S-ar putea să vă placă și
- Pipeline Flow AssuranceDocument40 paginiPipeline Flow AssurancePablo R. Jimenez SalcesÎncă nu există evaluări
- l6 Flow Assurance - 15pagesDocument16 paginil6 Flow Assurance - 15pagesAdetula Bamidele Opeyemi100% (1)
- Flow AssuranceDocument29 paginiFlow Assurancevelu2317Încă nu există evaluări
- Flow AssuranceDocument58 paginiFlow AssuranceAbdomatar100% (2)
- Flow Assurance For Subsea Tie BacksDocument18 paginiFlow Assurance For Subsea Tie BacksDaniel InemughaÎncă nu există evaluări
- 1 Intro To MF Hydraulics UpdDocument38 pagini1 Intro To MF Hydraulics UpdHoang Nguyen MinhÎncă nu există evaluări
- Flow AssuranceDocument10 paginiFlow Assurancesri9987Încă nu există evaluări
- Flow Assurance HomeworkDocument9 paginiFlow Assurance HomeworkLívia Costa MelloÎncă nu există evaluări
- Ormen Lange Subsea Production SystemDocument3 paginiOrmen Lange Subsea Production Systemssmanian68100% (2)
- 2.surface FacilitiesDocument40 pagini2.surface Facilitiesdinesh_hsenidÎncă nu există evaluări
- USB - James Holbeach - Subsea Awareness Course - SUT 2014-JWHPrintDocument95 paginiUSB - James Holbeach - Subsea Awareness Course - SUT 2014-JWHPrintsolicocoÎncă nu există evaluări
- Flow Assurance Presentation - Rune Time 2Document31 paginiFlow Assurance Presentation - Rune Time 2Mô DionÎncă nu există evaluări
- Flow Assurance - AOEDocument19 paginiFlow Assurance - AOEAmeya SaneÎncă nu există evaluări
- Flow Assurance in Subsea Production 01Document54 paginiFlow Assurance in Subsea Production 01Festus AdeyemoÎncă nu există evaluări
- Gas Flow Measurement PDFDocument63 paginiGas Flow Measurement PDFMahathir Che Ap100% (4)
- The Cleaning Operations Study of Gas Wells Blowing Lines From Fluid Sand Mechanical ContaminationDocument19 paginiThe Cleaning Operations Study of Gas Wells Blowing Lines From Fluid Sand Mechanical ContaminationNazarii HedzykÎncă nu există evaluări
- Injection Water Treatment PDFDocument61 paginiInjection Water Treatment PDFMahathir Che Ap100% (5)
- Flow Assurance StudyDocument7 paginiFlow Assurance StudyAlejandra AriasÎncă nu există evaluări
- OLGA Simulation PresentationDocument16 paginiOLGA Simulation PresentationVu Tran100% (1)
- Cranfield Flow Assurance MSCDocument12 paginiCranfield Flow Assurance MSCJamesGascoineÎncă nu există evaluări
- Flow AssuranceDocument7 paginiFlow AssuranceMubarik AliÎncă nu există evaluări
- Flow AssuranceDocument47 paginiFlow Assuranceabhi1648665100% (1)
- Basic Subsea Pipeline Engineering TrainingDocument6 paginiBasic Subsea Pipeline Engineering TrainingGodwinÎncă nu există evaluări
- Oil & Gas Separation Book 2 PDFDocument47 paginiOil & Gas Separation Book 2 PDFMahathir Che Ap100% (4)
- Considerations in Designing Multiphase Flow LinesDocument8 paginiConsiderations in Designing Multiphase Flow LinesCuando la dictadura es un hecho, la Revolución es un derechoÎncă nu există evaluări
- Flow AssuranceDocument80 paginiFlow AssuranceArief IhsanÎncă nu există evaluări
- L02 - Flow AssuranceDocument27 paginiL02 - Flow AssuranceU Kyaw Kyaw Naing100% (4)
- Chemical Injection Corrosion ControlDocument9 paginiChemical Injection Corrosion ControlYordan Perdomo100% (1)
- Background: 1 Slugging Caused by PiggingDocument33 paginiBackground: 1 Slugging Caused by PiggingGary Jones100% (1)
- Flow Assurance IntroductionDocument71 paginiFlow Assurance IntroductionClement ChimaÎncă nu există evaluări
- Flowstation PHDocument5 paginiFlowstation PHViya Fariku100% (1)
- Flow Assurance GuideDocument128 paginiFlow Assurance GuideBassem83% (6)
- Water Injection 2011Document113 paginiWater Injection 2011Kosan Namnam100% (1)
- Heat Transfre Subsea PipelinesDocument34 paginiHeat Transfre Subsea Pipelinesatils100% (1)
- Module 2.1 - Basic Flow Assurance PDFDocument13 paginiModule 2.1 - Basic Flow Assurance PDFAyuku KidaÎncă nu există evaluări
- Flow Assurance Study For A Waxy Crude Oil PDFDocument73 paginiFlow Assurance Study For A Waxy Crude Oil PDFhhvgÎncă nu există evaluări
- Tuv Nel - Evaluation of Roxar MPFM2600 Multiphase Flowmeter PDFDocument23 paginiTuv Nel - Evaluation of Roxar MPFM2600 Multiphase Flowmeter PDFReza GhanavatiÎncă nu există evaluări
- Black Powder in PipelineDocument3 paginiBlack Powder in Pipelinesrlodhi100% (1)
- Deep Water PipelineDocument9 paginiDeep Water PipelineAnna Yunita Sitompul100% (1)
- Advanced Flow AssuranceDocument123 paginiAdvanced Flow AssuranceThành Bk100% (5)
- Journal Pipeline Engineering 2013Document76 paginiJournal Pipeline Engineering 2013JAbidMukarrom100% (1)
- MPFM Handbook Revision2 2005 ISBN-82-91341-89-3Document115 paginiMPFM Handbook Revision2 2005 ISBN-82-91341-89-3Enyerberht Castañeda BritoÎncă nu există evaluări
- Pipenet and OLGA ComparisonDocument2 paginiPipenet and OLGA Comparisonvijay_jv0% (1)
- Kupe Flow AssuranceDocument71 paginiKupe Flow Assurancemctimlim100% (3)
- Presentation Slides Flow Assurance PDFDocument15 paginiPresentation Slides Flow Assurance PDFYan LaksanaÎncă nu există evaluări
- Heat Transfer in Olga 2000Document11 paginiHeat Transfer in Olga 2000Akin MuhammadÎncă nu există evaluări
- Material Selection For Flare TipsDocument200 paginiMaterial Selection For Flare Tipscanakyuz100% (2)
- Topside Processing SystemDocument9 paginiTopside Processing SystemasyrafÎncă nu există evaluări
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 paginiOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranÎncă nu există evaluări
- Petroleum Gas Compression Workbook 4 PDFDocument21 paginiPetroleum Gas Compression Workbook 4 PDFMahathir Che Ap100% (1)
- Part 2 - Single Phase FlowDocument34 paginiPart 2 - Single Phase FlowAbd Rashid Abd AzizÎncă nu există evaluări
- Oil & Gas BasicsDocument46 paginiOil & Gas Basicsnguyendan81985Încă nu există evaluări
- Produced Water HandlingDocument20 paginiProduced Water Handlingk yongÎncă nu există evaluări
- Lab Analysis: 1. Downhole Fluid SamplingDocument1 paginăLab Analysis: 1. Downhole Fluid SamplingSyafiq JaafarÎncă nu există evaluări
- Code General Design GuideDocument12 paginiCode General Design Guidec_nghiaÎncă nu există evaluări
- Natural Gas Hydrates in Flow AssuranceDe la EverandNatural Gas Hydrates in Flow AssuranceCarolyn Ann KohEvaluare: 5 din 5 stele5/5 (1)
- Intake and Outfall Structures - SchermDocument4 paginiIntake and Outfall Structures - SchermMurali KrishnaÎncă nu există evaluări
- Proven Methods For Design and Operation of Gas Plant Liquid Slug Catching Equipment Gpa 2001 PDFDocument33 paginiProven Methods For Design and Operation of Gas Plant Liquid Slug Catching Equipment Gpa 2001 PDFace4200100% (1)
- Slug Catcher Design and Operation PDFDocument33 paginiSlug Catcher Design and Operation PDFDigitalMastersTXÎncă nu există evaluări
- Day1 - 3 - Piping Stress AnalysisDocument10 paginiDay1 - 3 - Piping Stress Analysisramaswamy konarÎncă nu există evaluări
- Effect of Viscosity On PumpsDocument4 paginiEffect of Viscosity On PumpsChemkhiÎncă nu există evaluări
- TB8108 Double Disc Rupture Disc AssembliesDocument6 paginiTB8108 Double Disc Rupture Disc AssembliesChemkhiÎncă nu există evaluări
- 50 Chemical Injection System Access Fitting Assemblies - 50-DS Revc PDFDocument19 pagini50 Chemical Injection System Access Fitting Assemblies - 50-DS Revc PDFChemkhiÎncă nu există evaluări
- Injection / Sampling Systems Fixed: " ", 1" 1 " and 2" NPT Configurations "Document2 paginiInjection / Sampling Systems Fixed: " ", 1" 1 " and 2" NPT Configurations "ChemkhiÎncă nu există evaluări
- 50 Chemical Injection System Access Fitting Assemblies - 50-DS RevcDocument19 pagini50 Chemical Injection System Access Fitting Assemblies - 50-DS RevcChemkhiÎncă nu există evaluări
- Designing and Validating A Safety Instrumented System (SIS) and Its Role in Process Safety ManagementDocument14 paginiDesigning and Validating A Safety Instrumented System (SIS) and Its Role in Process Safety ManagementChemkhi100% (1)
- t06 PDFDocument3 paginit06 PDFChemkhiÎncă nu există evaluări
- Engineeringpracticejan2016 PDFDocument17 paginiEngineeringpracticejan2016 PDFChemkhiÎncă nu există evaluări
- Application Note Application NoteDocument10 paginiApplication Note Application NoteChemkhiÎncă nu există evaluări
- GAPS Guidelines: Dry Chemical Extinguishing SystemsDocument3 paginiGAPS Guidelines: Dry Chemical Extinguishing SystemsChemkhiÎncă nu există evaluări
- Bag In-Bag Out CamfilDocument12 paginiBag In-Bag Out CamfilbinhjukiÎncă nu există evaluări
- Cavitation InducedDocument46 paginiCavitation InducedgustavoÎncă nu există evaluări
- Om - S70 Metric - 11 - 2014Document30 paginiOm - S70 Metric - 11 - 2014TucumánElectricidadIndustrialÎncă nu există evaluări
- Hydraulic Control Valve (Manual Controls) (E Series Coil) - S630Document5 paginiHydraulic Control Valve (Manual Controls) (E Series Coil) - S630Edgar SanchezÎncă nu există evaluări
- Offcon DNV Zorro SkidDocument6 paginiOffcon DNV Zorro SkiddakidofdaboomÎncă nu există evaluări
- KM385BT ㌫ࡇḤ⋩ᵪ䈤᰾Җ: Diesel Engine Model Km385Bt Series Operation ManualDocument24 paginiKM385BT ㌫ࡇḤ⋩ᵪ䈤᰾Җ: Diesel Engine Model Km385Bt Series Operation ManualFlavio Edison QÎncă nu există evaluări
- Taurus 70 IplDocument308 paginiTaurus 70 IplRanjan Shankar89% (9)
- Consew CSM1000 InstructionsDocument2 paginiConsew CSM1000 InstructionsJose Eduardo Vargas AngaritaÎncă nu există evaluări
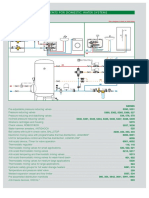
- Components For Domestic Water Systems: This Diagram Is Just An IndicationDocument22 paginiComponents For Domestic Water Systems: This Diagram Is Just An Indicationravi00098Încă nu există evaluări
- Bfe API 6a ValvesDocument32 paginiBfe API 6a ValvesAldo P WicaksanaÎncă nu există evaluări
- Motion in One DimensionDocument37 paginiMotion in One DimensionManthan Sharma75% (4)
- 1174-Powder Flow PDFDocument6 pagini1174-Powder Flow PDFDymas AlfyanÎncă nu există evaluări
- In Uence of Type of Loading (Tension or Bending) On Cracking Behaviour of Reinforced Concrete Elements. Experimental StudyDocument26 paginiIn Uence of Type of Loading (Tension or Bending) On Cracking Behaviour of Reinforced Concrete Elements. Experimental Studydmt7nzztcmÎncă nu există evaluări
- Adr Design RulesDocument14 paginiAdr Design RulesLucas MundayÎncă nu există evaluări
- Operating Manual SV 550Document14 paginiOperating Manual SV 550juan manuel sierra solisÎncă nu există evaluări
- Edexcel GCE: Mechanics M4Document28 paginiEdexcel GCE: Mechanics M4yvg95Încă nu există evaluări
- SunSaluter Water Solar Tracker ProcedureDocument10 paginiSunSaluter Water Solar Tracker ProcedureVivek AnandÎncă nu există evaluări
- Braking System-1Document16 paginiBraking System-1CASAQUI LVAÎncă nu există evaluări
- SR Energy Services: No. 24, 6th Street, Iyyappa Nagar, Madipakkam, Chennai-600091Document1 paginăSR Energy Services: No. 24, 6th Street, Iyyappa Nagar, Madipakkam, Chennai-600091sadhanaÎncă nu există evaluări
- Iso 4413 2010 en PDFDocument11 paginiIso 4413 2010 en PDFDiego Lima BarretoÎncă nu există evaluări
- Pneumatic Vice PDFDocument44 paginiPneumatic Vice PDFmathan kumar50% (2)
- Assignment No: 1: - Bilateral Tolearnces - Unilateral TolerancesDocument11 paginiAssignment No: 1: - Bilateral Tolearnces - Unilateral Tolerancesmahesh chaudhariÎncă nu există evaluări
- 001 R0 RNT Design of Closed PortionDocument37 pagini001 R0 RNT Design of Closed PortionrohanZorbaÎncă nu există evaluări
- TTC Om enDocument16 paginiTTC Om enNico Natanael SÎncă nu există evaluări
- Pegasus FerroliDocument6 paginiPegasus Ferrolimarius_brkt6284Încă nu există evaluări
- D-155 - 3 Cylinder Diesel Engine (01/75 - 12/85) 00 - Complete Machine 08-11 - Valve LeverDocument4 paginiD-155 - 3 Cylinder Diesel Engine (01/75 - 12/85) 00 - Complete Machine 08-11 - Valve LeverMANUALESÎncă nu există evaluări
- JMEUT Volume 50 Issue 4 Pages 45-49Document5 paginiJMEUT Volume 50 Issue 4 Pages 45-49Behi GhÎncă nu există evaluări
- Model Predictive Direct Torque Control Methods For SpeedDocument25 paginiModel Predictive Direct Torque Control Methods For SpeedAayush PatidarÎncă nu există evaluări
- Liao 2007 A Review of Fish Swimming Mechanics and Behaviour in Altered FlowsDocument21 paginiLiao 2007 A Review of Fish Swimming Mechanics and Behaviour in Altered FlowsMarcos Paulo SoaresÎncă nu există evaluări
- Dehumidification Process by Desiccant Wheel in Air ConditioningDocument3 paginiDehumidification Process by Desiccant Wheel in Air ConditioningEr. Ramji TripathiÎncă nu există evaluări