S-ar putea să vă placă și
- Semana 4 Tecnologia Del Bioprocesamiento de La Cerveza Lager Tipo PilsenDocument37 paginiSemana 4 Tecnologia Del Bioprocesamiento de La Cerveza Lager Tipo PilsenMaribi AranaÎncă nu există evaluări
- Autoclave Modelo L - Ficha Tecnica PDFDocument2 paginiAutoclave Modelo L - Ficha Tecnica PDFJulio James ZeaÎncă nu există evaluări
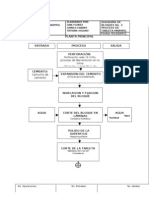
- Diagramas de Bloque MarmolDocument5 paginiDiagramas de Bloque Marmoltasoca100% (1)
- Sierra AndinaDocument13 paginiSierra AndinalucaÎncă nu există evaluări
- Sierra AndinaDocument12 paginiSierra AndinaMiguelAngelÎncă nu există evaluări
- Elaboración de CervezaDocument7 paginiElaboración de CervezaAlonso Granados NavarroÎncă nu există evaluări
- Informe Viaje HuancavelicaDocument10 paginiInforme Viaje HuancavelicaJose EscajadilloÎncă nu există evaluări
- Informe Coctel de Alagarrobina CORREGIDODocument17 paginiInforme Coctel de Alagarrobina CORREGIDOOscar Baquedano OlazabalÎncă nu există evaluări
- Informe de InvestigacionDocument53 paginiInforme de Investigacionkatty100% (2)
- La Cerveza MonografiaDocument23 paginiLa Cerveza MonografiaAlexandra Huertas RodriguezÎncă nu există evaluări
- CLARIFICACIÓNDocument4 paginiCLARIFICACIÓNGenesis Perez CastroÎncă nu există evaluări
- Numeración de Microorganismos Aerobios Mesófilos ViablesDocument6 paginiNumeración de Microorganismos Aerobios Mesófilos ViablesCelina Ramos CervantesÎncă nu există evaluări
- Practica 1Document12 paginiPractica 1Andrei YatacoÎncă nu există evaluări
- Cerveza de MaízDocument55 paginiCerveza de MaízAndy Barrios100% (1)
- II Destilado de Jugo de CañaDocument11 paginiII Destilado de Jugo de CañaBrian Guillermo Bustamante100% (1)
- PDF 319637704 Informe de Practica Profesional Cynthia PDF PDFPDF DDDocument138 paginiPDF 319637704 Informe de Practica Profesional Cynthia PDF PDFPDF DDRuben Nolasco MamaniÎncă nu există evaluări
- Desarrollo de La Industria Vitivinicola en El Peru - Docx, MikiDocument25 paginiDesarrollo de La Industria Vitivinicola en El Peru - Docx, MikiDavid Miguel Ramirez GarciaÎncă nu există evaluări
- Marco Teorico PPDocument9 paginiMarco Teorico PPLuisAlexRoaCondoriÎncă nu există evaluări
- La Realidad ProblemáticaDocument2 paginiLa Realidad ProblemáticaNei Escobar RamosÎncă nu există evaluări
- Fixture Serie A1 2023Document2 paginiFixture Serie A1 2023Diario de CuyoÎncă nu există evaluări
- Proyeccion Social - Abel 2017 IIDocument9 paginiProyeccion Social - Abel 2017 IIAbelÎncă nu există evaluări
- Metodos Estadisticos Beterraga FINALLLLLDocument24 paginiMetodos Estadisticos Beterraga FINALLLLLjesusÎncă nu există evaluări
- Proyecto Diseño de PlantaDocument120 paginiProyecto Diseño de PlantaLuis SalazarÎncă nu există evaluări
- Tesis Obtención de Licor de Sauco Por DestilaciónDocument173 paginiTesis Obtención de Licor de Sauco Por Destilaciónedwin ramos zavalaÎncă nu există evaluări
- HidromielDocument5 paginiHidromielKai R.100% (1)
- Man ConductimetroDocument2 paginiMan ConductimetroJorge Gustavo GoyecheaÎncă nu există evaluări
- Facultad de Ingeniería LaboratorioDocument16 paginiFacultad de Ingeniería LaboratorioAngel Florez SeguraÎncă nu există evaluări
- CACHAZADocument20 paginiCACHAZADavid Franszua Romero Larico100% (2)
- 6 Proceso de Elaboración de Vino Semi Seco Borgoña en La Empresa Viña Ocucaje S.A., 2022-2Document22 pagini6 Proceso de Elaboración de Vino Semi Seco Borgoña en La Empresa Viña Ocucaje S.A., 2022-2Celeste Purihuaman lopez100% (1)
- Sedimentacion (Autoguardado)Document74 paginiSedimentacion (Autoguardado)juanÎncă nu există evaluări
- Alo 2017Document43 paginiAlo 2017Lucía Alejandra Bustos GamarraÎncă nu există evaluări
- Ejercicios Cultivo Por Lote AlimentadoDocument3 paginiEjercicios Cultivo Por Lote AlimentadoIvan ParedesÎncă nu există evaluări
- Proceso de Producción de Cerveza Artesanal UcucháDocument6 paginiProceso de Producción de Cerveza Artesanal Ucucháliz andrea oncoy riveraÎncă nu există evaluări
- Entrega Informe Final - DELUVA - PYT - Informe - Mermelada - Uva PDFDocument85 paginiEntrega Informe Final - DELUVA - PYT - Informe - Mermelada - Uva PDFManuel Alvarez RodriguezÎncă nu există evaluări
- Deshidratacion OsmoticaDocument24 paginiDeshidratacion OsmoticaJose ReyesÎncă nu există evaluări
- Produccion de Licores de FantasiaDocument7 paginiProduccion de Licores de FantasialeslyÎncă nu există evaluări
- Informe Elab D CervezaDocument26 paginiInforme Elab D CervezaJavier Iman Vilchez80% (10)
- Informe de CaféDocument6 paginiInforme de CaféDaniel Radclinffe FloresÎncă nu există evaluări
- Informe de Vino TintoDocument8 paginiInforme de Vino TintoAngie EvangelistaÎncă nu există evaluări
- Trabajo de Investigacion BifactorialDocument18 paginiTrabajo de Investigacion Bifactorialjerry ponceÎncă nu există evaluări
- Informe de Elaboracion de CervezaDocument5 paginiInforme de Elaboracion de CervezaJhoan SuárezÎncă nu există evaluări
- Proyecto Elaboracion de Cafe de AlgarrobaDocument19 paginiProyecto Elaboracion de Cafe de AlgarrobaAlbert Tejerina BerdejaÎncă nu există evaluări
- Analisis de Acidez TitulableDocument5 paginiAnalisis de Acidez TitulableLouis Brossard Agurto100% (1)
- Informe Calor IntercambiadoresDocument11 paginiInforme Calor IntercambiadoresDaniela Florez BernalÎncă nu există evaluări
- Hidrocarburos CloradosDocument5 paginiHidrocarburos CloradosAlf CGÎncă nu există evaluări
- BiondiDocument4 paginiBiondiYeni Merma OlarteÎncă nu există evaluări
- Fabrica AzucareraDocument15 paginiFabrica AzucareraAnonymous 9MyjxqDhÎncă nu există evaluări
- Presentacion de Leches y Control de CalidadDocument76 paginiPresentacion de Leches y Control de CalidadLuzPiedadGalvisVillaÎncă nu există evaluări
- Balance de Materia Con Reaccion QuimicaDocument3 paginiBalance de Materia Con Reaccion QuimicaRv Magui100% (1)
- Aditivos Utilizados en La Industria Alimentaria, Que Causan Daños A La SaludDocument37 paginiAditivos Utilizados en La Industria Alimentaria, Que Causan Daños A La SaludxiuhtlatiÎncă nu există evaluări
- Analítica Práctica 1. Operaciones y Procesos Unitarios PDFDocument19 paginiAnalítica Práctica 1. Operaciones y Procesos Unitarios PDFWilder RiveraÎncă nu există evaluări
- HIDROMIELDocument3 paginiHIDROMIELJayke MaybiÎncă nu există evaluări
- Elaboración PiscoDocument7 paginiElaboración PiscoKAROLÎncă nu există evaluări
- Operacionalización de VariablesDocument1 paginăOperacionalización de VariablesPedro Jhony Damian VillanuevaÎncă nu există evaluări
- TC 2 Procesos Quimicos Jimmy Raul Aporte2Document14 paginiTC 2 Procesos Quimicos Jimmy Raul Aporte2Rodrigo SanabriaÎncă nu există evaluări
- Canvass Snacks de TocoshDocument1 paginăCanvass Snacks de TocoshXiomara Rozas PinedoÎncă nu există evaluări
- Arbol 1Document4 paginiArbol 1joseÎncă nu există evaluări
- HansDocument15 paginiHansyolanda reyes tanatricoÎncă nu există evaluări
- Monog. - Mermelada de Aji...Document19 paginiMonog. - Mermelada de Aji...Carlos Najarro Mejía50% (2)
- Fermentacion AlcoholicaDocument7 paginiFermentacion AlcoholicaheiderivanarbelaezÎncă nu există evaluări
- Monografia de Diagrama de IshikawaDocument20 paginiMonografia de Diagrama de IshikawaNaly Pérez GamarraÎncă nu există evaluări
- Comparación MultipleDocument3 paginiComparación MultipleNaly Pérez GamarraÎncă nu există evaluări
- Semana1b. Impacto de La Biotecnología en La Industrias AlimentariaDocument39 paginiSemana1b. Impacto de La Biotecnología en La Industrias AlimentariaNaly Pérez GamarraÎncă nu există evaluări
- Cia Internacional Del CafeDocument15 paginiCia Internacional Del CafeNaly Pérez GamarraÎncă nu există evaluări
- LDC Trabajo FinallDocument41 paginiLDC Trabajo FinallNaly Pérez GamarraÎncă nu există evaluări
- Presentación Desarrollo de Nuevos ProductosDocument5 paginiPresentación Desarrollo de Nuevos ProductosNaly Pérez GamarraÎncă nu există evaluări
- EcoDocument17 paginiEcoNaly Pérez GamarraÎncă nu există evaluări
- Envase de VidrioDocument2 paginiEnvase de VidrioNaly Pérez GamarraÎncă nu există evaluări
- Examen Parcial de Máquinas y Equipos para La Industria AlimentariaDocument22 paginiExamen Parcial de Máquinas y Equipos para La Industria AlimentariaNaly Pérez GamarraÎncă nu există evaluări
- Enrique Iglesias Es Muy GuapoDocument1 paginăEnrique Iglesias Es Muy GuapoNaly Pérez GamarraÎncă nu există evaluări
- El Enlatado Como Método Idóneo de Conservación de AlimentosDocument3 paginiEl Enlatado Como Método Idóneo de Conservación de AlimentosNaly Pérez GamarraÎncă nu există evaluări
- TERCER AVANCE EXPORTACION Naly y MecheDocument82 paginiTERCER AVANCE EXPORTACION Naly y MecheNaly Pérez GamarraÎncă nu există evaluări
- Sintesis Biotecnologico Del Glutamato MonosodicoDocument6 paginiSintesis Biotecnologico Del Glutamato MonosodicoNaly Pérez GamarraÎncă nu există evaluări
- Cómo Se Puede Usar La Tecnología de Obstáculos para Crear Embutidos Secos Más SegurosDocument3 paginiCómo Se Puede Usar La Tecnología de Obstáculos para Crear Embutidos Secos Más SegurosNaly Pérez GamarraÎncă nu există evaluări
- Cuestionario de Carnica NalyDocument9 paginiCuestionario de Carnica NalyNaly Pérez GamarraÎncă nu există evaluări
- Anexos ChorizoDocument3 paginiAnexos ChorizoNaly Pérez GamarraÎncă nu există evaluări
- CUESTIONARIO Queso de CerdoDocument7 paginiCUESTIONARIO Queso de CerdoNaly Pérez GamarraÎncă nu există evaluări
- Normas de Calidad para La Conservación de Las Tripas de CerdoDocument4 paginiNormas de Calidad para La Conservación de Las Tripas de CerdoNaly Pérez GamarraÎncă nu există evaluări
- Biotecnologia Alimentaria 3. Bebidas Alcohólicas No DestiladasDocument25 paginiBiotecnologia Alimentaria 3. Bebidas Alcohólicas No DestiladasNaly Pérez Gamarra100% (1)
- Ejemplo de Diagrama de Clúster - ColorDocument1 paginăEjemplo de Diagrama de Clúster - Colorvictor andres Marino QuintaziÎncă nu există evaluări
- Soldadura Por CosturaDocument7 paginiSoldadura Por CosturaRomano GalarzaÎncă nu există evaluări
- Cartilla Elaboracion Abono Organico Liquido (14!10!2015)Document22 paginiCartilla Elaboracion Abono Organico Liquido (14!10!2015)Dayana Chacon MoncadaÎncă nu există evaluări
- Espumas Mecanica Afff - ArDocument6 paginiEspumas Mecanica Afff - ArAlvaro ArayaÎncă nu există evaluări
- Ciclo Rankine - BasicoDocument57 paginiCiclo Rankine - BasicotanshinkouÎncă nu există evaluări
- Rio ChiliDocument2 paginiRio ChiliRaul VsÎncă nu există evaluări
- Produccion de AlcoholDocument19 paginiProduccion de Alcoholalemao cutyÎncă nu există evaluări
- Proceso THAIDocument13 paginiProceso THAIMarco Antonio FloresÎncă nu există evaluări
- Contaminación Del Aire en Lima Metropolitana PerúDocument9 paginiContaminación Del Aire en Lima Metropolitana PerúФиделий Родригес100% (1)
- 11 Solucion Gasificante L-8Document2 pagini11 Solucion Gasificante L-8RoterovÎncă nu există evaluări
- 6 Puntos Practica 3Document9 pagini6 Puntos Practica 3Yuber CcoaÎncă nu există evaluări
- Informe N 1 Mecánica de FluidosDocument5 paginiInforme N 1 Mecánica de FluidosAnddy Olortiga FÎncă nu există evaluări
- Dureza Del AguaDocument2 paginiDureza Del AguaJuMolCaÎncă nu există evaluări
- Estandarizacion CalibracionDocument25 paginiEstandarizacion CalibracionMarce Tabares HerreraÎncă nu există evaluări
- CARBOLINE Carbothane 8812 PDS 3-06 ESPAÑOL-LA PDFDocument2 paginiCARBOLINE Carbothane 8812 PDS 3-06 ESPAÑOL-LA PDFJoseph CureÎncă nu există evaluări
- Manual Bioquimica IiDocument70 paginiManual Bioquimica IiBrenda RodríguezÎncă nu există evaluări
- Examen Inricaba 2018Document2 paginiExamen Inricaba 2018Diego Fierro100% (3)
- Compuestos HeterociclicosDocument3 paginiCompuestos HeterociclicosFabian Alejandro VillarrealÎncă nu există evaluări
- AlginatoDocument3 paginiAlginatoEvelyn FloresÎncă nu există evaluări
- UNGÜENTODocument14 paginiUNGÜENTOChristopher Chavarria33% (3)
- Tablas de Conversión de Unidades y GráficosDocument14 paginiTablas de Conversión de Unidades y Gráficosfranco fernandezÎncă nu există evaluări
- 1er Avanse-ARTICULO REV. DE LIT - de Escoria de Hornos de Fundicio de AfirmadosDocument13 pagini1er Avanse-ARTICULO REV. DE LIT - de Escoria de Hornos de Fundicio de Afirmadosjeankarlos charcapeÎncă nu există evaluări
- BIOLUMINISCENCIADocument23 paginiBIOLUMINISCENCIAMaikol VargasÎncă nu există evaluări
- Clase9 Cap3 Clase6 Energía de GIBBS - Derivación y PropDocument86 paginiClase9 Cap3 Clase6 Energía de GIBBS - Derivación y PropDENNIS PABEL RAMIRO MAMANI SIMEONÎncă nu există evaluări
- Aguas TotusDocument2 paginiAguas Totusedward7guevara100% (1)
- Aceites y Grasas, DQO y DQODocument2 paginiAceites y Grasas, DQO y DQOLuis DÎncă nu există evaluări
- Diapositivas Tema. Equilibrio QuímicoDocument24 paginiDiapositivas Tema. Equilibrio QuímicoEnrique PinazoÎncă nu există evaluări
- Ensayo de Hidróxido de Amonio (NH OH) para Material Galvanizado y PintadoDocument21 paginiEnsayo de Hidróxido de Amonio (NH OH) para Material Galvanizado y PintadoJuan David Aparicio ValdesÎncă nu există evaluări
- Basf - MasterKure®HD 200 WB - PDF - 03 - 2020Document5 paginiBasf - MasterKure®HD 200 WB - PDF - 03 - 2020Andrés VásquezÎncă nu există evaluări
- Procesamiento de La Película Radiográfica y Critica Del NegativoDocument11 paginiProcesamiento de La Película Radiográfica y Critica Del NegativoirisÎncă nu există evaluări