S-ar putea să vă placă și
- 2012 - Numerical Simulation..Document9 pagini2012 - Numerical Simulation..Rizal NurdianÎncă nu există evaluări
- Zeng 2011Document4 paginiZeng 2011Juan Andres Diaz SalinasÎncă nu există evaluări
- Rate of Solidification of Aluminium Casting in Varying Wall Thickness of Cylindrical Metallic MouldsDocument12 paginiRate of Solidification of Aluminium Casting in Varying Wall Thickness of Cylindrical Metallic MouldsIslamElGalyÎncă nu există evaluări
- Study of Crystallization Kinetics of Peek Thermoplastics Using Nakamura EquationDocument6 paginiStudy of Crystallization Kinetics of Peek Thermoplastics Using Nakamura Equationchristofer kevinÎncă nu există evaluări
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysDe la EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysEvaluare: 1 din 5 stele1/5 (1)
- Modeling Solidification Microstructures of Steel Round Billets Obtained by Continuous CastingDocument6 paginiModeling Solidification Microstructures of Steel Round Billets Obtained by Continuous CastingmbgepÎncă nu există evaluări
- Effect of Deformation Twinning On Micro Structure and Texture Evolution During Cold Rolling of CP TitaniumDocument11 paginiEffect of Deformation Twinning On Micro Structure and Texture Evolution During Cold Rolling of CP TitaniumQi ChaoÎncă nu există evaluări
- Course Update: Ceramic MaterialsDocument7 paginiCourse Update: Ceramic Materialssayhigaurav07Încă nu există evaluări
- Modelling Macrosegregation in A 2.45 Ton Steel IngotDocument9 paginiModelling Macrosegregation in A 2.45 Ton Steel IngotsambitsahooÎncă nu există evaluări
- Fluid Flow and Inclusion Motion in Continuous Casting TundishesDocument11 paginiFluid Flow and Inclusion Motion in Continuous Casting TundishesAmiy SrivastavaÎncă nu există evaluări
- Coupled Models of Heat Transfer and Phase Transformation For The Run-Out Table in Hot RollingDocument8 paginiCoupled Models of Heat Transfer and Phase Transformation For The Run-Out Table in Hot RollingmirishoeibÎncă nu există evaluări
- Ijrras 6 1 07Document9 paginiIjrras 6 1 07abhinavgiri17Încă nu există evaluări
- Numerical Simulation of Side-Entry Bubbling ReactoDocument6 paginiNumerical Simulation of Side-Entry Bubbling ReactoMothish SivakumarÎncă nu există evaluări
- ANSYS Simulation of Temperature Distribution in Plate CastingDocument5 paginiANSYS Simulation of Temperature Distribution in Plate CastingManjunath ReddyÎncă nu există evaluări
- Strain and Stress Distribution in A Rotating Disk Made by 2D C/C Laminated CompositesDocument10 paginiStrain and Stress Distribution in A Rotating Disk Made by 2D C/C Laminated Compositesمجتبی فرامرزیÎncă nu există evaluări
- Numerical Analysis of Arc Characteristics of Splitting Process Considering Ferromagnetic Plate in Low-Voltage Arc Chamber Yang2010Document7 paginiNumerical Analysis of Arc Characteristics of Splitting Process Considering Ferromagnetic Plate in Low-Voltage Arc Chamber Yang2010ElimyÎncă nu există evaluări
- Numerical Simulation of Titanium Alloy Machining in Electric Discharge Machining ProcessDocument6 paginiNumerical Simulation of Titanium Alloy Machining in Electric Discharge Machining Processchiru1431Încă nu există evaluări
- Metals 09 00055Document11 paginiMetals 09 00055chandika herathÎncă nu există evaluări
- Simulation of thermal stress distribution in ceramic shellsDocument5 paginiSimulation of thermal stress distribution in ceramic shellsVy PhanÎncă nu există evaluări
- Effect of Different Types of Nozzles On Swirling Flow Development and Shell Growth Behavior in A Bloom Casting MoldDocument10 paginiEffect of Different Types of Nozzles On Swirling Flow Development and Shell Growth Behavior in A Bloom Casting MoldJJÎncă nu există evaluări
- Bratina 2005Document19 paginiBratina 2005Malek GolÎncă nu există evaluări
- TD ModellingDocument12 paginiTD ModellingshyamÎncă nu există evaluări
- 10.1515 - MSP 2016 0027Document8 pagini10.1515 - MSP 2016 0027G.L.R StudiosÎncă nu există evaluări
- Numerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakDocument9 paginiNumerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakHarris DanielÎncă nu există evaluări
- Failure Mode, Ferroelastic Behavior and Toughening Effect of Bismuth Titanate Ferroelectric Ceramics Under Uniaxial Compression LoadDocument11 paginiFailure Mode, Ferroelastic Behavior and Toughening Effect of Bismuth Titanate Ferroelectric Ceramics Under Uniaxial Compression Load张鹏Încă nu există evaluări
- Zikanov 2016Document11 paginiZikanov 2016habo XuÎncă nu există evaluări
- An Approach To Calculate Transient Heat Flow Through Multilayer Spherical StructuresDocument8 paginiAn Approach To Calculate Transient Heat Flow Through Multilayer Spherical StructuresSafaa Hameed Al NaseryÎncă nu există evaluări
- Stress Analysis of A Cylinder Subjected To ThermoDocument9 paginiStress Analysis of A Cylinder Subjected To ThermoCire BestÎncă nu există evaluări
- WEMDCD15 Turin FinalSubmittedDocument6 paginiWEMDCD15 Turin FinalSubmittedNoé Rafael Colorado SósolÎncă nu există evaluări
- 11IJAERS 1020209 Studyon PDFDocument10 pagini11IJAERS 1020209 Studyon PDFIJAERS JOURNALÎncă nu există evaluări
- CuZr GFADocument7 paginiCuZr GFAKibria ShabbirÎncă nu există evaluări
- Macroscopic Analysis of Time Dependent Plasticity in TiDocument6 paginiMacroscopic Analysis of Time Dependent Plasticity in TiAamir RazaÎncă nu există evaluări
- Development and Application of Dynamic Soft-Reduction Control Model To Slab Continuous Casting ProcessDocument8 paginiDevelopment and Application of Dynamic Soft-Reduction Control Model To Slab Continuous Casting ProcessHenrique SeverianoÎncă nu există evaluări
- Numerical Investigation of Turbulent Flow Through A Circular OrificeDocument8 paginiNumerical Investigation of Turbulent Flow Through A Circular OrificeCharan RajÎncă nu există evaluări
- Effect of Processing Parameters On Thermal Phenomena in Direct Laser Metallic Powder DepositionDocument6 paginiEffect of Processing Parameters On Thermal Phenomena in Direct Laser Metallic Powder Depositionsajjad moattarÎncă nu există evaluări
- Numerical Simulation of Flow and Heat Transfer Around Hexagonal CylinderDocument4 paginiNumerical Simulation of Flow and Heat Transfer Around Hexagonal CylinderTarek TarekÎncă nu există evaluări
- Air Blaster or CannonDocument9 paginiAir Blaster or CannonemailidabhiÎncă nu există evaluări
- Fundamental Approach to Designing a Single Vertical Lime KilnDocument9 paginiFundamental Approach to Designing a Single Vertical Lime KilnMohammad Ali TaghdiriÎncă nu există evaluări
- Fu 2008Document10 paginiFu 2008Sheyliitha TlvÎncă nu există evaluări
- Sdss Rio 2010 11 12 PDFDocument9 paginiSdss Rio 2010 11 12 PDFBoris Leal MartinezÎncă nu există evaluări
- Real-Time Modelling of Dynamic Behaviour For Clinker Rotary Kilns: Learning FromDocument17 paginiReal-Time Modelling of Dynamic Behaviour For Clinker Rotary Kilns: Learning Fromviktorija bezhovskaÎncă nu există evaluări
- 1 s2.0 S135964542200091X MainDocument8 pagini1 s2.0 S135964542200091X Mainzj xiaoÎncă nu există evaluări
- Convection Concentric Annulus Vertical Cylinders Filling Porous MediaDocument17 paginiConvection Concentric Annulus Vertical Cylinders Filling Porous MediakarthikeyanÎncă nu există evaluări
- 2012, Thermal Performance of 3D IC Integration TSVDocument8 pagini2012, Thermal Performance of 3D IC Integration TSVHassan IrshadÎncă nu există evaluări
- Numerical Investigation of 3D Flow and Thermal Effects in A Disc-Type TransformerDocument11 paginiNumerical Investigation of 3D Flow and Thermal Effects in A Disc-Type TransformerdgtzagaÎncă nu există evaluări
- 10 1016@j MSSP 2020 105553Document9 pagini10 1016@j MSSP 2020 105553Lokesh LokuÎncă nu există evaluări
- Materials Letters: Yongshang Tian, Yansheng Gong, Dawei Meng, Songquan CaoDocument3 paginiMaterials Letters: Yongshang Tian, Yansheng Gong, Dawei Meng, Songquan CaoSamah SamahÎncă nu există evaluări
- New Approach in Constitutive Modelling of Commercially Pure Titanium Thermo-Mechanical ProcessingDocument14 paginiNew Approach in Constitutive Modelling of Commercially Pure Titanium Thermo-Mechanical ProcessingJakub BańczerowskiÎncă nu există evaluări
- Mass Transport of Visco-Elastic Electrodes: Hardeep Singh TejaDocument3 paginiMass Transport of Visco-Elastic Electrodes: Hardeep Singh TejaKrishan Bir SinghÎncă nu există evaluări
- Transient Temperature Distribution in A Steel Rod Subjected To Friction WeldingDocument11 paginiTransient Temperature Distribution in A Steel Rod Subjected To Friction WeldingMuhammad Fatka FirmansyahÎncă nu există evaluări
- 2001 NBM&CWDocument11 pagini2001 NBM&CWAnoopBharathanÎncă nu există evaluări
- Numerical Investigation of Thermal Behavior and Melt Pool Morphology in Multi-Track Multi-Layer Selective Laser Melting of The 316L SteelDocument17 paginiNumerical Investigation of Thermal Behavior and Melt Pool Morphology in Multi-Track Multi-Layer Selective Laser Melting of The 316L Steelmechanical_saadÎncă nu există evaluări
- 1 s2.0 S2214157X22003604 MainDocument11 pagini1 s2.0 S2214157X22003604 MainLucas SantosÎncă nu există evaluări
- Modelling Microstructural and Mechanical Properties of Ferritic Ductile Cast IronDocument9 paginiModelling Microstructural and Mechanical Properties of Ferritic Ductile Cast IronpdonelanÎncă nu există evaluări
- Effect of The MgO Substitution For CuO On The Properties of CaCu3Ti4O12 CeramicsDocument8 paginiEffect of The MgO Substitution For CuO On The Properties of CaCu3Ti4O12 CeramicsAlan MartinsÎncă nu există evaluări
- Novel PTC (Major Project)Document10 paginiNovel PTC (Major Project)bsomashekarbÎncă nu există evaluări
- Temperature Field Calculation and Analysis Within Steel Tube Reinforced ColumnsDocument6 paginiTemperature Field Calculation and Analysis Within Steel Tube Reinforced ColumnsBatepola BacÎncă nu există evaluări
- Heat Transfer Modeling Exhaust Nozzle Gas Turbines TBC CoatingsDocument4 paginiHeat Transfer Modeling Exhaust Nozzle Gas Turbines TBC CoatingsBhavesh JainÎncă nu există evaluări
- Hot-Rolling and Microstructure Model for Dual-Phase SteelsDocument31 paginiHot-Rolling and Microstructure Model for Dual-Phase SteelsfdcarazoÎncă nu există evaluări
- AsdaDocument90 paginiAsdaCamiloRamirezSanabriaÎncă nu există evaluări
- A Review of Ballute Technology For Planetary AerocaptureDocument10 paginiA Review of Ballute Technology For Planetary AerocaptureCamiloRamirezSanabriaÎncă nu există evaluări
- Baby Bug Nov 17Document1 paginăBaby Bug Nov 17RocioDelPilarGilÎncă nu există evaluări
- UltimosTemas PDFDocument11 paginiUltimosTemas PDFCamiloRamirezSanabriaÎncă nu există evaluări
- Esrange Space Center PDFDocument24 paginiEsrange Space Center PDFAleem AzharÎncă nu există evaluări
- Dqch21 PDFDocument3 paginiDqch21 PDFNicolásMedranoÎncă nu există evaluări
- Wind VariationDocument40 paginiWind VariationCamiloRamirezSanabriaÎncă nu există evaluări
- Me423 Chapter 4Document75 paginiMe423 Chapter 4CamiloRamirezSanabriaÎncă nu există evaluări
- Dqch28 PDFDocument2 paginiDqch28 PDFCamiloRamirezSanabriaÎncă nu există evaluări
- Dxdiag OutputDocument33 paginiDxdiag OutputCamiloRamirezSanabriaÎncă nu există evaluări
- Installation GuideDocument1 paginăInstallation GuideCamiloRamirezSanabriaÎncă nu există evaluări
- 10steps RedditDocument29 pagini10steps RedditRoushie Nae Elarco BartolataÎncă nu există evaluări
- Rice Pudding Servings: 8 IngredientsDocument2 paginiRice Pudding Servings: 8 IngredientsCamiloRamirezSanabriaÎncă nu există evaluări
- 10steps RedditDocument29 pagini10steps RedditRoushie Nae Elarco BartolataÎncă nu există evaluări
- NaananaDocument19 paginiNaananaCamiloRamirezSanabriaÎncă nu există evaluări
- Alcohol Investigation ProjectDocument5 paginiAlcohol Investigation ProjectCamiloRamirezSanabriaÎncă nu există evaluări
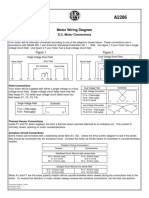
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 paginăMotor Wiring Diagram: D.C. Motor Connectionsczds6594Încă nu există evaluări
- DNB Paper - IDocument7 paginiDNB Paper - Isushil chaudhari100% (7)
- Lec9-Rock Cutting ToolsDocument35 paginiLec9-Rock Cutting ToolsAmraha NoorÎncă nu există evaluări
- Placenta Previa Case Study: Adefuin, Jay Rovillos, Noemie MDocument40 paginiPlacenta Previa Case Study: Adefuin, Jay Rovillos, Noemie MMikes CastroÎncă nu există evaluări
- (Razavi) Design of Analog Cmos Integrated CircuitsDocument21 pagini(Razavi) Design of Analog Cmos Integrated CircuitsNiveditha Nivi100% (1)
- Revolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationDocument14 paginiRevolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationKIU PUBLICATION AND EXTENSIONÎncă nu există evaluări
- Introduction To Finite Element Methods (2001) (En) (489s)Document489 paginiIntroduction To Finite Element Methods (2001) (En) (489s)green77parkÎncă nu există evaluări
- Awakening The MindDocument21 paginiAwakening The MindhhhumÎncă nu există evaluări
- STS Chapter 1 ReviewerDocument4 paginiSTS Chapter 1 ReviewerEunice AdagioÎncă nu există evaluări
- GIS AccidentsDocument5 paginiGIS Accidentsali110011Încă nu există evaluări
- Are Hypomineralized Primary Molars and Canines Associated With Molar-Incisor HypomineralizationDocument5 paginiAre Hypomineralized Primary Molars and Canines Associated With Molar-Incisor HypomineralizationDr Chevyndra100% (1)
- Lightwave Maya 3D TutorialsDocument8 paginiLightwave Maya 3D TutorialsrandfranÎncă nu există evaluări
- Maintenance Handbook On Compressors (Of Under Slung AC Coaches) PDFDocument39 paginiMaintenance Handbook On Compressors (Of Under Slung AC Coaches) PDFSandeepÎncă nu există evaluări
- Fraktur Dentoalevolar (Yayun)Document22 paginiFraktur Dentoalevolar (Yayun)Gea RahmatÎncă nu există evaluări
- Hypophosphatemic Rickets: Etiology, Clinical Features and TreatmentDocument6 paginiHypophosphatemic Rickets: Etiology, Clinical Features and TreatmentDeysi Blanco CohuoÎncă nu există evaluări
- Liquid Out, Temperature 25.5 °C Tube: M/gs P / WDocument7 paginiLiquid Out, Temperature 25.5 °C Tube: M/gs P / WGianra RadityaÎncă nu există evaluări
- 40 26Document3 pagini40 26Maxi452Încă nu există evaluări
- Flexibility Personal ProjectDocument34 paginiFlexibility Personal Projectapi-267428952100% (1)
- Features Integration of Differential Binomial: DX BX A X P N MDocument4 paginiFeatures Integration of Differential Binomial: DX BX A X P N Mابو سامرÎncă nu există evaluări
- Gotham City: A Study into the Darkness Reveals Dangers WithinDocument13 paginiGotham City: A Study into the Darkness Reveals Dangers WithinajÎncă nu există evaluări
- Diia Specification: Dali Part 252 - Energy ReportingDocument15 paginiDiia Specification: Dali Part 252 - Energy Reportingtufta tuftaÎncă nu există evaluări
- Man Instructions PDFDocument4 paginiMan Instructions PDFAleksandar NikolovskiÎncă nu există evaluări
- 1989 GMC Light Duty Truck Fuel and Emissions Including Driveability PDFDocument274 pagini1989 GMC Light Duty Truck Fuel and Emissions Including Driveability PDFRobert Klitzing100% (1)
- European GMP Annex 1 - 2008 Edition - 'Pmeasuring'Document3 paginiEuropean GMP Annex 1 - 2008 Edition - 'Pmeasuring'Khairul AnwarÎncă nu există evaluări
- Direct From: 1St Quarter 2020Document23 paginiDirect From: 1St Quarter 2020JeanÎncă nu există evaluări
- Antonovsky (1979)Document280 paginiAntonovsky (1979)M.Fakhrul Kurnia100% (1)
- Cyclograph User ManualDocument15 paginiCyclograph User ManualPeter BateÎncă nu există evaluări
- Seed SavingDocument21 paginiSeed SavingElectroPig Von FökkenGrüüven100% (2)
- Brochure Personal CareDocument38 paginiBrochure Personal CarechayanunÎncă nu există evaluări