S-ar putea să vă placă și
- Software RequirementsDocument1 paginăSoftware Requirementsnani cherryÎncă nu există evaluări
- Industrial Oriented Mini Project Report On Design of Structural Elements of Ground Floor of G+2 Residential BuidingDocument2 paginiIndustrial Oriented Mini Project Report On Design of Structural Elements of Ground Floor of G+2 Residential Buidingnani cherryÎncă nu există evaluări
- Components of Bridges: 1. Superstructure or Decking Component 2. Bearings 3. Substructure ComponentsDocument9 paginiComponents of Bridges: 1. Superstructure or Decking Component 2. Bearings 3. Substructure Componentsnani cherryÎncă nu există evaluări
- Components of Well FoundationDocument5 paginiComponents of Well Foundationnani cherryÎncă nu există evaluări
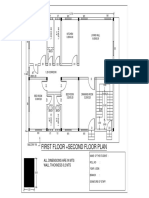
- First Floor +second Floor Plan: All Dimensions Are in Mts Wall Thickness 0.2 MtsDocument1 paginăFirst Floor +second Floor Plan: All Dimensions Are in Mts Wall Thickness 0.2 Mtsnani cherryÎncă nu există evaluări
- First Floor +second Floor Plan: All Dimensions Are in Mts Wall Thickness 0.2 MtsDocument1 paginăFirst Floor +second Floor Plan: All Dimensions Are in Mts Wall Thickness 0.2 Mtsnani cherryÎncă nu există evaluări
- Ground Floor PlanDocument1 paginăGround Floor Plannani cherryÎncă nu există evaluări
- Plant Layout DesignDocument7 paginiPlant Layout Designnani cherryÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Comparative Study On RCC Beam With and Without Carbon Fibre Reinforced Polymer Using Ansys SoftwareDocument5 paginiComparative Study On RCC Beam With and Without Carbon Fibre Reinforced Polymer Using Ansys SoftwareEditor IJTSRDÎncă nu există evaluări
- AS STAKED PLAN - FINAL CORRECTED For As-StakedDocument1 paginăAS STAKED PLAN - FINAL CORRECTED For As-StakedabigailÎncă nu există evaluări
- Additives in AsphaltsDocument38 paginiAdditives in Asphaltsalfredo torresÎncă nu există evaluări
- EHB - en - File - 9.7.3 Equivalent ASME EN Materials PDFDocument3 paginiEHB - en - File - 9.7.3 Equivalent ASME EN Materials PDFks2000n1Încă nu există evaluări
- Handouts - Anchor or Reinforcement HiltiDocument22 paginiHandouts - Anchor or Reinforcement HiltiAnonymous x9STa9100% (1)
- Flow Tek Ball Valve Selection Guide PDFDocument6 paginiFlow Tek Ball Valve Selection Guide PDFeghbali2255Încă nu există evaluări
- PRICED (R) - FBC Finishing PackageDocument1 paginăPRICED (R) - FBC Finishing PackagejatinÎncă nu există evaluări
- Galvanising of Hot Rolled Strip91 - 1Document8 paginiGalvanising of Hot Rolled Strip91 - 1Suvro ChakrabortyÎncă nu există evaluări
- Folded Plate Structures: Name: Ronak Rathod Sub: A.B.C.M Sem: 9ThDocument5 paginiFolded Plate Structures: Name: Ronak Rathod Sub: A.B.C.M Sem: 9ThronakÎncă nu există evaluări
- 1CF43 Female Metric L - Swivel 90° Elbow (24° Cone With O-Ring) ISO 12151-2 - SWEDocument1 pagină1CF43 Female Metric L - Swivel 90° Elbow (24° Cone With O-Ring) ISO 12151-2 - SWEEr.Amritpal SinghÎncă nu există evaluări
- Analysis Sheet For Direct & Indirect Unit Costs: MakingDocument2 paginiAnalysis Sheet For Direct & Indirect Unit Costs: Makingbilisuma sebokaÎncă nu există evaluări
- AWS SWPS MatrixDocument12 paginiAWS SWPS MatrixMalcolm DiamondÎncă nu există evaluări
- Sn60pb40 enDocument4 paginiSn60pb40 enEngineersSrbÎncă nu există evaluări
- Belt DatasheetDocument6 paginiBelt DatasheetKiki Marta DiansyahÎncă nu există evaluări
- Rebar SpecificationsDocument5 paginiRebar SpecificationsJeffrey James AvenidoÎncă nu există evaluări
- ITP Expansion Joint (Bridge)Document4 paginiITP Expansion Joint (Bridge)m2biz05Încă nu există evaluări
- Composite Counter-Weight Application in Washing Machine: Institute of Science and TechnologyDocument115 paginiComposite Counter-Weight Application in Washing Machine: Institute of Science and TechnologyHassanÎncă nu există evaluări
- Assignment 2: Construction Materials & MethodsDocument6 paginiAssignment 2: Construction Materials & MethodsYeasfi ArafÎncă nu există evaluări
- Cross Linking Fusion Bonded Epoxy Coated Hubless Cast Iron Pipes & Fittings To Din En877Document24 paginiCross Linking Fusion Bonded Epoxy Coated Hubless Cast Iron Pipes & Fittings To Din En877Max LimÎncă nu există evaluări
- Brochure Braskem Evance ENDocument2 paginiBrochure Braskem Evance ENMax TranÎncă nu există evaluări
- Landscape SpecDocument265 paginiLandscape SpecjemiÎncă nu există evaluări
- Structural Drawings PDFDocument4 paginiStructural Drawings PDFsoleb100% (13)
- Polymers Polymer MONOMER (Name & Structure) Uses Addition or Chain Growth PolymerDocument2 paginiPolymers Polymer MONOMER (Name & Structure) Uses Addition or Chain Growth PolymerYash KumarÎncă nu există evaluări
- Product Data Sheet Rosemount 114c Thermowells en 80170Document108 paginiProduct Data Sheet Rosemount 114c Thermowells en 80170Vitor BandeiraÎncă nu există evaluări
- Chryso-Reinjecto 8370 4441Document2 paginiChryso-Reinjecto 8370 4441velmurug_balaÎncă nu există evaluări
- List of Pending Activities (Ground Floor)Document2 paginiList of Pending Activities (Ground Floor)Abdur RehmanÎncă nu există evaluări
- Tends To Stay in Motion-INERTIADocument2 paginiTends To Stay in Motion-INERTIAelarab29Încă nu există evaluări
- 190AN4 FCZ101EKA r1 FCZ Level K 2 13 400V 3N 50HzDocument13 pagini190AN4 FCZ101EKA r1 FCZ Level K 2 13 400V 3N 50HzSilpa KrishnaveniÎncă nu există evaluări
- 2015 - Plate Spec Guide PDFDocument80 pagini2015 - Plate Spec Guide PDFDanny SeeÎncă nu există evaluări
- Resistance Equivalent Length FittingsDocument3 paginiResistance Equivalent Length FittingsRicardo DaclanÎncă nu există evaluări