S-ar putea să vă placă și
- TrazadoDocument27 paginiTrazadoSección de Procesos de Manufactura88% (16)
- Tipos de Roscas en PerforacionDocument1 paginăTipos de Roscas en Perforacionjose vilavila100% (1)
- Presentacion IngenieriaDocument16 paginiPresentacion Ingenieriarodrigo sobarzoÎncă nu există evaluări
- Trabajofinal (2) SeguridadDocument46 paginiTrabajofinal (2) Seguridadkeren benites100% (12)
- Ejercicios de FresadoDocument17 paginiEjercicios de FresadoGiovanniÎncă nu există evaluări
- INFORME JUEGO DE AJEDREZ FinalDocument30 paginiINFORME JUEGO DE AJEDREZ FinalSantiago UribeÎncă nu există evaluări
- Acabado SuperficialDocument25 paginiAcabado SuperficialJimmy Ballon100% (1)
- 2.2 Selección de Herramientas y Parámetros de CorteDocument26 pagini2.2 Selección de Herramientas y Parámetros de Cortejuan glezÎncă nu există evaluări
- Labo 2 ProcesosDocument6 paginiLabo 2 ProcesosAntuanet UcañanÎncă nu există evaluări
- Herramientas de BancoDocument44 paginiHerramientas de BancoAntuanet UcañanÎncă nu există evaluări
- Pozo A TierraDocument12 paginiPozo A TierraAntuanet Ucañan100% (1)
- DfythjfDocument1 paginăDfythjfAntuanet UcañanÎncă nu există evaluări
- Labo 4 Maq - EstaticasDocument33 paginiLabo 4 Maq - EstaticasAntuanet UcañanÎncă nu există evaluări
- Cuestionario 5-9Document4 paginiCuestionario 5-9Antuanet UcañanÎncă nu există evaluări
- Formato Informe de Tutoria para Ingresantes FieeDocument1 paginăFormato Informe de Tutoria para Ingresantes FieeAntuanet UcañanÎncă nu există evaluări
- Porta Herra-Viernes G01-0 A3Document10 paginiPorta Herra-Viernes G01-0 A3EstudianteÎncă nu există evaluări
- Propuesta de Mejora en Taller de Matricería: IntegrantesDocument16 paginiPropuesta de Mejora en Taller de Matricería: IntegrantesMaryan QuiñonesÎncă nu există evaluări
- Taller de Operaciones de Mecanizado en Banco No 1 (Puntos Del 1 Al 8)Document2 paginiTaller de Operaciones de Mecanizado en Banco No 1 (Puntos Del 1 Al 8)Nicolás PrietoÎncă nu există evaluări
- 1.3 Categoría de Los Procesos de FabricaciónDocument8 pagini1.3 Categoría de Los Procesos de FabricaciónRoberto Jair Arteaga ValenzuelaÎncă nu există evaluări
- GUIA DE PROCESOS DE MANUFACTURA 1 2013-Ene-A PDFDocument67 paginiGUIA DE PROCESOS DE MANUFACTURA 1 2013-Ene-A PDFAndrea PortalÎncă nu există evaluări
- Seguridad e HigieneDocument20 paginiSeguridad e HigienemonoheladoÎncă nu există evaluări
- 04 Utillaje para Maquinas HerramientaDocument82 pagini04 Utillaje para Maquinas HerramientaJeyson Chacon CastilloÎncă nu există evaluări
- Uf0883 Verificacion Del Producto Mecanizado Por Arranque de Viruta Online PDFDocument12 paginiUf0883 Verificacion Del Producto Mecanizado Por Arranque de Viruta Online PDFjanelaÎncă nu există evaluări
- 31-1 FORJA1.ppsxDocument55 pagini31-1 FORJA1.ppsxTomasÎncă nu există evaluări
- Artesanías de Colombia - Talla de Madera, PopayánDocument68 paginiArtesanías de Colombia - Talla de Madera, PopayánCarlos PaganiÎncă nu există evaluări
- Generalidades Sobre El Torno MecánicoDocument10 paginiGeneralidades Sobre El Torno Mecánicowilanderson correa salazarÎncă nu există evaluări
- Extractor de Poleas de 2 UñasDocument9 paginiExtractor de Poleas de 2 UñaskevinÎncă nu există evaluări
- Herramientas de CorteDocument3 paginiHerramientas de CorteOscar Cruz SalasÎncă nu există evaluări
- 04-Grafcet N3 19-1Document31 pagini04-Grafcet N3 19-1Andres CañonÎncă nu există evaluări
- Fme032 2Document0 paginiFme032 2Victor JimenezÎncă nu există evaluări
- Trabajo Sobre Piezas Mecanicas (Taladro, Torno, Fresado)Document63 paginiTrabajo Sobre Piezas Mecanicas (Taladro, Torno, Fresado)Nilson DíazÎncă nu există evaluări
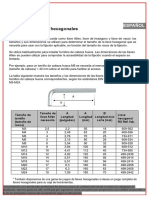
- Tabla de Llaves Hexagonales: EspañolDocument1 paginăTabla de Llaves Hexagonales: EspañolRister Casazola Blanco0% (2)
- Manuel Cordero Tarea S3Document8 paginiManuel Cordero Tarea S3Manuel Cordero HernandezÎncă nu există evaluări
- Vida Util Mes de Octubre 2010Document6 paginiVida Util Mes de Octubre 2010SeCtOr De ToDo Un PoCoÎncă nu există evaluări
- Texto Calculos TornoDocument104 paginiTexto Calculos TornoSantiago Sarmiento ValdiviaÎncă nu există evaluări
- Torneado Loya PDFDocument9 paginiTorneado Loya PDFsamuel HernandezÎncă nu există evaluări
- KP GP-30TDocument181 paginiKP GP-30TCarlos Gabriel EstergaardÎncă nu există evaluări