nu există evaluări
- Matriz LegalDocument4 paginiMatriz LegalAnllela Lorena BlancoÎncă nu există evaluări
- Ficha 4º Semana 24 CYT PDFDocument4 paginiFicha 4º Semana 24 CYT PDFGeorge JuveÎncă nu există evaluări
- Aplicaciones Industriales Motores de Arranque Por CapacitorDocument3 paginiAplicaciones Industriales Motores de Arranque Por CapacitorEdison Ponte AyalaÎncă nu există evaluări
- TP Molienda y TamizadoDocument9 paginiTP Molienda y TamizadoJose Daniel Lavado FuentesÎncă nu există evaluări
- Anexo #7 Informe Auditoría Metalmecanica RR S.A.SDocument4 paginiAnexo #7 Informe Auditoría Metalmecanica RR S.A.Szulay katherine torres moreno100% (1)
- Teoria Del Final en La Partida de Ajedrez - Ganzo (1957) PDFDocument94 paginiTeoria Del Final en La Partida de Ajedrez - Ganzo (1957) PDFanfichoelosÎncă nu există evaluări
- Desmonte y Movimiento de TierrasDocument15 paginiDesmonte y Movimiento de TierrasJorge PiedraÎncă nu există evaluări
- Gestion de Riesgos en Proyectos Industriales - Marta Hinojosa AguayoDocument183 paginiGestion de Riesgos en Proyectos Industriales - Marta Hinojosa AguayoJairo HoyosÎncă nu există evaluări
- Instituto de Chepen - GuadaDocument4 paginiInstituto de Chepen - GuadacristianÎncă nu există evaluări
- Programacionneurolinguistica 130225103313 Phpapp01Document55 paginiProgramacionneurolinguistica 130225103313 Phpapp01Gerardo ZamoranoÎncă nu există evaluări
- Actividad Entregable 2Document10 paginiActividad Entregable 2Gabriel Alessandro Nicho GarciaÎncă nu există evaluări
- Tipos de FactorizaciónDocument4 paginiTipos de FactorizaciónDam 90sÎncă nu există evaluări
- Clasificacion de Las Agencias de ViajesDocument8 paginiClasificacion de Las Agencias de ViajesPedro ReyesÎncă nu există evaluări
- Foro N 01Document5 paginiForo N 01Eduardo Paz castilloÎncă nu există evaluări
- Destreza 1Document3 paginiDestreza 1Fernando CuaranÎncă nu există evaluări
- Manual de Procedimientos DentalesDocument39 paginiManual de Procedimientos DentalesLUIS ANGEL HERNANDEZ GORDILLOÎncă nu există evaluări