S-ar putea să vă placă și
- Chapter 19: Sulfur and Sulfuric AcidDocument5 paginiChapter 19: Sulfur and Sulfuric AcidJoaquin LumactodÎncă nu există evaluări
- Calculations in Furnace Technology: Division of Materials Science and TechnologyDe la EverandCalculations in Furnace Technology: Division of Materials Science and TechnologyEvaluare: 3 din 5 stele3/5 (2)
- Method For Oxidation of SoscrubberDocument6 paginiMethod For Oxidation of SoscrubberCaballero MarioÎncă nu există evaluări
- US5354545Document6 paginiUS5354545Joel de la BarreraÎncă nu există evaluări
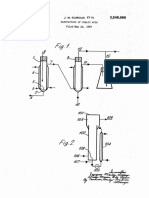
- Fig. I.: July 8, 1969 R. R. Detweer 3,454,360Document5 paginiFig. I.: July 8, 1969 R. R. Detweer 3,454,360GraciaVelitarioÎncă nu există evaluări
- By /r26 Ézi-44: Feb. 2, 1960 K. Falk Eta 2,923,728Document5 paginiBy /r26 Ézi-44: Feb. 2, 1960 K. Falk Eta 2,923,728masood kblÎncă nu există evaluări
- United States Patent (19) : Homme, Jr. 11 4,088,742Document11 paginiUnited States Patent (19) : Homme, Jr. 11 4,088,742Hedi Ben MohamedÎncă nu există evaluări
- Us 4772757Document8 paginiUs 4772757Naomi HerreraÎncă nu există evaluări
- Us3857926 NS 2Document8 paginiUs3857926 NS 2dwikinovendra23Încă nu există evaluări
- Abandonedbutnotforgotten Met SocDocument18 paginiAbandonedbutnotforgotten Met SocJordan GonzalezÎncă nu există evaluări
- Basic Raw Material For Sulphur Acid ProductionDocument13 paginiBasic Raw Material For Sulphur Acid ProductionGrace Oluchi0% (1)
- Manufacture of Sulfuric Acid: S.R.M. Engineering CollegeDocument76 paginiManufacture of Sulfuric Acid: S.R.M. Engineering CollegeCharles RiosÎncă nu există evaluări
- Development of A Zero-Emissions Sulfur-Recovery Process. 1.Document12 paginiDevelopment of A Zero-Emissions Sulfur-Recovery Process. 1.Soroosh ZareÎncă nu există evaluări
- Remove sulfur from industrial gases using N-alkylated pyrrolidonesDocument5 paginiRemove sulfur from industrial gases using N-alkylated pyrrolidonesNateek SharmaÎncă nu există evaluări
- Lecture 2 Inorganic Industries 2019Document41 paginiLecture 2 Inorganic Industries 2019Mohamed AbdelaalÎncă nu există evaluări
- Chapter 2sulphuric Acid Manufacture Sept 2014Document5 paginiChapter 2sulphuric Acid Manufacture Sept 2014kvk326Încă nu există evaluări
- Us 3549696Document4 paginiUs 3549696budispartanÎncă nu există evaluări
- Control sulphuric acid temperatures with flexible bypassDocument3 paginiControl sulphuric acid temperatures with flexible bypasssafiraginaÎncă nu există evaluări
- United States Patent (19) : (45) June 14, 1977Document10 paginiUnited States Patent (19) : (45) June 14, 1977Annisa IcaÎncă nu există evaluări
- United States PatentDocument10 paginiUnited States PatentRuchita PoilkarÎncă nu există evaluări
- Unit Ii: Sulfur and Silicates IndustriesDocument35 paginiUnit Ii: Sulfur and Silicates IndustriesANSH SHUKLAÎncă nu există evaluări
- Nitric Acid ManufactureDocument4 paginiNitric Acid ManufactureAlberto MarioÎncă nu există evaluări
- United States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelDocument5 paginiUnited States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelPratamap OdelÎncă nu există evaluări
- United States Patent (19) : 54 Process For Producing AcrylicacidDocument10 paginiUnited States Patent (19) : 54 Process For Producing AcrylicacidKatia Gutierrez GalaÎncă nu există evaluări
- Sulphuric Acid ManufactureDocument5 paginiSulphuric Acid ManufactureLeonardo ColmenaresÎncă nu există evaluări
- Process for Recovering Lithium from Brine by Salting Out Lithium Sulfate MonohydrateDocument8 paginiProcess for Recovering Lithium from Brine by Salting Out Lithium Sulfate MonohydrateGabriel ChurioÎncă nu există evaluări
- 283-294_CraneDocument12 pagini283-294_CraneYvano SeyleyÎncă nu există evaluări
- Paten Asm Astat Dari Asetaldehid TH1975Document4 paginiPaten Asm Astat Dari Asetaldehid TH1975Agus PurnamaÎncă nu există evaluări
- United States Patent 1191: RedfordDocument6 paginiUnited States Patent 1191: Redfordhaddig8Încă nu există evaluări
- Patente Tratamiento de Condensando de AmonioDocument6 paginiPatente Tratamiento de Condensando de AmonioJesus PerezÎncă nu există evaluări
- Application of The Solution Mining Process To The Turkish 1996 HydrometalluDocument11 paginiApplication of The Solution Mining Process To The Turkish 1996 HydrometalluYiğitcan AkyüzÎncă nu există evaluări
- Application of The Solution Mining Process To The Turkish 1996 HydrometalluDocument11 paginiApplication of The Solution Mining Process To The Turkish 1996 HydrometalluYiğitcan AkyüzÎncă nu există evaluări
- United States Patent (191 (11) Patent Number: 5,270,023: May Et A1. (45) Date of Patent: Dec. 14, 1993Document8 paginiUnited States Patent (191 (11) Patent Number: 5,270,023: May Et A1. (45) Date of Patent: Dec. 14, 1993Yustinus Selis ToronÎncă nu există evaluări
- Scale Control in Heap LeachDocument8 paginiScale Control in Heap LeachAri WijayaÎncă nu există evaluări
- Lead chamber process: Industrial method for sulfuric acidDocument3 paginiLead chamber process: Industrial method for sulfuric acidMuhammad Bilal100% (2)
- Us4342699 PDFDocument18 paginiUs4342699 PDFKhabib FirmansyahÎncă nu există evaluări
- Patent - Sulfur Trioxide Absorption Tower and ProcessDocument9 paginiPatent - Sulfur Trioxide Absorption Tower and ProcessTyokÎncă nu există evaluări
- Us 4378342Document9 paginiUs 4378342هیمن مÎncă nu există evaluări
- Unite: Sartori Et A1.Document13 paginiUnite: Sartori Et A1.haddig8Încă nu există evaluări
- MANUFACTURING METHODS OF SULFURIC ACIDDocument11 paginiMANUFACTURING METHODS OF SULFURIC ACIDZamir Khan100% (3)
- Removing H2S from CO2-rich gas with CO2-containing solventDocument4 paginiRemoving H2S from CO2-rich gas with CO2-containing solventIveth RomeroÎncă nu există evaluări
- Us 4501724Document7 paginiUs 4501724DARWIN STALIN ALCACIEGA PILCOÎncă nu există evaluări
- '" Is "S" 165,443 3/1965 U.S.S.R. 260/531: United States Patent 15 3,678,107Document5 pagini'" Is "S" 165,443 3/1965 U.S.S.R. 260/531: United States Patent 15 3,678,107budispartanÎncă nu există evaluări
- Sulfur and Sulfuric Acid: Key Uses and Production MethodsDocument24 paginiSulfur and Sulfuric Acid: Key Uses and Production MethodsdhavalÎncă nu există evaluări
- Us 4377495Document5 paginiUs 4377495DWNLD USRMLÎncă nu există evaluări
- United States PatentDocument6 paginiUnited States PatentPaola LNÎncă nu există evaluări
- Chemical Technology Sulphuric Acid Industry: Dr. Abhi Mukherjee Department of Chemical Engineering Contai PolytechnicDocument3 paginiChemical Technology Sulphuric Acid Industry: Dr. Abhi Mukherjee Department of Chemical Engineering Contai PolytechnicSk jahidul IslamÎncă nu există evaluări
- SULFURIC ACID PRODUCTIONDocument18 paginiSULFURIC ACID PRODUCTIONS S S REDDY100% (1)
- US2343534 (Proses Sulit)Document4 paginiUS2343534 (Proses Sulit)aris_nurhidayatÎncă nu există evaluări
- III Iii Iihiiii: United States PatentDocument11 paginiIII Iii Iihiiii: United States Patentista fitriaÎncă nu există evaluări
- Airfreshener Original FormulationDocument6 paginiAirfreshener Original FormulationRegs AccexÎncă nu există evaluări
- Process for Concentrating Sulphuric AcidDocument9 paginiProcess for Concentrating Sulphuric AcidJuan Diego Urrea GordilloÎncă nu există evaluări
- (No Model.) : No. 714,984. - Patented Dec. 2, 1902. Process of Making Magnesium SulfateDocument6 pagini(No Model.) : No. 714,984. - Patented Dec. 2, 1902. Process of Making Magnesium SulfateAgnes Anggi SimanjuntakÎncă nu există evaluări
- Production of Sodium DithioniteDocument10 paginiProduction of Sodium DithioniteDhaval PadaliaÎncă nu există evaluări
- Advancements in sulfur recovery processesDocument21 paginiAdvancements in sulfur recovery processesprateek kumarÎncă nu există evaluări
- Sept. 5, 1972 R. E. Lane Etal 3,689,229: WaterDocument3 paginiSept. 5, 1972 R. E. Lane Etal 3,689,229: WaterMuhammad Iqbal Khan ChandioÎncă nu există evaluări
- Industrial Acids and BasesDocument105 paginiIndustrial Acids and BasesJohn Patrick DagleÎncă nu există evaluări
- Recovery of Sulfwr From Sour AcidDocument20 paginiRecovery of Sulfwr From Sour AcidAnnejan VisserÎncă nu există evaluări
- United States Patent (19) : D. Suresh, Macedonia Robert CDocument5 paginiUnited States Patent (19) : D. Suresh, Macedonia Robert CKhabib FirmansyahÎncă nu există evaluări
- Chemical Technology-Mod3 PDFDocument83 paginiChemical Technology-Mod3 PDFSata AjjamÎncă nu există evaluări
- Philippine Regulation On Sanitation and Waste Water Systems by Bonifacio MagtibayDocument193 paginiPhilippine Regulation On Sanitation and Waste Water Systems by Bonifacio MagtibayRenee Rose GregorioÎncă nu există evaluări
- Process Overview of Petroleum RefiningDocument4 paginiProcess Overview of Petroleum RefiningGraciaVelitarioÎncă nu există evaluări
- ARYLONITRILEDocument5 paginiARYLONITRILEGraciaVelitarioÎncă nu există evaluări
- Turton AppBDocument114 paginiTurton AppBamms9988Încă nu există evaluări
- PERP Program - Ethanol New Report AlertDocument8 paginiPERP Program - Ethanol New Report AlertGraciaVelitarioÎncă nu există evaluări
- University Sports Complex: University of The Philippines Diliman ProjectDocument133 paginiUniversity Sports Complex: University of The Philippines Diliman ProjectGraciaVelitarioÎncă nu există evaluări
- The Philippine Petrochemical Industry Profile: H.S. Code Description MFN Rate (%) ATIGA (%)Document6 paginiThe Philippine Petrochemical Industry Profile: H.S. Code Description MFN Rate (%) ATIGA (%)Dominic CareoÎncă nu există evaluări
- Hydrogen Fluoride Study: FinalDocument374 paginiHydrogen Fluoride Study: FinalGraciaVelitarioÎncă nu există evaluări
- ''The Story of An Hour'' and Critical Approaches To Literature Presentation - FOR PRINTING PDFDocument5 pagini''The Story of An Hour'' and Critical Approaches To Literature Presentation - FOR PRINTING PDFCezLuzarragaÎncă nu există evaluări
- OVPAA 039 01 Acceptance of Adviser and Panel MembersDocument1 paginăOVPAA 039 01 Acceptance of Adviser and Panel MembersgarhgelhÎncă nu există evaluări
- GlobalizationDocument1 paginăGlobalizationGraciaVelitarioÎncă nu există evaluări
- Calculating PHDocument2 paginiCalculating PHjohnÎncă nu există evaluări
- PERP Program - Ethanol New Report AlertDocument8 paginiPERP Program - Ethanol New Report AlertGraciaVelitarioÎncă nu există evaluări
- 1234yf Tanks HCL Tanks: Shipping & Receiving AreaDocument1 pagină1234yf Tanks HCL Tanks: Shipping & Receiving AreaGraciaVelitarioÎncă nu există evaluări
- Efficient Process for Preparing Acetic Anhydride from AcetoneDocument3 paginiEfficient Process for Preparing Acetic Anhydride from AcetoneMary Grace VelitarioÎncă nu există evaluări
- Arifeen2007 PDFDocument10 paginiArifeen2007 PDFGraciaVelitarioÎncă nu există evaluări
- ICCT RefrigerantsImpacts 20130909 PDFDocument26 paginiICCT RefrigerantsImpacts 20130909 PDFGraciaVelitarioÎncă nu există evaluări
- Bioethanolpaper PUBLISHED PDFDocument17 paginiBioethanolpaper PUBLISHED PDFGraciaVelitarioÎncă nu există evaluări
- 4f6c PDFDocument10 pagini4f6c PDFGraciaVelitarioÎncă nu există evaluări
- PDFDocument15 paginiPDFGraciaVelitarioÎncă nu există evaluări
- 31 AfDocument15 pagini31 AfGraciaVelitarioÎncă nu există evaluări
- Ucalgary 2014 Andrade Virginia PDFDocument268 paginiUcalgary 2014 Andrade Virginia PDFGraciaVelitarioÎncă nu există evaluări
- Fuel Ethanol Production From Sugarcane and Corn - Comparative Analysis For A Colombian CaseDocument15 paginiFuel Ethanol Production From Sugarcane and Corn - Comparative Analysis For A Colombian Casedaimon_pÎncă nu există evaluări
- Accepted Manuscript: Bioresource TechnologyDocument34 paginiAccepted Manuscript: Bioresource TechnologyGraciaVelitarioÎncă nu există evaluări
- 10.1007@s11367 013 0613 1 PDFDocument11 pagini10.1007@s11367 013 0613 1 PDFGraciaVelitarioÎncă nu există evaluări
- FULLTEXT01Document84 paginiFULLTEXT01GraciaVelitarioÎncă nu există evaluări
- Plant Design of Acetone ProductionDocument20 paginiPlant Design of Acetone ProductionMary Grace VelitarioÎncă nu există evaluări
- HhhhhggyDocument27 paginiHhhhhggyGraciaVelitarioÎncă nu există evaluări
- Design and Control of The Acetone Process Via Dehydrogenation of 2-PropanolDocument13 paginiDesign and Control of The Acetone Process Via Dehydrogenation of 2-PropanolRzn LaviÎncă nu există evaluări
- Stages of Site InvestigationDocument131 paginiStages of Site InvestigationBgee LeeÎncă nu există evaluări
- Piano Digital P 95 YamahaDocument36 paginiPiano Digital P 95 YamahaMario Gustavo Juárez RosalesÎncă nu există evaluări
- Sustainable Packaging: From Wikipedia, The Free EncyclopediaDocument6 paginiSustainable Packaging: From Wikipedia, The Free EncyclopediaJENA MAE FATAGANIÎncă nu există evaluări
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument8 paginiSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingMitha AriantiÎncă nu există evaluări
- Effect of Nanoparticles On Crops and Soil Microbial CommunitiesDocument9 paginiEffect of Nanoparticles On Crops and Soil Microbial CommunitiesPragyan RoyÎncă nu există evaluări
- Road Works Method Statements GuideDocument37 paginiRoad Works Method Statements GuidePatricia JacksonÎncă nu există evaluări
- Quarterly Newsletter Vol. A-02: SVD Jpic Ministry, Accra DistrictDocument9 paginiQuarterly Newsletter Vol. A-02: SVD Jpic Ministry, Accra DistrictIGNATIUS KOBLA AYIVOR,SVDÎncă nu există evaluări
- Wilderson DebateDocument147 paginiWilderson DebatezaidenzaidenÎncă nu există evaluări
- SunShot Vision StudyDocument320 paginiSunShot Vision StudyTom CotterÎncă nu există evaluări
- The Effectiveness of Cornhusks As An Alternative Material For Making Face Mask in Response With The Continuous Increase of Solid Waste During This COVID-19 PandemicDocument6 paginiThe Effectiveness of Cornhusks As An Alternative Material For Making Face Mask in Response With The Continuous Increase of Solid Waste During This COVID-19 PandemicZyra De GuzmanÎncă nu există evaluări
- Asian PaintsDocument24 paginiAsian Paintscsowbhagya81% (16)
- Itp PipingDocument40 paginiItp PipingBUDAPESÎncă nu există evaluări
- Toshiba tdp-sp1 tdp-xp1 tdp-xp2 PDFDocument70 paginiToshiba tdp-sp1 tdp-xp1 tdp-xp2 PDFroyÎncă nu există evaluări
- Analytical Experiments ManualDocument132 paginiAnalytical Experiments ManualAnita Lim100% (1)
- Ecp NewDocument6 paginiEcp NewAshok LakshmananÎncă nu există evaluări
- Preparing Solids Balances for Municipal WWTFsDocument83 paginiPreparing Solids Balances for Municipal WWTFsnawajhaÎncă nu există evaluări
- RMLNLU Environmental Law Project on Waste Management Laws in IndiaDocument21 paginiRMLNLU Environmental Law Project on Waste Management Laws in IndiaTanurag GhoshÎncă nu există evaluări
- Leachate Generation and Treatment at A LandfillDocument10 paginiLeachate Generation and Treatment at A Landfillbidonejack100% (2)
- Quiz 2 PDFDocument4 paginiQuiz 2 PDFFahmy DiaaÎncă nu există evaluări
- Liao 1974Document25 paginiLiao 1974Marco LaraÎncă nu există evaluări
- Girma Project ProposalDocument7 paginiGirma Project ProposalantehenÎncă nu există evaluări
- 111-1 國八英文 The True Cost of Fast FashionDocument2 pagini111-1 國八英文 The True Cost of Fast FashionGloria ChengÎncă nu există evaluări
- CII Bench Marking & MetricsDocument53 paginiCII Bench Marking & MetricsjorgearangogÎncă nu există evaluări
- The Alter NRG Plasma Gasification Process - Turner Valley PresentationDocument19 paginiThe Alter NRG Plasma Gasification Process - Turner Valley PresentationPerro Col100% (1)
- Capstone DraftDocument4 paginiCapstone Drafta jÎncă nu există evaluări
- Procedure For Spill ControlDocument1 paginăProcedure For Spill ControlMind HealerÎncă nu există evaluări
- 10 DIY Kettle BellDocument7 pagini10 DIY Kettle BellcagedraptorÎncă nu există evaluări
- Supercritical Uid Extraction of Spent Coffee Grounds - Measurement of Extraction Curves and Economic AnalysisDocument10 paginiSupercritical Uid Extraction of Spent Coffee Grounds - Measurement of Extraction Curves and Economic AnalysisMarcelo MeloÎncă nu există evaluări
- Pepco RI-FS Scope of WorkDocument37 paginiPepco RI-FS Scope of WorkA Elizabeth PecotÎncă nu există evaluări
- BSL2with3 Biosafety Inspection ChecklistDocument3 paginiBSL2with3 Biosafety Inspection Checklistkaruna microÎncă nu există evaluări
- Summary: I'm Glad My Mom Died: by Jennette McCurdy: Key Takeaways, Summary & AnalysisDe la EverandSummary: I'm Glad My Mom Died: by Jennette McCurdy: Key Takeaways, Summary & AnalysisEvaluare: 4.5 din 5 stele4.5/5 (2)
- How to Talk to Anyone: Learn the Secrets of Good Communication and the Little Tricks for Big Success in RelationshipDe la EverandHow to Talk to Anyone: Learn the Secrets of Good Communication and the Little Tricks for Big Success in RelationshipEvaluare: 4.5 din 5 stele4.5/5 (1135)
- Weapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingDe la EverandWeapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingEvaluare: 4.5 din 5 stele4.5/5 (149)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4.5 din 5 stele4.5/5 (1871)
- Make It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningDe la EverandMake It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningEvaluare: 4.5 din 5 stele4.5/5 (55)
- Dumbing Us Down: The Hidden Curriculum of Compulsory SchoolingDe la EverandDumbing Us Down: The Hidden Curriculum of Compulsory SchoolingEvaluare: 4.5 din 5 stele4.5/5 (494)
- The 16 Undeniable Laws of Communication: Apply Them and Make the Most of Your MessageDe la EverandThe 16 Undeniable Laws of Communication: Apply Them and Make the Most of Your MessageEvaluare: 5 din 5 stele5/5 (72)
- Summary: The 5AM Club: Own Your Morning. Elevate Your Life. by Robin Sharma: Key Takeaways, Summary & AnalysisDe la EverandSummary: The 5AM Club: Own Your Morning. Elevate Your Life. by Robin Sharma: Key Takeaways, Summary & AnalysisEvaluare: 4.5 din 5 stele4.5/5 (22)
- Learn Spanish While SleepingDe la EverandLearn Spanish While SleepingEvaluare: 4 din 5 stele4/5 (20)
- Summary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisDe la EverandSummary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisEvaluare: 5 din 5 stele5/5 (3)
- How to Improve English Speaking: How to Become a Confident and Fluent English SpeakerDe la EverandHow to Improve English Speaking: How to Become a Confident and Fluent English SpeakerEvaluare: 4.5 din 5 stele4.5/5 (56)
- Summary: The Laws of Human Nature: by Robert Greene: Key Takeaways, Summary & AnalysisDe la EverandSummary: The Laws of Human Nature: by Robert Greene: Key Takeaways, Summary & AnalysisEvaluare: 4.5 din 5 stele4.5/5 (30)
- Follow The Leader: A Collection Of The Best Lectures On LeadershipDe la EverandFollow The Leader: A Collection Of The Best Lectures On LeadershipEvaluare: 5 din 5 stele5/5 (122)
- Functional Training and Beyond: Building the Ultimate Superfunctional Body and MindDe la EverandFunctional Training and Beyond: Building the Ultimate Superfunctional Body and MindEvaluare: 4.5 din 5 stele4.5/5 (1)
- Learn Japanese While SleepingDe la EverandLearn Japanese While SleepingEvaluare: 5 din 5 stele5/5 (5)
- Financial Feminist: Overcome the Patriarchy's Bullsh*t to Master Your Money and Build a Life You LoveDe la EverandFinancial Feminist: Overcome the Patriarchy's Bullsh*t to Master Your Money and Build a Life You LoveEvaluare: 5 din 5 stele5/5 (1)
- Summary: Greenlights: by Matthew McConaughey: Key Takeaways, Summary & AnalysisDe la EverandSummary: Greenlights: by Matthew McConaughey: Key Takeaways, Summary & AnalysisEvaluare: 4 din 5 stele4/5 (6)
- Summary: Trading in the Zone: Trading in the Zone: Master the Market with Confidence, Discipline, and a Winning Attitude by Mark Douglas: Key Takeaways, Summary & AnalysisDe la EverandSummary: Trading in the Zone: Trading in the Zone: Master the Market with Confidence, Discipline, and a Winning Attitude by Mark Douglas: Key Takeaways, Summary & AnalysisEvaluare: 5 din 5 stele5/5 (15)
- Think Ahead: 7 Decisions You Can Make Today for the God-Honoring Life You Want TomorrowDe la EverandThink Ahead: 7 Decisions You Can Make Today for the God-Honoring Life You Want TomorrowEvaluare: 5 din 5 stele5/5 (7)
- Summary of The Power of Habit: Why We Do What We Do in Life and Business by Charles DuhiggDe la EverandSummary of The Power of Habit: Why We Do What We Do in Life and Business by Charles DuhiggEvaluare: 4.5 din 5 stele4.5/5 (261)
- Little Soldiers: An American Boy, a Chinese School, and the Global Race to AchieveDe la EverandLittle Soldiers: An American Boy, a Chinese School, and the Global Race to AchieveEvaluare: 4 din 5 stele4/5 (25)
- Taking Charge of ADHD: The Complete, Authoritative Guide for ParentsDe la EverandTaking Charge of ADHD: The Complete, Authoritative Guide for ParentsEvaluare: 4 din 5 stele4/5 (17)
- Growing Up Duggar: It's All About RelationshipsDe la EverandGrowing Up Duggar: It's All About RelationshipsEvaluare: 3 din 5 stele3/5 (37)
- Weapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingDe la EverandWeapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingEvaluare: 4 din 5 stele4/5 (59)