S-ar putea să vă placă și
- Longwall Mining at Shallow Depth of Cover in IndiaDe la EverandLongwall Mining at Shallow Depth of Cover in IndiaÎncă nu există evaluări
- Newnes Radio and Electronics Engineer's Pocket Book: Revised by the Editorial Staff of Electronics Today InternationalDe la EverandNewnes Radio and Electronics Engineer's Pocket Book: Revised by the Editorial Staff of Electronics Today InternationalÎncă nu există evaluări
- Test Report CertificateDocument2 paginiTest Report CertificateBùi Việt100% (2)
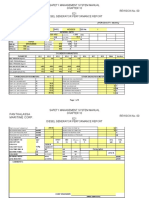
- Panthalassa Maritime Corp.: Safety Management System Manual E21 Diesel Generator Performance Report Revision No. 00Document6 paginiPanthalassa Maritime Corp.: Safety Management System Manual E21 Diesel Generator Performance Report Revision No. 00trobasÎncă nu există evaluări
- Notes: BedroomDocument1 paginăNotes: BedroomAbid AyubÎncă nu există evaluări
- Csu-Xu30vkq (Premium Inv) Start-Up ChecklistDocument2 paginiCsu-Xu30vkq (Premium Inv) Start-Up ChecklistBernar D Bo SanchezÎncă nu există evaluări
- Injection Pump Specification ©: Use Latest Revision For All Referenced DocumentsDocument4 paginiInjection Pump Specification ©: Use Latest Revision For All Referenced DocumentskhimkicityÎncă nu există evaluări
- Selection of Circuit BreakerDocument47 paginiSelection of Circuit Breakerconsultnadeem70100% (1)
- Fitvma - DBGF 633 - LDP: Icatalog NO:: 00-3843Document2 paginiFitvma - DBGF 633 - LDP: Icatalog NO:: 00-3843johnny sabinÎncă nu există evaluări
- Injection Pump Specification ©Document4 paginiInjection Pump Specification ©murillo_rodriguez8382Încă nu există evaluări
- Injection Pump Specification ©: Use Latest Revision For All Referenced DocumentsDocument4 paginiInjection Pump Specification ©: Use Latest Revision For All Referenced DocumentsMiguel RojasÎncă nu există evaluări
- Building Hvac Equipment Selection SummaryDocument1 paginăBuilding Hvac Equipment Selection SummarySerkanÎncă nu există evaluări
- General Notes and Specifications Air-Conditioning Lay-Out: Ground FloorDocument1 paginăGeneral Notes and Specifications Air-Conditioning Lay-Out: Ground Floorlewiss100% (2)
- Drawing PDFDocument18 paginiDrawing PDFJeremiah LangoeyÎncă nu există evaluări
- Check List of 6.6kv PanelDocument22 paginiCheck List of 6.6kv Panelsantoshkumar100% (1)
- Pos - Qu - M-24-2 - Generator Engine-Instruction ManualDocument247 paginiPos - Qu - M-24-2 - Generator Engine-Instruction Manualhan wint aungÎncă nu există evaluări
- TARGET-Mechanical With PriceDocument80 paginiTARGET-Mechanical With PriceDILSHAD AHEMADÎncă nu există evaluări
- 9452 SamsungDocument13 pagini9452 SamsungEdward José Chacín R.Încă nu există evaluări
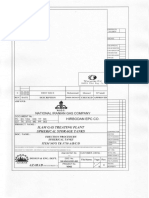
- Dokumen - Tips Spherical Tanks Erection ProcedureDocument9 paginiDokumen - Tips Spherical Tanks Erection ProcedureAhmad Tedjo RukmonoÎncă nu există evaluări
- MPS SampleDocument8 paginiMPS SampleMuhamad Amar Hakimmie SuhaimiÎncă nu există evaluări
- Workshoo Stanadyne 05872Document4 paginiWorkshoo Stanadyne 05872Kevin TtitoÎncă nu există evaluări
- Flow Serve Mechanical SealDocument5 paginiFlow Serve Mechanical SealMohamed MusaÎncă nu există evaluări
- 0260-110-04PE-PVM-U-060-02 BFP Sizing CalculationDocument17 pagini0260-110-04PE-PVM-U-060-02 BFP Sizing Calculationanil peralaÎncă nu există evaluări
- Integrated Fuel System Specification ©Document3 paginiIntegrated Fuel System Specification ©johnny sabinÎncă nu există evaluări
- 72-41-00-290-802-A - Borescope Inspection of Combustion Chamber and HPT Nozzle Guide VanesDocument95 pagini72-41-00-290-802-A - Borescope Inspection of Combustion Chamber and HPT Nozzle Guide VanesAndre SanarÎncă nu există evaluări
- STANADYNE DB4627-5762 PumpDocument4 paginiSTANADYNE DB4627-5762 Pumpmecanik.veracruzÎncă nu există evaluări
- Injection Pump Specification ©Document4 paginiInjection Pump Specification ©Kamel BelhibaÎncă nu există evaluări
- Accumulator Specifications AIR Dryer Unit Air Dryer Unit Specifications (Working Weight) ConsumerDocument5 paginiAccumulator Specifications AIR Dryer Unit Air Dryer Unit Specifications (Working Weight) ConsumerBenyamin heidariÎncă nu există evaluări
- Integrated Fuel System Specification ©Document3 paginiIntegrated Fuel System Specification ©johnny sabinÎncă nu există evaluări
- QAP Check ListDocument1 paginăQAP Check Listbed passÎncă nu există evaluări
- DTS Sme 39163 Pro 1022C - 01Document2 paginiDTS Sme 39163 Pro 1022C - 01Jairo Andres Romero QuirogaÎncă nu există evaluări
- Engineering Calculations: Ampacity CriteriaDocument2 paginiEngineering Calculations: Ampacity Criteriarettore84Încă nu există evaluări
- MMTC - Chiller Equipment Schedule - R0-10-08-2023Document8 paginiMMTC - Chiller Equipment Schedule - R0-10-08-2023rkpatel40Încă nu există evaluări
- r407c TM PDFDocument30 paginir407c TM PDFHoàngViệtAnhÎncă nu există evaluări
- Certificado de Avance de Obra #3: Contrato + Contrato Modific. #1Document9 paginiCertificado de Avance de Obra #3: Contrato + Contrato Modific. #1EnzoÎncă nu există evaluări
- Turbine O&M ManualDocument83 paginiTurbine O&M ManualMohammed MuzzamilÎncă nu există evaluări
- SA - 980 - P - 11405 - Tank Level Transmitter Rev T02Document1 paginăSA - 980 - P - 11405 - Tank Level Transmitter Rev T02altipatlarÎncă nu există evaluări
- 6 - Generator Protection Setting Example 5-0801Document41 pagini6 - Generator Protection Setting Example 5-0801fgdfgdfÎncă nu există evaluări
- HVAC BOQ - HOSPITAL at KozhikkodeDocument7 paginiHVAC BOQ - HOSPITAL at KozhikkodeVysakhan KrishnanÎncă nu există evaluări
- Avk MNDocument11 paginiAvk MNSMIC SMICÎncă nu există evaluări
- Injection Pump Specification ©Document4 paginiInjection Pump Specification ©LIONN SOFTWARESÎncă nu există evaluări
- Test Sertifikasi: Kiraç Galvaniz Telekom Metal Mak - İnş.El - San.Ve Tic.A.ŞDocument3 paginiTest Sertifikasi: Kiraç Galvaniz Telekom Metal Mak - İnş.El - San.Ve Tic.A.ŞBeytullah KurnalıÎncă nu există evaluări
- 13 NumberDocument1 pagină13 NumberDonÎncă nu există evaluări
- C050203 - 0710 - 1110 - E - RGL - Specter Summit - FULL - 0Document34 paginiC050203 - 0710 - 1110 - E - RGL - Specter Summit - FULL - 0Dennis ArhinÎncă nu există evaluări
- Encapsulados Ensayos E2 C2 F1Document4 paginiEncapsulados Ensayos E2 C2 F1fgdfgdfÎncă nu există evaluări
- 1416 MC MDS V 104 - Rev.0Document5 pagini1416 MC MDS V 104 - Rev.0KrunalÎncă nu există evaluări
- HICO Induction Motor Data SheetDocument1 paginăHICO Induction Motor Data Sheetdreams.realiser8681Încă nu există evaluări
- Air Handling Unit Schedule: Attachment 1Document15 paginiAir Handling Unit Schedule: Attachment 1charadeg100Încă nu există evaluări
- Red Dist. PamparqueDocument5 paginiRed Dist. PamparqueAnonymous XdrDJAÎncă nu există evaluări
- Injection Pump Specification ©Document4 paginiInjection Pump Specification ©murillo_rodriguez8382Încă nu există evaluări
- Confined Space Ventilation Requirements - D - RTRDocument3 paginiConfined Space Ventilation Requirements - D - RTRawq.pablo90Încă nu există evaluări
- 0 1 2 Raffreddamento R9: Jacketed Vessel Heat Transfer NDFC XXDocument2 pagini0 1 2 Raffreddamento R9: Jacketed Vessel Heat Transfer NDFC XXPhượng NguyễnÎncă nu există evaluări
- Sello Mecanico Recomendado: Project SummaryDocument3 paginiSello Mecanico Recomendado: Project SummaryhufuentsÎncă nu există evaluări
- Csu-Xu9 24vkq (Premium Inv) Start-Up ChecklistDocument8 paginiCsu-Xu9 24vkq (Premium Inv) Start-Up ChecklistBernar D Bo SanchezÎncă nu există evaluări
- 05 Process Datasheet Annexure-PDocument1 pagină05 Process Datasheet Annexure-PpdilgnfcÎncă nu există evaluări
- Approved - 400kV LADocument22 paginiApproved - 400kV LAGuru MishraÎncă nu există evaluări
- Design DataDocument29 paginiDesign DatakalyanikishoreÎncă nu există evaluări
- Injection Pump Specification ©Document4 paginiInjection Pump Specification ©Alejandro Manzano CumpianÎncă nu există evaluări
- Prathna Alloys WC6 Page-2Document1 paginăPrathna Alloys WC6 Page-2Kishan ChauhanÎncă nu există evaluări
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesDe la EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesÎncă nu există evaluări
- National Content FormatDocument2 paginiNational Content FormatmaupatasÎncă nu există evaluări
- Dryout ScheduleDocument1 paginăDryout SchedulemaupatasÎncă nu există evaluări
- Acid Cleaning & Passivation Procedure (Include MSDS) .Document1 paginăAcid Cleaning & Passivation Procedure (Include MSDS) .maupatasÎncă nu există evaluări
- Module System Is A Family of Versatile High: Product Information SheetDocument3 paginiModule System Is A Family of Versatile High: Product Information SheetmaupatasÎncă nu există evaluări
- R2B-P3-206-03-H-PL-MFA220-01405 - A (FA-21617) Mod-ModelDocument1 paginăR2B-P3-206-03-H-PL-MFA220-01405 - A (FA-21617) Mod-ModelmaupatasÎncă nu există evaluări
- 3-116-10 Grid Support and BaffleDocument1 pagină3-116-10 Grid Support and BafflemaupatasÎncă nu există evaluări
- 9-51-6 Plot Plan Design Criteria For Process Units-10389-3Document16 pagini9-51-6 Plot Plan Design Criteria For Process Units-10389-3maupatasÎncă nu există evaluări
- Pyro-Bloc M Design and Installation Manual: Thermal CeramicsDocument13 paginiPyro-Bloc M Design and Installation Manual: Thermal Ceramicsmagdy.kamel6528Încă nu există evaluări
- Module System Is A Family of Versatile High: Product Information SheetDocument3 paginiModule System Is A Family of Versatile High: Product Information SheetmaupatasÎncă nu există evaluări
- Acid Cleaning & Passivation Procedure (Include MSDS) .Document1 paginăAcid Cleaning & Passivation Procedure (Include MSDS) .maupatasÎncă nu există evaluări
- Dry-Out Refractory Schedule: HoursDocument4 paginiDry-Out Refractory Schedule: HoursmaupatasÎncă nu există evaluări
- Pyro-Bloc M Design and Installation Manual: Thermal CeramicsDocument13 paginiPyro-Bloc M Design and Installation Manual: Thermal Ceramicsmagdy.kamel6528Încă nu există evaluări
- DT-21401 1800 X 9300 - 70 - SKIRTDocument65 paginiDT-21401 1800 X 9300 - 70 - SKIRTmaupatasÎncă nu există evaluări
- Pyro-Bloc M Module: Design and Installation GuidelinesDocument20 paginiPyro-Bloc M Module: Design and Installation GuidelinesAnonymous xaayU9b9GÎncă nu există evaluări
- ConversionDocument1 paginăConversionCosmin CinciÎncă nu există evaluări
- 4110-19 - e Sheet 4Document1 pagină4110-19 - e Sheet 4maupatasÎncă nu există evaluări
- Dimensional 4111-1c-dDocument1 paginăDimensional 4111-1c-dmaupatasÎncă nu există evaluări
- GPE-16 Refractory Concrete Installation Procedure R. 1pdfDocument12 paginiGPE-16 Refractory Concrete Installation Procedure R. 1pdfmaupatas100% (1)
- Shipping Marks En2 Rev. 1Document2 paginiShipping Marks En2 Rev. 1maupatasÎncă nu există evaluări
- CONTROL DE SANDBLAST EVM II+transportationDocument1 paginăCONTROL DE SANDBLAST EVM II+transportationmaupatasÎncă nu există evaluări
- RM 27608-14B Rev ADocument18 paginiRM 27608-14B Rev AmaupatasÎncă nu există evaluări
- Tuer CasDocument1 paginăTuer CasmaupatasÎncă nu există evaluări
- Foster Wheeler Mexicana Exxon Baytown Project Job Schedule Client: AMECFWDocument1 paginăFoster Wheeler Mexicana Exxon Baytown Project Job Schedule Client: AMECFWmaupatasÎncă nu există evaluări
- Closing Plates Forming Subpanels InstructiveDocument1 paginăClosing Plates Forming Subpanels InstructivemaupatasÎncă nu există evaluări
- Repair Report Inspection NCR. No. 5 SPGDocument5 paginiRepair Report Inspection NCR. No. 5 SPGmaupatasÎncă nu există evaluări
- Punch ListDocument1 paginăPunch ListmaupatasÎncă nu există evaluări
- Inhibit T MsdsDocument4 paginiInhibit T MsdsmaupatasÎncă nu există evaluări
- Repair Report Inspection NCR. No. 5 SPGDocument5 paginiRepair Report Inspection NCR. No. 5 SPGmaupatasÎncă nu există evaluări
- Drain PotDocument1 paginăDrain PotmaupatasÎncă nu există evaluări
- Pre Check: 1. Vgrs System DescriptionDocument8 paginiPre Check: 1. Vgrs System DescriptionNickÎncă nu există evaluări
- Structural Concept - Helix StructureDocument6 paginiStructural Concept - Helix StructurebistsushantÎncă nu există evaluări
- AIP Puducherry Aerodrome, IndiaDocument13 paginiAIP Puducherry Aerodrome, Indiass khadriÎncă nu există evaluări
- SavcaEugeniu (CV) byDocument4 paginiSavcaEugeniu (CV) bySavcaÎncă nu există evaluări
- Material Handling System and ASRS PDFDocument13 paginiMaterial Handling System and ASRS PDFHarsh PatelÎncă nu există evaluări
- ReportDocument13 paginiReportMamta SindhuÎncă nu există evaluări
- 3000w Inverter Parts ListDocument6 pagini3000w Inverter Parts ListayoowuyeÎncă nu există evaluări
- AMM - JAT - A318/A319/A320/A321 REV DATE: May 01/2022 Tail Number - MSN - FSN: CC-AWK - 09328 - 102Document5 paginiAMM - JAT - A318/A319/A320/A321 REV DATE: May 01/2022 Tail Number - MSN - FSN: CC-AWK - 09328 - 102Andre SanarÎncă nu există evaluări
- Comparative Study of P&O and Inc MPPT AlgorithmsDocument7 paginiComparative Study of P&O and Inc MPPT AlgorithmsVinod KohliÎncă nu există evaluări
- Production Support ProcessDocument15 paginiProduction Support ProcesssantoshÎncă nu există evaluări
- f77 f55 User ManualDocument36 paginif77 f55 User ManualGabi GabrielÎncă nu există evaluări
- EEC 319 Engineer in The Society DocumentDocument3 paginiEEC 319 Engineer in The Society Documentgodspower odior100% (1)
- Dry ContactsDocument2 paginiDry ContactsDiwakar MishraÎncă nu există evaluări
- SOM One Linear PDFDocument88 paginiSOM One Linear PDFDinuSkyÎncă nu există evaluări
- GC120 Outline Rev SGDocument2 paginiGC120 Outline Rev SGsong perezÎncă nu există evaluări
- CAG Report On Antrix-Devas DealDocument76 paginiCAG Report On Antrix-Devas DealCanary Trap100% (1)
- Rossler Chaotic Circuit and It's Application For Communication SecureDocument10 paginiRossler Chaotic Circuit and It's Application For Communication SecureMada Sanjaya WsÎncă nu există evaluări
- Led Linear Emergency 2021Document4 paginiLed Linear Emergency 2021Sugumaran LakshmananÎncă nu există evaluări
- Batteries and Primitive Survival Ebook 2008+ PDFDocument333 paginiBatteries and Primitive Survival Ebook 2008+ PDFOceanÎncă nu există evaluări
- Check List For Chilled Water Secondary Pump: Sl. No Description RemarksDocument2 paginiCheck List For Chilled Water Secondary Pump: Sl. No Description Remarkssiruslara6491Încă nu există evaluări
- Dental CementDocument74 paginiDental CementAisha samreenÎncă nu există evaluări
- Highway Engineering B 1Document8 paginiHighway Engineering B 1Angelica TolentinoÎncă nu există evaluări
- Symbolic TBDocument512 paginiSymbolic TBJanet LeongÎncă nu există evaluări
- Die Casting Process & Design Gate & ParametersDocument113 paginiDie Casting Process & Design Gate & ParametersEr Tarun Patel100% (1)
- Pso MPPTDocument10 paginiPso MPPTDileep GÎncă nu există evaluări
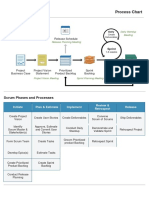
- Procesos SCRUMDocument2 paginiProcesos SCRUMRoseÎncă nu există evaluări
- Notice - Odd Sem End Semester Examinations 2022-23 - Phase 2 - Procedure - 020223Document1 paginăNotice - Odd Sem End Semester Examinations 2022-23 - Phase 2 - Procedure - 020223pritamchandra007Încă nu există evaluări
- Keystone - GR SeriesDocument16 paginiKeystone - GR SeriesMohd Khairi Mohd NorzianÎncă nu există evaluări
- STK412 150 Sanyo PDFDocument4 paginiSTK412 150 Sanyo PDFroger.Încă nu există evaluări
- SG-05 Safety Guideline For Illumination at WorkplaceDocument5 paginiSG-05 Safety Guideline For Illumination at WorkplacebsrchandruÎncă nu există evaluări