S-ar putea să vă placă și
- Ima P 008 Inspeccion Por Liquidos PenetrantesDocument11 paginiIma P 008 Inspeccion Por Liquidos PenetrantesOscar VillamilÎncă nu există evaluări
- Pets Liquidos Penetrantes-1Document5 paginiPets Liquidos Penetrantes-1ChinoGengÎncă nu există evaluări
- Informe Liquidos PenetrantesDocument20 paginiInforme Liquidos PenetrantesAnthony MartìnezÎncă nu există evaluări
- Inspeccion de Soldadura Por Liquidos PenetrantesDocument21 paginiInspeccion de Soldadura Por Liquidos PenetrantesLuis Jahuira SalasÎncă nu există evaluări
- Procedimiento para Aplicación de Recubrimiento NAP GARDDocument15 paginiProcedimiento para Aplicación de Recubrimiento NAP GARDCamilo RodriguezÎncă nu există evaluări
- Ensayo de Liquidos PenetrantesDocument16 paginiEnsayo de Liquidos PenetrantesMiguel Angel Vilca AdcoÎncă nu există evaluări
- Articulo 5 ASME V 2017Document14 paginiArticulo 5 ASME V 2017Efrain Ortiz BarretoÎncă nu există evaluări
- Astm E165-02Document16 paginiAstm E165-02Ivan Bautista Fuentes100% (8)
- Inspeccion Visual PDFDocument439 paginiInspeccion Visual PDFDarwin Zuni Rosado100% (1)
- CWI-Modulo IDocument29 paginiCWI-Modulo IrodolfoÎncă nu există evaluări
- Principios y Aplicacaciones Liquidos Penetrantes PDFDocument138 paginiPrincipios y Aplicacaciones Liquidos Penetrantes PDFluis100% (2)
- Ensayo Por Tintas Penetrantes Nivel IIDocument40 paginiEnsayo Por Tintas Penetrantes Nivel IISimon Arberto MeierÎncă nu există evaluări
- Manual de Tintas PenetrantesDocument5 paginiManual de Tintas PenetrantesMyli ChanÎncă nu există evaluări
- Formato de Particulas MagneticasDocument2 paginiFormato de Particulas MagneticasDavid E Barrios AguilarÎncă nu există evaluări
- Particulas Magneticas en Tuberias y Ductos IndustrialesDocument71 paginiParticulas Magneticas en Tuberias y Ductos IndustrialesIng Gerardo De Gyves Avila0% (1)
- 01-Procedimiento Soldadura en Tuberia Rev. 0Document9 pagini01-Procedimiento Soldadura en Tuberia Rev. 0Hector Arguelles QuintanaÎncă nu există evaluări
- Procedimiento de Apuntalado de SobreplanchasDocument8 paginiProcedimiento de Apuntalado de SobreplanchasVictor AlejandroÎncă nu există evaluări
- Visual Soldaduras EstructuralesDocument15 paginiVisual Soldaduras Estructuraleslandsv01Încă nu există evaluări
- Manual Galgas 1Document56 paginiManual Galgas 1Jorge Vera Alvarado100% (2)
- Informe Final Camara de VacioDocument23 paginiInforme Final Camara de VacioClaudia Ferreira100% (2)
- Procedimiento IT-ET - UT-001 Rev 0 ASME SECCION VIII - 2015 EspañolDocument12 paginiProcedimiento IT-ET - UT-001 Rev 0 ASME SECCION VIII - 2015 EspañolJonathan Espinoza MejiaÎncă nu există evaluări
- Inspección y Control de Calidad en SoldadurasDocument5 paginiInspección y Control de Calidad en SoldadurasjuanÎncă nu există evaluări
- Inspección Visual de Soldadura Aws D1.1 - 2020Document39 paginiInspección Visual de Soldadura Aws D1.1 - 2020لوبيز إديسونÎncă nu există evaluări
- Procedimiento Liquidos PenetrantesDocument9 paginiProcedimiento Liquidos PenetrantesJespad IngenieriaÎncă nu există evaluări
- Procedimiento de Inspeccion VisualDocument8 paginiProcedimiento de Inspeccion VisualLaura Bartlett100% (1)
- Tema 13Document4 paginiTema 13Raul SebastiamÎncă nu există evaluări
- Pr-Ac-13 Inspeccion VisualDocument8 paginiPr-Ac-13 Inspeccion VisualjoseÎncă nu există evaluări
- EN-P-03 Inspección Con Líquidos Penetrantes PDFDocument16 paginiEN-P-03 Inspección Con Líquidos Penetrantes PDFCamilo GonzalezÎncă nu există evaluări
- Procedimiento Particulas MagneticasDocument19 paginiProcedimiento Particulas MagneticasSimón Pedro Araya TapiaÎncă nu există evaluări
- LIQUIDOS PENETRANTES I-II 2016 ModificadoDocument295 paginiLIQUIDOS PENETRANTES I-II 2016 Modificadosan100% (1)
- ASME E-1418 EspañolDocument6 paginiASME E-1418 Españoljosé ordoñezÎncă nu există evaluări
- Te-End-It-014 Procedimiento Técnico para Inspección Por Partículas MagnéticasDocument9 paginiTe-End-It-014 Procedimiento Técnico para Inspección Por Partículas Magnéticasjazmin bayonaÎncă nu există evaluări
- Manual VT Nivel IiDocument48 paginiManual VT Nivel IiAndres Bermudez100% (2)
- MANUAL Liquidos Penetrantes ADEMINSACDocument136 paginiMANUAL Liquidos Penetrantes ADEMINSACIzquierdo AlfedÎncă nu există evaluări
- Informe de Liquidos PenetrantesDocument6 paginiInforme de Liquidos PenetrantesSoma Cruz FcÎncă nu există evaluări
- Balotario Inspección Visual Nivel I y IiDocument11 paginiBalotario Inspección Visual Nivel I y Iijona maroÎncă nu există evaluări
- Inspección Por Partículas MagnéticasDocument7 paginiInspección Por Partículas MagnéticasJuelCideÎncă nu există evaluări
- Tabla 6 1 Criterio de Aceptacion de Inspeccion VisualDocument2 paginiTabla 6 1 Criterio de Aceptacion de Inspeccion VisualcristobalÎncă nu există evaluări
- PROCEDIMIENTO DE PARTICULAS MAGNETICAS - ComprimirDocument29 paginiPROCEDIMIENTO DE PARTICULAS MAGNETICAS - Comprimirsantiago gomez bedoya100% (1)
- Test Nivel II - LLOGSADocument44 paginiTest Nivel II - LLOGSAAndres Bermudez100% (1)
- PRO-MAN-006 Procedimiento de Inspecciones VV 001Document17 paginiPRO-MAN-006 Procedimiento de Inspecciones VV 001Juanita A BuenaventuraÎncă nu există evaluări
- P-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)Document11 paginiP-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)wilberÎncă nu există evaluări
- Curva DACDocument5 paginiCurva DACWilly Franco Correa BautistaÎncă nu există evaluări
- Galga para Inspección VisualDocument8 paginiGalga para Inspección VisualCesar Vallejos MoncadaÎncă nu există evaluări
- Procedimiento de Inspeccion DimensionalDocument4 paginiProcedimiento de Inspeccion DimensionalCesar Cruz Romero100% (1)
- Liquidos PenetrantesDocument77 paginiLiquidos Penetrantesjaimejulio69Încă nu există evaluări
- Procedimiento Liquidos Penetrantes VIL-PR-QUA-009 (1) (1) - FINALDocument11 paginiProcedimiento Liquidos Penetrantes VIL-PR-QUA-009 (1) (1) - FINALAnthony Velasquez SanchezÎncă nu există evaluări
- Procedimiento Pintado Estructuras CinamarDocument5 paginiProcedimiento Pintado Estructuras Cinamarkensou_46Încă nu există evaluări
- Examen de Recuperación 1 Control de Calidad y Ensayos No Destructivos PDFDocument7 paginiExamen de Recuperación 1 Control de Calidad y Ensayos No Destructivos PDFnicolasÎncă nu există evaluări
- Itp-Lim-04 Procedimiento Metal Base y Soldadura VTDocument8 paginiItp-Lim-04 Procedimiento Metal Base y Soldadura VTmisaelza100% (1)
- PR01.CTNPOP.008 Proc. Inspección Visual y Inspeccion LPDocument10 paginiPR01.CTNPOP.008 Proc. Inspección Visual y Inspeccion LPwalter ricardo guaman zabaletaÎncă nu există evaluări
- 3.5 Procedimiento de Inspeccion Por Tintes Penetrantes EcsDocument11 pagini3.5 Procedimiento de Inspeccion Por Tintes Penetrantes Ecsjorge villaÎncă nu există evaluări
- PE - OPER.2118.PR.002 Procedimiento de Ensayo Por Liquidos PenetrantesDocument9 paginiPE - OPER.2118.PR.002 Procedimiento de Ensayo Por Liquidos PenetrantesDanfer De la CruzÎncă nu există evaluări
- Liquidos PenetrantesDocument9 paginiLiquidos PenetrantesCarlos OscarÎncă nu există evaluări
- Procedimientos de Inspeccion Por Tintes PenetrantesDocument8 paginiProcedimientos de Inspeccion Por Tintes Penetrantesjo borja100% (1)
- Procedimiento de Ensayo de Tinte PenetranteDocument6 paginiProcedimiento de Ensayo de Tinte PenetranteDavidÎncă nu există evaluări
- LP 01Document8 paginiLP 01Dante RojasÎncă nu există evaluări
- Rot End LP 001Document9 paginiRot End LP 001Dante RojasÎncă nu există evaluări
- IT-IV-PROINS-001 Procedimiento General de Inspeccion VisualDocument7 paginiIT-IV-PROINS-001 Procedimiento General de Inspeccion VisualNaty Nani Quezada VallsÎncă nu există evaluări
- Terminación y expedición de tapones de corcho. MAMA0109De la EverandTerminación y expedición de tapones de corcho. MAMA0109Evaluare: 5 din 5 stele5/5 (1)
- Procedimiento de Partículas MagnéticasDocument8 paginiProcedimiento de Partículas Magnéticasjarly gomezÎncă nu există evaluări
- Horno de Cemento PDFDocument175 paginiHorno de Cemento PDFjarly gomezÎncă nu există evaluări
- Tesis Maestria Heli Matias Navarro CastroDocument96 paginiTesis Maestria Heli Matias Navarro Castrojarly gomezÎncă nu există evaluări
- Procedimiento de Control y Recepción de MaterialesDocument9 paginiProcedimiento de Control y Recepción de Materialesjarly gomezÎncă nu există evaluări
- T.C, M.D y M.P - Datos Agrupados-10.1Document3 paginiT.C, M.D y M.P - Datos Agrupados-10.1AslyÎncă nu există evaluări
- Actividad # 6 Electiva CPCDocument15 paginiActividad # 6 Electiva CPCAlejo OrtizÎncă nu există evaluări
- Examen Final de Estadistica AplicadaDocument10 paginiExamen Final de Estadistica AplicadaRaúl Marcos Castillo RomeroÎncă nu există evaluări
- 4to Grado - Cuadernillo de Ejercicios (Diagnóstico) - 2Document24 pagini4to Grado - Cuadernillo de Ejercicios (Diagnóstico) - 2Julio Cesar Celestino CisnerosÎncă nu există evaluări
- Leng4b Ev DigDocument50 paginiLeng4b Ev DigFrancisca López CarreraÎncă nu există evaluări
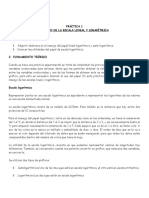
- Practica 1 Manejo de Escala LogaritmicaDocument2 paginiPractica 1 Manejo de Escala LogaritmicaDaniel Olarte WilchesÎncă nu există evaluări
- Unidad - 3 CAPACITACION CENSODocument12 paginiUnidad - 3 CAPACITACION CENSOCARLOSÎncă nu există evaluări
- I-C Herramientas Estadísticas 5Document2 paginiI-C Herramientas Estadísticas 5Felipe TroncosoÎncă nu există evaluări
- VeroDocument25 paginiVeroPaola LaraÎncă nu există evaluări
- Plan de ClasesDocument4 paginiPlan de Clasespablo alejandro velasco davilaÎncă nu există evaluări
- Estudios Sobre Las Características Sostenibles de La Arquitectura Vernácula en Diferentes Regiones Del Mundo: Una Síntesis y Evaluación ExhaustivasDocument14 paginiEstudios Sobre Las Características Sostenibles de La Arquitectura Vernácula en Diferentes Regiones Del Mundo: Una Síntesis y Evaluación ExhaustivasBetsy Johany Domínguez Rodríguez100% (1)
- Esta Di SticaDocument187 paginiEsta Di Sticacarlos cÎncă nu există evaluări
- Diseños de Investigación de MercadosDocument21 paginiDiseños de Investigación de MercadosLuis Carlos MenjivarÎncă nu există evaluări
- T Area 3Document6 paginiT Area 3Cami A Iribarren100% (6)
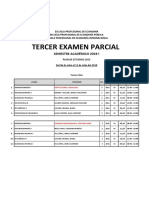
- Tercer Examen Parcial - Plan de Estudios 2015 (Unificado)Document8 paginiTercer Examen Parcial - Plan de Estudios 2015 (Unificado)Carolina JamancaÎncă nu există evaluări
- ManualDocument190 paginiManualboreslavÎncă nu există evaluări
- Evaluación HPA N1U2Document2 paginiEvaluación HPA N1U2Javiera DelgadoÎncă nu există evaluări
- Resumen Capítulo XIIDocument2 paginiResumen Capítulo XIIVictor ClavijoÎncă nu există evaluări
- Curso MuestreoDocument22 paginiCurso MuestreoJose Julian RuizÎncă nu există evaluări
- Recopilación de La Información de Fuentes PrimariasDocument1 paginăRecopilación de La Información de Fuentes PrimariasMariaconchita Hernández GutiérrezÎncă nu există evaluări
- 3 Tema - ESTDDocument27 pagini3 Tema - ESTDEder Cotrina Huaman0% (1)
- Calidad de Servicio y Satisfaccion de Los Clientes de Caja PiuraDocument79 paginiCalidad de Servicio y Satisfaccion de Los Clientes de Caja PiuraEdwin Calle100% (1)
- Metodologia 2Document16 paginiMetodologia 2AdrianÎncă nu există evaluări
- S7 - Seminario de Tesis Ii - HipótesisDocument33 paginiS7 - Seminario de Tesis Ii - HipótesisIván Ricardo Varías RodríguezÎncă nu există evaluări
- Guía de Actividades y Rúbrica de Evaluación - Unidad 1 - Paso 1 - Identificación Del Problema AnalíticoDocument17 paginiGuía de Actividades y Rúbrica de Evaluación - Unidad 1 - Paso 1 - Identificación Del Problema Analíticovaneza torresÎncă nu există evaluări
- Tarea 3Document5 paginiTarea 3Brian Nuñez AntequeraÎncă nu există evaluări
- Calidad Del Pan Sin Gluten Impacto Del Almacenamiento Congelado.Document6 paginiCalidad Del Pan Sin Gluten Impacto Del Almacenamiento Congelado.Sandy Velasco GÎncă nu există evaluări
- Inventario Depresión de BeckDocument8 paginiInventario Depresión de BeckAzul Opalo100% (8)
- Procesamiento de DatosDocument5 paginiProcesamiento de DatosLuis HuÎncă nu există evaluări
- Mca de Suelos - EcuadorDocument134 paginiMca de Suelos - EcuadorJaime Yelsin Rosales MalpartidaÎncă nu există evaluări