S-ar putea să vă placă și
- 66 Hablemos de Soldadura Año 2Document1 pagină66 Hablemos de Soldadura Año 2abraham.rodriguez.cwi246Încă nu există evaluări
- Analisis Del Proceso de Soldadura GTAW PDFDocument13 paginiAnalisis Del Proceso de Soldadura GTAW PDFabraham.rodriguez.cwi246Încă nu există evaluări
- 3M Soldadura Mascara PDFDocument72 pagini3M Soldadura Mascara PDFabraham.rodriguez.cwi246Încă nu există evaluări
- Curso para Certificacion de Inspectores de Soldadura PDFDocument753 paginiCurso para Certificacion de Inspectores de Soldadura PDFabraham.rodriguez.cwi246100% (4)
- 3M Soldadura Mascara PDFDocument72 pagini3M Soldadura Mascara PDFabraham.rodriguez.cwi246Încă nu există evaluări
- 60 Hablemos de Soldadura Año 2Document2 pagini60 Hablemos de Soldadura Año 2abraham.rodriguez.cwi246Încă nu există evaluări
- Aclaraciones de Paso PeregrinoDocument2 paginiAclaraciones de Paso Peregrinomvancoli75% (4)
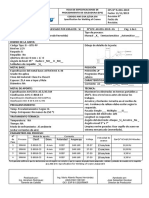
- 1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECDocument1 pagină1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECabraham.rodriguez.cwi246100% (1)
- 32 Hablemos de SoldaduraDocument3 pagini32 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27B Hablemos de SoldaduraDocument1 pagină27B Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECDocument1 pagină1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECabraham.rodriguez.cwi246100% (1)
- 45 Hablemos de SoldaduraDocument1 pagină45 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 1 Cómo Leer Un Tubo para Uso PetroleroDocument14 pagini1 Cómo Leer Un Tubo para Uso Petroleroabraham.rodriguez.cwi246Încă nu există evaluări
- 4 Hablemos de SoldaduraDocument2 pagini4 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Hablemos de Soldadura. AceroDocument2 paginiHablemos de Soldadura. Aceroabraham.rodriguez.cwi246Încă nu există evaluări
- 4 Hablemos de SoldaduraDocument2 pagini4 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27a Hablemos de SoldaduraDocument3 pagini27a Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 24 Hablemos de SoldaduraDocument3 pagini24 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Citodur 600Document1 paginăCitodur 600abraham.rodriguez.cwi246Încă nu există evaluări
- 42 Hablemos de SoldaduraDocument1 pagină42 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 21 Hablemos de SoldaduraDocument3 pagini21 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 19 Hablemos de SoldaduraDocument2 pagini19 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 22 Hablemos de SoldaduraDocument3 pagini22 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 34 Hablemos de SoldaduraDocument2 pagini34 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27c Hablemos de Soldadura GmawDocument1 pagină27c Hablemos de Soldadura Gmawabraham.rodriguez.cwi246Încă nu există evaluări
- Aws d1.5 PDFDocument42 paginiAws d1.5 PDFFernandoBravoÎncă nu există evaluări
- 27B Hablemos de SoldaduraDocument1 pagină27B Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27a Hablemos de SoldaduraDocument3 pagini27a Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Alicia Oliver RamirezDocument386 paginiAlicia Oliver RamirezcaprionÎncă nu există evaluări
- 1.2. Preguntas Problematizadoras PDFDocument6 pagini1.2. Preguntas Problematizadoras PDFOsvaldo Alan perez LópezÎncă nu există evaluări
- Guía 2 - Práctica Ensayo de CompresiónDocument4 paginiGuía 2 - Práctica Ensayo de CompresiónErick ArellanoÎncă nu există evaluări
- Catalogo Aceros LuchriherDocument21 paginiCatalogo Aceros Luchriheroscar GomezÎncă nu există evaluări
- Memoria de Calculo FinalDocument30 paginiMemoria de Calculo FinalGustavo VasquezÎncă nu există evaluări
- Problemas Resueltos 1 C TedraDocument5 paginiProblemas Resueltos 1 C TedraIsmael BernalÎncă nu există evaluări
- Materiales InteligentesDocument3 paginiMateriales InteligentesEsteban Correa PinzonÎncă nu există evaluări
- RefrigerantesDocument22 paginiRefrigerantesSantiagoCabanillasCarrascoÎncă nu există evaluări
- BRONCEDocument23 paginiBRONCEBryan Huaman Estsban100% (1)
- UNIDAD I Calor y Temperatura-APUNTDocument62 paginiUNIDAD I Calor y Temperatura-APUNTMemo252Încă nu există evaluări
- Constantes Elástoplásticas de Diferentes MaterialesDocument4 paginiConstantes Elástoplásticas de Diferentes MaterialesHenry ValenciaÎncă nu există evaluări
- Memoria Descriptiva de La Sra. Genoveva Cano FuentesDocument4 paginiMemoria Descriptiva de La Sra. Genoveva Cano FuentesmisaelÎncă nu există evaluări
- MANUALDocument31 paginiMANUALGuadalupe AlcaldeÎncă nu există evaluări
- Cómo Funcionan Los Sistemas de Encendido: Sistema Convencional de Encendido Con Punto de InterrupciónDocument2 paginiCómo Funcionan Los Sistemas de Encendido: Sistema Convencional de Encendido Con Punto de Interrupciónkevin lupu galanÎncă nu există evaluări
- Gas Real TermodinamicaDocument6 paginiGas Real TermodinamicaSantiagoÎncă nu există evaluări
- Semana01 S1Document14 paginiSemana01 S1Jiomaira Cotache MercadoÎncă nu există evaluări
- Propiedades MagneticasDocument22 paginiPropiedades MagneticasGladys Quispe LozaÎncă nu există evaluări
- Taller 5 Identificación de Compuestos A Partir de Propiedades MecánicasDocument3 paginiTaller 5 Identificación de Compuestos A Partir de Propiedades MecánicasSERGIO ANDRES RAMIREZ FLOREZÎncă nu există evaluări
- Momentos FlectoresDocument13 paginiMomentos FlectoresHardy C. YeckleÎncă nu există evaluări
- Lámparas Led Fallout - Proyecto BachilleratoDocument5 paginiLámparas Led Fallout - Proyecto BachilleratoAte YañezÎncă nu există evaluări
- Iberdrola2015 Catàleg CLAVEDDocument48 paginiIberdrola2015 Catàleg CLAVEDFerran MunyósÎncă nu există evaluări
- 2 Circuito SerieDocument4 pagini2 Circuito SerieissayÎncă nu există evaluări
- A Qu Se Refiere El T RminoDocument2 paginiA Qu Se Refiere El T RminoCedrick perezÎncă nu există evaluări
- Cap 12 - PopovDocument18 paginiCap 12 - PopovJuan Ramiro Barriga DianderasÎncă nu există evaluări
- Practica3 DurezaSDADSADDocument16 paginiPractica3 DurezaSDADSADMrulrerÎncă nu există evaluări
- Proyecto Refrigeracion 1Document12 paginiProyecto Refrigeracion 1Perico ZambranoÎncă nu există evaluări
- Practica1 Elt 2782 ADocument5 paginiPractica1 Elt 2782 ALuis Angel Quispe MachacaÎncă nu există evaluări
- A. Clase 1.Ppt. - TransferenciacalorDocument46 paginiA. Clase 1.Ppt. - Transferenciacalorfernandoalex16Încă nu există evaluări
- Diamagneticos, Paramagneticosferromagnéticos, Ferrimagnéticos y SuperparamagnéticosDocument17 paginiDiamagneticos, Paramagneticosferromagnéticos, Ferrimagnéticos y SuperparamagnéticosBellanira HerreraÎncă nu există evaluări
- Transferencia de CalorDocument12 paginiTransferencia de CalorSalomon FhÎncă nu există evaluări
- Clase 15-Ensayos de Materiales-2018Document44 paginiClase 15-Ensayos de Materiales-2018CrisÎncă nu există evaluări