S-ar putea să vă placă și
- Trabajo Final de Presupuesto 2Document32 paginiTrabajo Final de Presupuesto 2Dante Belmonth67% (3)
- Vit220 ST Ewd 01 Ed5 Control System Panel Circuit DiagramDocument149 paginiVit220 ST Ewd 01 Ed5 Control System Panel Circuit Diagramedcielebuen0123Încă nu există evaluări
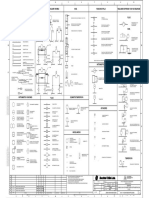
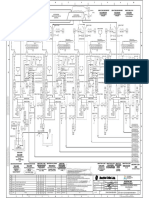
- Esquema Eléctrico - 3512CDocument2 paginiEsquema Eléctrico - 3512CGabi GamboaÎncă nu există evaluări
- Inventario Hospital Rosario PumarejoDocument5 paginiInventario Hospital Rosario PumarejoAdministración Sistemas ESE HRPLÎncă nu există evaluări
- Computación en la nube: estrategias de Cloud Computing en las empresasDe la EverandComputación en la nube: estrategias de Cloud Computing en las empresasÎncă nu există evaluări
- Preguntas de Preparación - Caso Dalia - LOS ESTRATEGASDocument2 paginiPreguntas de Preparación - Caso Dalia - LOS ESTRATEGASAndresAgüeroGonzales100% (1)
- Vit220 ST Ewd 02 Ed5 Protection System Panel Circuit DiagramDocument273 paginiVit220 ST Ewd 02 Ed5 Protection System Panel Circuit Diagramedcielebuen0123Încă nu există evaluări
- HC6800-ES V2.0.en - EsDocument1 paginăHC6800-ES V2.0.en - Esblueee50% (2)
- HLE3213RTDocument38 paginiHLE3213RTJose Maria SantiagoÎncă nu există evaluări
- BGH - BLE3213RT - Chasis MSD1328 - Manual ServiceDocument38 paginiBGH - BLE3213RT - Chasis MSD1328 - Manual Servicejose4445Încă nu există evaluări
- Identificación de peligros, evaluación de riesgos y controles en línea base de ensayo SPTDocument3 paginiIdentificación de peligros, evaluación de riesgos y controles en línea base de ensayo SPTJall PerúÎncă nu există evaluări
- 4400257860-I1-222425-103ME-00001_1Document1 pagină4400257860-I1-222425-103ME-00001_1Oscar Concha JañaÎncă nu există evaluări
- Crucigrama Confección TextilDocument2 paginiCrucigrama Confección TextilDiana PadillaÎncă nu există evaluări
- Optimización del sistema de drenaje pluvial para tanques de almacenamiento en proyecto de refineríaDocument5 paginiOptimización del sistema de drenaje pluvial para tanques de almacenamiento en proyecto de refineríagomezlodvgÎncă nu există evaluări
- A.Verdugo FCM EFK PCM CVV F. Ceron FCM EFK PCM CVV: Antofagasta MineralsDocument1 paginăA.Verdugo FCM EFK PCM CVV F. Ceron FCM EFK PCM CVV: Antofagasta MineralsPablo TorresÎncă nu există evaluări
- Matriz Iperc - Covid 19 HseqDocument6 paginiMatriz Iperc - Covid 19 HseqPedro Luis TRUJILLO HERMITAÑOÎncă nu există evaluări
- Flujo de Proceso Limites Simbologia Valvulas Conexiones Codigo de FluidosDocument1 paginăFlujo de Proceso Limites Simbologia Valvulas Conexiones Codigo de FluidosPablo TorresÎncă nu există evaluări
- IPERC MantenimientoDocument1 paginăIPERC MantenimientoAlexandra Avalos negrilloÎncă nu există evaluări
- 4.00_AR_GERMOPLASMA_UNJ OK-AR-01Document1 pagină4.00_AR_GERMOPLASMA_UNJ OK-AR-01Emilio Huaman TenorioÎncă nu există evaluări
- 4.00 ESTRUCTURAS OK-ALIGERADO E-04Document1 pagină4.00 ESTRUCTURAS OK-ALIGERADO E-04Emilio Huaman TenorioÎncă nu există evaluări
- Arquitectura de Control y ComunicaciónDocument1 paginăArquitectura de Control y ComunicaciónAlcides Llanque ChoqueÎncă nu există evaluări
- 220 M6 0340 00001r001Document1 pagină220 M6 0340 00001r001César Eduardo Gil HallasiÎncă nu există evaluări
- Entrenador Universal para MicrocontroladorDocument2 paginiEntrenador Universal para MicrocontroladorAngel Lucio PomaresÎncă nu există evaluări
- Formación en Ingeniería de CiberseguridadDocument8 paginiFormación en Ingeniería de CiberseguridaddiegoÎncă nu există evaluări
- 5 12.alb e Pilum Pas Jul2020Document1 pagină5 12.alb e Pilum Pas Jul2020Luz Marina Rojas GonzalezÎncă nu există evaluări
- Piad-215 MallaDocument8 paginiPiad-215 MallaEduardo ClementeTapullimaÎncă nu există evaluări
- Distribucion de Planta 7Document1 paginăDistribucion de Planta 7Jorge es PeredaÎncă nu există evaluări
- Diagramas Eléctricos Medios y Pesados - Caja Automatizada PDFDocument45 paginiDiagramas Eléctricos Medios y Pesados - Caja Automatizada PDFgabrielzinho43Încă nu există evaluări
- Vista de Eje A - A: Secc. A - A Secc. C - C Secc. B - BDocument1 paginăVista de Eje A - A: Secc. A - A Secc. C - C Secc. B - BMauro AyalaÎncă nu există evaluări
- GCP 1001 01 CS 0138 0280 M Pid 00001Document1 paginăGCP 1001 01 CS 0138 0280 M Pid 00001Leonel Gamero CardenasÎncă nu există evaluări
- Pid-Mg-Xxxxx-X-C Rev.1Document1 paginăPid-Mg-Xxxxx-X-C Rev.1Gabriel GomezÎncă nu există evaluări
- CATALOGO GENERAL JAMPAR 2024-V1 (1)Document92 paginiCATALOGO GENERAL JAMPAR 2024-V1 (1)Biomedic BiomedicÎncă nu există evaluări
- SAN4Document1 paginăSAN4Lopez Cruz Zulema AnantliÎncă nu există evaluări
- Registro Auxiliar - Comunicaciòn Iii BimestreDocument2 paginiRegistro Auxiliar - Comunicaciòn Iii BimestreHaroldoWilsonVásquezCubasÎncă nu există evaluări
- Mapa ES Utebo PDFDocument1 paginăMapa ES Utebo PDFAnonymous G3DRjDMkÎncă nu există evaluări
- Características interruptor potencia tipo tanque muertoDocument2 paginiCaracterísticas interruptor potencia tipo tanque muertojuaco gonzalezÎncă nu există evaluări
- Crucigrama Hospitaliria MilenaDocument6 paginiCrucigrama Hospitaliria MilenaLUZ MARINA VARGAS OLAYAÎncă nu există evaluări
- Hmo0607mx S1-101 Rev1Document1 paginăHmo0607mx S1-101 Rev1Fernando LopezÎncă nu există evaluări
- Ammd-301 ContenidosDocument16 paginiAmmd-301 Contenidosisaac antonio vasquez salazarÎncă nu există evaluări
- Contenidos Cuaderno InformesDocument8 paginiContenidos Cuaderno InformesCintia Marisol Sernaque sanchezÎncă nu există evaluări
- 2140-H2-Config PLC25 10oct2020 C5 PNDocument1 pagină2140-H2-Config PLC25 10oct2020 C5 PNMiki Zárate VilchezÎncă nu există evaluări
- Identificación de peligros y evaluación de riesgosDocument2 paginiIdentificación de peligros y evaluación de riesgosStephanie susan Luque barrigaÎncă nu există evaluări
- Prid-215 MallaDocument12 paginiPrid-215 MallaJorge LuisÎncă nu există evaluări
- Metric: Isometric ViewDocument4 paginiMetric: Isometric ViewPortillo Calix Jorge LuisÎncă nu există evaluări
- Eeid Eeid-613 ContenidoDocument12 paginiEeid Eeid-613 ContenidoSTEFANY YERALDIN SIANCAS ORTIZÎncă nu există evaluări
- Et Lurin 2-1PDocument1 paginăEt Lurin 2-1PAlexander AbantoÎncă nu există evaluări
- Diagramas eléctricos vehículosDocument43 paginiDiagramas eléctricos vehículosgabrielzinho43Încă nu există evaluări
- P-03 - Plano de Juntas - EXTERIORES - HB TANTAMAYO - SMP-ModelDocument1 paginăP-03 - Plano de Juntas - EXTERIORES - HB TANTAMAYO - SMP-ModelludenahuamaniÎncă nu există evaluări
- Plano Planta-Ag-01 (A1)Document1 paginăPlano Planta-Ag-01 (A1)bernabe rosado reyes100% (1)
- Articulo A Publicarse en La Revista Tecnológica de La ESPOLDocument15 paginiArticulo A Publicarse en La Revista Tecnológica de La ESPOLErnestoÎncă nu există evaluări
- Primer Nivel CriticaDocument1 paginăPrimer Nivel CriticaAnthony TarrilloÎncă nu există evaluări
- 6.-Matriz - JumboDocument5 pagini6.-Matriz - JumboEfrain Torres LlacctahuamanÎncă nu există evaluări
- Matriz IPERC - EJECUCIÓN DE INSTALACION DE BANNER EN PTE PUCUSANADocument2 paginiMatriz IPERC - EJECUCIÓN DE INSTALACION DE BANNER EN PTE PUCUSANAmarlon jimenezÎncă nu există evaluări
- Mmad Mmad-209 ContenidosDocument12 paginiMmad Mmad-209 ContenidosBranco Arredondo AllpasÎncă nu există evaluări
- MCCU_MCCU-225_CONTENIDOSDocument4 paginiMCCU_MCCU-225_CONTENIDOSJuan Diego MedinaÎncă nu există evaluări
- G-016-1 Hospital Piso 1-Layout1Document1 paginăG-016-1 Hospital Piso 1-Layout1Francisco MunozÎncă nu există evaluări
- PROYECTO Obras InducidasDocument1 paginăPROYECTO Obras InducidasIsaac MorenoÎncă nu există evaluări
- Amod Amod-512 MallaDocument7 paginiAmod Amod-512 MallaJhairo RivasÎncă nu există evaluări
- Malla Curricular Diseño y Dibujo de ProyectosDocument8 paginiMalla Curricular Diseño y Dibujo de ProyectosProVZZ Chavez LunaÎncă nu există evaluări
- Inf-Mmp10-01 Inspeccion Eslingas SinteticasDocument2 paginiInf-Mmp10-01 Inspeccion Eslingas SinteticasRicherd FigueroaÎncă nu există evaluări
- 03.03 Electrical Diagrams 3001239Document2 pagini03.03 Electrical Diagrams 3001239dgalindo1Încă nu există evaluări
- Coeducando para una ciudadanía en igualdadDe la EverandCoeducando para una ciudadanía en igualdadEvaluare: 5 din 5 stele5/5 (1)
- Negociación y Solución de Situaciones para Líderes OrganizacionalesDocument6 paginiNegociación y Solución de Situaciones para Líderes OrganizacionalesRoselynTaylorMcCarthyÎncă nu există evaluări
- 2 TaladradoDocument28 pagini2 TaladradoikkimvpÎncă nu există evaluări
- Simbologia Neumatica e Hidraulica PDFDocument10 paginiSimbologia Neumatica e Hidraulica PDFElvis Justo Choquegonza GomezÎncă nu există evaluări
- Semiconductor EsDocument16 paginiSemiconductor EsKevinÎncă nu există evaluări
- Manual071RedesASi PDFDocument79 paginiManual071RedesASi PDFkerusacba_2011Încă nu există evaluări
- Tesla - 00593138 (Transformadores Eléctricos)Document5 paginiTesla - 00593138 (Transformadores Eléctricos)Antonio Perez Jaramillo100% (1)
- Lista de Parametros Variador Siemens Micromaster UV YumboDocument186 paginiLista de Parametros Variador Siemens Micromaster UV YumbodgfcmaÎncă nu există evaluări
- Ejemplos PIC Basic ProDocument372 paginiEjemplos PIC Basic PropatxarinÎncă nu există evaluări
- El Transistor PDFDocument6 paginiEl Transistor PDFVarinuk Na NanukÎncă nu există evaluări
- 3 EsocircuitosmixtosserieDocument2 pagini3 EsocircuitosmixtosserieNicolas LealÎncă nu există evaluări
- Informe N°2 DETERMINACION DE HIDROGENO SUSTITUIBLE EN UN ÁCIDO CON DISOLUCIÓN PATRÓN NaOHDocument22 paginiInforme N°2 DETERMINACION DE HIDROGENO SUSTITUIBLE EN UN ÁCIDO CON DISOLUCIÓN PATRÓN NaOHSTEFFANYA OãATE SARAVIAÎncă nu există evaluări
- Multiple Etchings Methodology. A New Approach in Multiphase Steel Characterization (1) .En - EsDocument7 paginiMultiple Etchings Methodology. A New Approach in Multiphase Steel Characterization (1) .En - Esyolis RJÎncă nu există evaluări
- Plan de Atencion. 5°Document5 paginiPlan de Atencion. 5°Sandy MartínezÎncă nu există evaluări
- Mu Vih WebDocument26 paginiMu Vih WebWendyPimentelSalasÎncă nu există evaluări
- Bases Cii-2021Document4 paginiBases Cii-2021Emerson Salinas ZapataÎncă nu există evaluări
- Contexto Histórico Evolución de La Epidemiología: Plagas - Pestes - Conagios Y EpidemiasDocument114 paginiContexto Histórico Evolución de La Epidemiología: Plagas - Pestes - Conagios Y Epidemiaspollos hermanosÎncă nu există evaluări
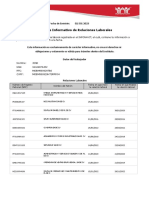
- Reporte laboral con 10 relaciones laboralesDocument2 paginiReporte laboral con 10 relaciones laboralesJosé Maria BrownÎncă nu există evaluări
- Mcdonald Cultura OrganizacionalDocument2 paginiMcdonald Cultura OrganizacionalJhon Campoverde20% (5)
- Cuestionario N2Document7 paginiCuestionario N2jhonmasÎncă nu există evaluări
- Evolucion Historica y Antecedentes Del Mercado Laboral en VenezuelaDocument3 paginiEvolucion Historica y Antecedentes Del Mercado Laboral en VenezuelaRey SolitarioÎncă nu există evaluări
- Importancia coordinación presupuestoDocument4 paginiImportancia coordinación presupuestoLaura SalgadoÎncă nu există evaluări
- Verbos Regulares e Irregulares en Ingles.Document3 paginiVerbos Regulares e Irregulares en Ingles.Edam MaldonadoÎncă nu există evaluări
- Cultivo de Stevia RebaudianaDocument37 paginiCultivo de Stevia Rebaudianarijo123Încă nu există evaluări
- Embargo Retentivo U Opsicion Carlos HerediaDocument6 paginiEmbargo Retentivo U Opsicion Carlos HerediaManuel SantanaÎncă nu există evaluări
- WEG Casos de Exito Weg Motores 50035419 Estudio de Caso EspanolDocument60 paginiWEG Casos de Exito Weg Motores 50035419 Estudio de Caso EspanolFrancisco AlejandroÎncă nu există evaluări
- Cotización Mundo InmobiliarioDocument1 paginăCotización Mundo Inmobiliarioyobani canastujÎncă nu există evaluări
- Simulacion de Procesos Quimicos: Universidad Nacional Del Altiplano Facultad de Ingenieria QuimicaDocument19 paginiSimulacion de Procesos Quimicos: Universidad Nacional Del Altiplano Facultad de Ingenieria Quimicaelia melayde rosello ccasaÎncă nu există evaluări
- Municipio de ChimalhuacánDocument94 paginiMunicipio de ChimalhuacánMatias Cruz HumbertoÎncă nu există evaluări
- Analisis Critico Reforma SEIADocument21 paginiAnalisis Critico Reforma SEIAChristian Eduardo Valencia AlbitresÎncă nu există evaluări
- Comportamiento de Afluencia de Formaciones ProductoraDocument2 paginiComportamiento de Afluencia de Formaciones ProductoraEly HadfyÎncă nu există evaluări
- TEO1 ProgramDocument1 paginăTEO1 ProgramEdwien FtsÎncă nu există evaluări
- S1 - Administración de Operaciones 1Document20 paginiS1 - Administración de Operaciones 1Alberto Cueva AngelesÎncă nu există evaluări
- 02 Programa Montaje 2013 PDFDocument11 pagini02 Programa Montaje 2013 PDFGustavo Noel Chavarria CastellanoÎncă nu există evaluări
- 1 ProblemaDocument3 pagini1 ProblemaJhonatan Santa Cruz ChiloÎncă nu există evaluări
- Extraccion de Aceite de ZapalloDocument10 paginiExtraccion de Aceite de ZapalloKatheryne Paola Ochoa100% (1)
- IGUALDAD DE GENERO 2 Planeación Por Proyectos COMUNITARIOSDocument4 paginiIGUALDAD DE GENERO 2 Planeación Por Proyectos COMUNITARIOSdaniela almarazÎncă nu există evaluări
- Taller en Casa de GeometríaDocument4 paginiTaller en Casa de GeometríaMiguel Jimenez OsorioÎncă nu există evaluări