S-ar putea să vă placă și
- Prompting Science and Engineering Students in Practical TrigonometryDe la EverandPrompting Science and Engineering Students in Practical TrigonometryÎncă nu există evaluări
- VMC Slot ProgramingDocument5 paginiVMC Slot ProgramingMechanical FactsÎncă nu există evaluări
- Modeling and Simulation of Turning OperationDocument8 paginiModeling and Simulation of Turning OperationtabrezÎncă nu există evaluări
- Experiment No.1 PDFDocument7 paginiExperiment No.1 PDFGest Account 08Încă nu există evaluări
- Sisteme Flexibile de Fabricație: - ProiectDocument23 paginiSisteme Flexibile de Fabricație: - ProiectvalericaÎncă nu există evaluări
- Spur Gear Cutting Attachment For Lathe Machine: A Key To Increased Productivity, Decreased Cost and Floor Area RequirementDocument7 paginiSpur Gear Cutting Attachment For Lathe Machine: A Key To Increased Productivity, Decreased Cost and Floor Area RequirementA 60 Rohan bansiyarÎncă nu există evaluări
- Design and Analysis of Progressive Tool in Sheet Metal ManufacturingDocument5 paginiDesign and Analysis of Progressive Tool in Sheet Metal ManufacturingVIVA-TECH IJRI0% (1)
- Experimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolDocument7 paginiExperimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolIJRASETPublicationsÎncă nu există evaluări
- Lab Report CNC Milling Manufacturing ProcessDocument15 paginiLab Report CNC Milling Manufacturing ProcessDevani HerastÎncă nu există evaluări
- Traditional Machining Processes: Manufacturing Engineering-I (Meng3181)Document49 paginiTraditional Machining Processes: Manufacturing Engineering-I (Meng3181)fitsum balkewÎncă nu există evaluări
- Koren - CH 02 PDFDocument19 paginiKoren - CH 02 PDFƦoʛeʀ Ɩeo ƖɩbɩŋÎncă nu există evaluări
- 4-Machining Fundamentals Ams May01 13Document87 pagini4-Machining Fundamentals Ams May01 13mjdaleneziÎncă nu există evaluări
- Report Cam (Edited)Document13 paginiReport Cam (Edited)anisshwaranÎncă nu există evaluări
- Study & Analysis of Multi-Function Drill PressDocument2 paginiStudy & Analysis of Multi-Function Drill PressDhruvÎncă nu există evaluări
- ManufProc2 1MaterialRemovalDocument48 paginiManufProc2 1MaterialRemovalJeff HardyÎncă nu există evaluări
- ME8793 Process Planning and Cost EStimation UNIT 5 QBDocument10 paginiME8793 Process Planning and Cost EStimation UNIT 5 QBLEO PRAVIN PÎncă nu există evaluări
- Djj30082 - Mechanical Workshop Practice 3 (Machining) Report 2 (Part B&C, Clo 2) 1.0 ObjectivesDocument5 paginiDjj30082 - Mechanical Workshop Practice 3 (Machining) Report 2 (Part B&C, Clo 2) 1.0 Objectivesshirleyna saraÎncă nu există evaluări
- Kertas Penerangan 2Document35 paginiKertas Penerangan 2zamreeharunÎncă nu există evaluări
- EA ZC412 / MM ZC412 / DM ZC412 Flexible Manufacturing SystemsDocument172 paginiEA ZC412 / MM ZC412 / DM ZC412 Flexible Manufacturing SystemssureshÎncă nu există evaluări
- Senario, Mary Angelie T. - LAB - Activity No. 8Document3 paginiSenario, Mary Angelie T. - LAB - Activity No. 8Mary Angelie SenarioÎncă nu există evaluări
- IJCRTICGT019Document6 paginiIJCRTICGT019Azeb TeklemariamÎncă nu există evaluări
- Bolt or Pin in Double Shear Equation and Calculator - Engineers EdgeDocument2 paginiBolt or Pin in Double Shear Equation and Calculator - Engineers EdgeYadav RahulÎncă nu există evaluări
- CAD CAM Unit 4Document41 paginiCAD CAM Unit 4Ishank Singh SandhuÎncă nu există evaluări
- ASSIGNMENT - Create Part Programs On Machine Control Panel 4Document4 paginiASSIGNMENT - Create Part Programs On Machine Control Panel 4sgaÎncă nu există evaluări
- Tool Life Management PDFDocument5 paginiTool Life Management PDFsajithÎncă nu există evaluări
- Cutting Tool (Milling Machine) PerformanceDocument12 paginiCutting Tool (Milling Machine) PerformanceLashawn de MelÎncă nu există evaluări
- Design and Modification of Forming Tool in Press MachineDocument11 paginiDesign and Modification of Forming Tool in Press MachineIJRASETPublicationsÎncă nu există evaluări
- Virtual Lab DFMA: BITS PilaniDocument11 paginiVirtual Lab DFMA: BITS PilaniROHIT SINGHÎncă nu există evaluări
- Fabrication of Rotatable Multi Purpose Machine Tool For Small Scale ApplicationsDocument5 paginiFabrication of Rotatable Multi Purpose Machine Tool For Small Scale ApplicationsInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Process Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24Document8 paginiProcess Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24IJRASETPublicationsÎncă nu există evaluări
- ME8462-Manufacturing Technology Lab-II 2017 RegulationDocument46 paginiME8462-Manufacturing Technology Lab-II 2017 RegulationVadivel .RÎncă nu există evaluări
- Irjet V6i835Document6 paginiIrjet V6i835Rahul KumarÎncă nu există evaluări
- Working Parameters Drilling Boring Shaper MillingDocument2 paginiWorking Parameters Drilling Boring Shaper MillingVishal Kumar SinghÎncă nu există evaluări
- International Journal of Chemtech Research: Pravin Pawar, Raj Ballav, Amaresh KumarDocument6 paginiInternational Journal of Chemtech Research: Pravin Pawar, Raj Ballav, Amaresh KumarMuhamad BaharudiantoÎncă nu există evaluări
- CNC Drilling With Swivelling of BedDocument27 paginiCNC Drilling With Swivelling of BedSaifulla ShariffÎncă nu există evaluări
- JETIR1812A40Document7 paginiJETIR1812A40emily clarkeÎncă nu există evaluări
- Chapter 2 Mechanics of Metal CuttingDocument36 paginiChapter 2 Mechanics of Metal CuttingAvinash Ganesan67% (3)
- CAM Notes 2Document15 paginiCAM Notes 2FELIX KEUYAÎncă nu există evaluări
- NX CAM Post Processing Errors Machine Data File Ge PDFDocument7 paginiNX CAM Post Processing Errors Machine Data File Ge PDFSHARAD CHANDRAÎncă nu există evaluări
- Me-2 Updated ManualDocument43 paginiMe-2 Updated ManualHarsh PrajapatiÎncă nu există evaluări
- Remotely Operated Vehicle For Underwater InspectionDocument5 paginiRemotely Operated Vehicle For Underwater InspectionVIVA-TECH IJRIÎncă nu există evaluări
- NX CAM Errors Machine DataDocument7 paginiNX CAM Errors Machine DataRamÎncă nu există evaluări
- International Journal of Machine Tools & Manufacture: Eduardo Diez, Hilde Perez, Juan Marquez, Antonio VizanDocument14 paginiInternational Journal of Machine Tools & Manufacture: Eduardo Diez, Hilde Perez, Juan Marquez, Antonio VizankadesaiÎncă nu există evaluări
- Piercing DieDocument5 paginiPiercing DieJournalNX - a Multidisciplinary Peer Reviewed JournalÎncă nu există evaluări
- Lecture Class 12 - ME F 112Document21 paginiLecture Class 12 - ME F 112Vivekananda NandamÎncă nu există evaluări
- Lecture 11 PDFDocument10 paginiLecture 11 PDFAli M. ElghawailÎncă nu există evaluări
- IESME2020 W EDocument71 paginiIESME2020 W EHafis HasibuanÎncă nu există evaluări
- CH2 Machining PDFDocument129 paginiCH2 Machining PDFIzzah 'AtirahÎncă nu există evaluări
- Ejector MultiTool - WZ73enDocument12 paginiEjector MultiTool - WZ73enBebe Ionuț AnițaÎncă nu există evaluări
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDocument10 paginiComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsÎncă nu există evaluări
- U2 Working & AuxiliaryDocument48 paginiU2 Working & AuxiliaryNurye Nigus100% (1)
- Milling NotesDocument82 paginiMilling NotesSiddhant AggarwalÎncă nu există evaluări
- Fyp ProposalDocument10 paginiFyp ProposalZeshan SarwarÎncă nu există evaluări
- Parametric Optimization of Cutting Force and Temperature During Hard Turning of Inconel 625-A ReviewDocument4 paginiParametric Optimization of Cutting Force and Temperature During Hard Turning of Inconel 625-A ReviewGopala Rao ThellaputtaÎncă nu există evaluări
- MRR and Surface Roughness in Turning Operation On CNC Lathe Machine For Mild SteelDocument9 paginiMRR and Surface Roughness in Turning Operation On CNC Lathe Machine For Mild SteelsureshkumarÎncă nu există evaluări
- Unit 2.1 Kinimatic Motion and Chip FormationDocument94 paginiUnit 2.1 Kinimatic Motion and Chip FormationHABTAMU FEKADUÎncă nu există evaluări
- Objective:: Experiment No. 3Document4 paginiObjective:: Experiment No. 3T.MÎncă nu există evaluări
- 1 Manufacturing TurningDocument23 pagini1 Manufacturing TurningJahid EmonÎncă nu există evaluări
- Key Words: Cutting Mechanism EtcDocument5 paginiKey Words: Cutting Mechanism EtcHarshal PatilÎncă nu există evaluări
- Jabsco Zoeklicht 135 SL RCDocument5 paginiJabsco Zoeklicht 135 SL RCWillem LindenÎncă nu există evaluări
- Pedal Operated Centrifugal Water PumpDocument19 paginiPedal Operated Centrifugal Water PumpNeelmani100% (3)
- Basic Soft Starter PrinciplesDocument9 paginiBasic Soft Starter PrinciplesMohamed HomosanyÎncă nu există evaluări
- Ti 03 76Document37 paginiTi 03 76anggie100% (1)
- Magni TH 6 - 20 ENDocument4 paginiMagni TH 6 - 20 ENRyo ArdhiÎncă nu există evaluări
- Fiat Barchetta: Auxiliary UnitsDocument10 paginiFiat Barchetta: Auxiliary UnitsHallex OliveiraÎncă nu există evaluări
- Odabir Motorne Zaštite - Allen Bradley - Za Motore - Za - TransformatoreDocument500 paginiOdabir Motorne Zaštite - Allen Bradley - Za Motore - Za - TransformatoreKristian MevželjÎncă nu există evaluări
- KIP 3000 Parts Manual Ver 1Document91 paginiKIP 3000 Parts Manual Ver 1vitalkriven100% (1)
- Conti TechDocument19 paginiConti TechAndy LuthorÎncă nu există evaluări
- Subaru - CHASSISDocument520 paginiSubaru - CHASSISIS52100% (1)
- R0 - Electrical Drawing OC 2030290Document17 paginiR0 - Electrical Drawing OC 2030290Vivekananda Mal100% (2)
- Shark 612C Sewing Machine Instruction ManualDocument41 paginiShark 612C Sewing Machine Instruction ManualiliiexpugnansÎncă nu există evaluări
- Piaggio Beverly 125 E3 - Maintenance ManualDocument96 paginiPiaggio Beverly 125 E3 - Maintenance ManualPaloma Notario FontalesÎncă nu există evaluări
- Yamaha - VEGA R2004Document55 paginiYamaha - VEGA R2004iwan88% (17)
- Learner Guide - AURETR030 - Diagnose and Repair Starting Systems PDFDocument86 paginiLearner Guide - AURETR030 - Diagnose and Repair Starting Systems PDFAakash0% (1)
- Diesel Generator Technical SpecificationDocument3 paginiDiesel Generator Technical SpecificationAkibÎncă nu există evaluări
- Manual Atlas Copco GA90Document41 paginiManual Atlas Copco GA90nunosobral89% (9)
- Modutrol IV Motors Series 90Document12 paginiModutrol IV Motors Series 90Antonio MancusoÎncă nu există evaluări
- DTC 12 Actuator Magnetic Clutch CircuitDocument3 paginiDTC 12 Actuator Magnetic Clutch CircuitErln LimaÎncă nu există evaluări
- Tab 4 Fuel SystemsDocument96 paginiTab 4 Fuel SystemsAeroservicios M&CÎncă nu există evaluări
- Desarme Completo de Un Red. LUFKINDocument7 paginiDesarme Completo de Un Red. LUFKINAnonymous YmXY1bcÎncă nu există evaluări
- CNC Codes and LettersDocument48 paginiCNC Codes and LettersIvo DimitrovÎncă nu există evaluări
- Parts Catalog: 0CK50-M00260ENDocument213 paginiParts Catalog: 0CK50-M00260ENRomica Ciornei100% (2)
- Boyles P ClampDocument2 paginiBoyles P ClampNelson de la Rosa100% (1)
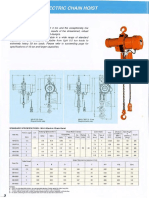
- Modelmh-5: STANDARD SPECIFICATIONS: MH-S Electric Chain HoistDocument7 paginiModelmh-5: STANDARD SPECIFICATIONS: MH-S Electric Chain HoistMiguel RuizÎncă nu există evaluări
- Hostel-1 (Electrical Estimate) : Description QTY Unit Rate TotalDocument2 paginiHostel-1 (Electrical Estimate) : Description QTY Unit Rate TotalAbdulyekini AhmaduÎncă nu există evaluări
- Project Report On Future Trends in Automobile EngineeringDocument11 paginiProject Report On Future Trends in Automobile EngineeringViswanath SharmaÎncă nu există evaluări
- Doowon Group Introduction (2012 05)Document28 paginiDoowon Group Introduction (2012 05)clavergaraÎncă nu există evaluări
- Lecture 1Document13 paginiLecture 1bennimenÎncă nu există evaluări
- Fares inDocument4 paginiFares invivsÎncă nu există evaluări