S-ar putea să vă placă și
- 507 Mechanical Movements: Mechanisms and DevicesDe la Everand507 Mechanical Movements: Mechanisms and DevicesEvaluare: 4 din 5 stele4/5 (28)
- Emergency Roping and Bouldering: Survival Roping, Rock-Climbing, and Knot Tying: Survival FitnessDe la EverandEmergency Roping and Bouldering: Survival Roping, Rock-Climbing, and Knot Tying: Survival FitnessÎncă nu există evaluări
- Belt DriveDocument34 paginiBelt DriveGaurav Kumar GuptaÎncă nu există evaluări
- Recommendations For Machine Design: Siegling TransilonDocument20 paginiRecommendations For Machine Design: Siegling Transilondesky nguyenÎncă nu există evaluări
- T08 - Belts system - Lý Nhật Huy - Trần Tiến Đạt - Tạ Ngọc TríDocument29 paginiT08 - Belts system - Lý Nhật Huy - Trần Tiến Đạt - Tạ Ngọc TríĐạt PhạmÎncă nu există evaluări
- Lab No 2 Meen201101037Document14 paginiLab No 2 Meen201101037Ali MunawarÎncă nu există evaluări
- Belt Tracking GuideDocument13 paginiBelt Tracking GuideWinston NoelÎncă nu există evaluări
- DMM BeltsDocument40 paginiDMM Belts21B65A0347 THARIGOPULA SAI KUMARÎncă nu există evaluări
- Notes BME 5 &6Document22 paginiNotes BME 5 &6eldhosekjnitÎncă nu există evaluări
- 01 Belt DriveDocument54 pagini01 Belt DrivessÎncă nu există evaluări
- Mech and Mach CH 2Document48 paginiMech and Mach CH 2SYEDA VANIZA NAVED STUDENTÎncă nu există evaluări
- Conveyor SpecsDocument8 paginiConveyor SpecsPrashant TankÎncă nu există evaluări
- Belt and Chain DriveDocument37 paginiBelt and Chain DriveeldhosekjnitÎncă nu există evaluări
- Belt DrivesDocument35 paginiBelt DrivesKelvin Kindice MapurisaÎncă nu există evaluări
- 305-Fms Recommendation Machine Design enDocument20 pagini305-Fms Recommendation Machine Design envhbernaltÎncă nu există evaluări
- Chapter 17 - Flexible Mechanical ElementsDocument52 paginiChapter 17 - Flexible Mechanical ElementsMd.jahidul IslamÎncă nu există evaluări
- Design of Transmission SystemsDocument51 paginiDesign of Transmission SystemsSurya PrakashÎncă nu există evaluări
- Mini Project - Belt DriveDocument21 paginiMini Project - Belt Drivelolu pandey100% (2)
- Fund. of Mechanical Drives Short VerDocument112 paginiFund. of Mechanical Drives Short VerKirby Lanz RosalesÎncă nu există evaluări
- Flexible Mechanical Elements: BeltsDocument10 paginiFlexible Mechanical Elements: BeltsRenzo Amiquero CrispinÎncă nu există evaluări
- Belt DrivesDocument11 paginiBelt Drivesabduallah rabahÎncă nu există evaluări
- Flexible ConnectorsDocument10 paginiFlexible ConnectorsEdward Simon ResterioÎncă nu există evaluări
- Pullies and ChainsDocument76 paginiPullies and ChainsAMCFC BlueÎncă nu există evaluări
- BeltDocument58 paginiBeltWilson Lim100% (1)
- Glosarios de Correas Transportadoras Letras M - Z y Archivo AdicionalDocument63 paginiGlosarios de Correas Transportadoras Letras M - Z y Archivo AdicionalJosé BocicÎncă nu există evaluări
- Belt Conv. PresentationDocument19 paginiBelt Conv. PresentationPrashant Kumar mishraÎncă nu există evaluări
- Lab I Dr. Imran Ali: Mct-211 L Engineering Mechanics (Dynamics)Document8 paginiLab I Dr. Imran Ali: Mct-211 L Engineering Mechanics (Dynamics)Mian Imran AliÎncă nu există evaluări
- Recommendations For Constructing and Calculating Conveyors: Modular BeltsDocument20 paginiRecommendations For Constructing and Calculating Conveyors: Modular BeltshimubuetÎncă nu există evaluări
- Belt TransmissionDocument15 paginiBelt TransmissionSurf tubeÎncă nu există evaluări
- Geometrical & Mechanical Engineering Drawing-CAPE Unit II: Belt DrivesDocument3 paginiGeometrical & Mechanical Engineering Drawing-CAPE Unit II: Belt DrivesOlusegun OlugbadeÎncă nu există evaluări
- Belt Drive SystemDocument37 paginiBelt Drive SystemHaris ShahidÎncă nu există evaluări
- Belt DriveDocument16 paginiBelt DriveRuben Ruiperez Salas100% (1)
- Winding Class Notes PDFDocument32 paginiWinding Class Notes PDFAkash ThuleÎncă nu există evaluări
- 2 Snatch Block AssemblyDocument17 pagini2 Snatch Block AssemblysoniÎncă nu există evaluări
- Belt DrivesDocument10 paginiBelt DrivesJyoti ChoudharyÎncă nu există evaluări
- Ring Spinning PDFDocument45 paginiRing Spinning PDFNazmul-HassanÎncă nu există evaluări
- 1st 3rd Ye Mechanism (1) - CompressedDocument147 pagini1st 3rd Ye Mechanism (1) - CompressedSurf tubeÎncă nu există evaluări
- Belt DriveDocument76 paginiBelt DrivehaymanotÎncă nu există evaluări
- Flexible Mechanical ElementsDocument10 paginiFlexible Mechanical ElementsJithesh GopalÎncă nu există evaluări
- Belt Drived Running SystemDocument15 paginiBelt Drived Running SystemPREM KUMAR BUGATAÎncă nu există evaluări
- Me138p-2 E02 Belts Group 5Document102 paginiMe138p-2 E02 Belts Group 5Yohan ManaligodÎncă nu există evaluări
- 2 - Power TransmissionDocument30 pagini2 - Power TransmissionAmarjeet Singh (Assistant Professor- Mechanical Engineer)Încă nu există evaluări
- Belt Conveyors PDFDocument23 paginiBelt Conveyors PDFNitesh Singh100% (1)
- BeltsDocument2 paginiBeltsmech118Încă nu există evaluări
- Pulleys and Belt DrivesDocument16 paginiPulleys and Belt DrivesRAHUL16398Încă nu există evaluări
- Puli Dan RantaiDocument15 paginiPuli Dan RantaiWahyu SaputraÎncă nu există evaluări
- Filatex Project - O & M MANUAL - VOLUME I OF IIDocument48 paginiFilatex Project - O & M MANUAL - VOLUME I OF IID.V.S.S Ram PrasadÎncă nu există evaluări
- 206 Fms Prolink Constructing and Calculating Conveyors enDocument16 pagini206 Fms Prolink Constructing and Calculating Conveyors enhbookÎncă nu există evaluări
- Types of BeltsDocument5 paginiTypes of BeltsMichael Huffman50% (2)
- Belt DriveDocument12 paginiBelt DrivePrabir Kumar PatiÎncă nu există evaluări
- Belt Theory: Friction Drives - V-Belts and V-Ribbed BeltsDocument7 paginiBelt Theory: Friction Drives - V-Belts and V-Ribbed BeltsSai Sudheer KattaÎncă nu există evaluări
- ConveyorDocument14 paginiConveyorchenkok_90Încă nu există evaluări
- Chapter 1 Belt Drive SystemDocument44 paginiChapter 1 Belt Drive Systemshazwani zamriÎncă nu există evaluări
- Quiz No 1: Barometer, Piezometer, Manometer, Differential ManometerDocument32 paginiQuiz No 1: Barometer, Piezometer, Manometer, Differential ManometerAsif NawazÎncă nu există evaluări
- Machine Elements ReviewerDocument4 paginiMachine Elements ReviewerJohn Carlo Balucio LlaveÎncă nu există evaluări
- BeltsDocument72 paginiBeltsbt21109007 Atulya SharmaÎncă nu există evaluări
- Banda en VDocument3 paginiBanda en Vfrank_esparzaÎncă nu există evaluări
- Shafting, Pulleys, Belting and Rope TransmissionDe la EverandShafting, Pulleys, Belting and Rope TransmissionÎncă nu există evaluări
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingDe la EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingÎncă nu există evaluări
- How To Handle Difficult Filtration Applications?: October 5, 2021Document42 paginiHow To Handle Difficult Filtration Applications?: October 5, 2021nicolasÎncă nu există evaluări
- Contitech Conveyor Belt Splicing ManualGoodyearBeltingDocument27 paginiContitech Conveyor Belt Splicing ManualGoodyearBeltingseba101986100% (1)
- 266 enDocument20 pagini266 ennicolasÎncă nu există evaluări
- Energies: Analysis of Reasons For Reduced Strength of Multiply Conveyor Belt SplicesDocument21 paginiEnergies: Analysis of Reasons For Reduced Strength of Multiply Conveyor Belt SplicesnicolasÎncă nu există evaluări
- ThesisDocument106 paginiThesisnicolasÎncă nu există evaluări
- Hot Splicing of Rubber Conveyor Belts With Fabric PliesDocument28 paginiHot Splicing of Rubber Conveyor Belts With Fabric PliesMahmoud Nael100% (3)
- CBG2332ST en Cold Repair Steel Cable ConremaDocument24 paginiCBG2332ST en Cold Repair Steel Cable ConremanicolasÎncă nu există evaluări
- Does / Do Not: Doesn'tDocument4 paginiDoes / Do Not: Doesn'tnicolasÎncă nu există evaluări
- Clase 6 - Job - Ability - Simple Past Positive Negative QuestionsDocument12 paginiClase 6 - Job - Ability - Simple Past Positive Negative QuestionsnicolasÎncă nu există evaluări
- Beltsiflex: Exceline Special BeltsDocument4 paginiBeltsiflex: Exceline Special BeltsnicolasÎncă nu există evaluări
- BoardDocument3 paginiBoardnicolasÎncă nu există evaluări
- Regular and Irregular VerbsDocument5 paginiRegular and Irregular VerbsMonserrath :p100% (1)
- Clase 5 - My Routine - Prepositions - Go Verbing - Special OcasionsDocument19 paginiClase 5 - My Routine - Prepositions - Go Verbing - Special OcasionsnicolasÎncă nu există evaluări
- Rubber Conveyor Belts Steel CordsDocument4 paginiRubber Conveyor Belts Steel CordsnicolasÎncă nu există evaluări
- HITA Manufacturing Tolerances ENDocument1 paginăHITA Manufacturing Tolerances ENnicolasÎncă nu există evaluări
- Rubber Conveyor Belts Mono PlyDocument4 paginiRubber Conveyor Belts Mono PlynicolasÎncă nu există evaluări
- Rubber Conveyor Belts RIP ProtectionDocument4 paginiRubber Conveyor Belts RIP ProtectionnicolasÎncă nu există evaluări
- Facility Organization Leads To ProfitDocument1 paginăFacility Organization Leads To ProfitnicolasÎncă nu există evaluări
- Technical Criteria of QR:: Details of Meg (Material Enlistment Group) 1.0 MEG No. 2.0 MEG DescriptionDocument9 paginiTechnical Criteria of QR:: Details of Meg (Material Enlistment Group) 1.0 MEG No. 2.0 MEG DescriptionnicolasÎncă nu există evaluări
- Rip ProtectionDocument4 paginiRip ProtectionnicolasÎncă nu există evaluări
- Rubber Conveyor Belt Splice Cure CalculationDocument7 paginiRubber Conveyor Belt Splice Cure CalculationnicolasÎncă nu există evaluări
- Steel Cord Conveyor Belts Technical Information Phoenix Conveyor Belt Systems GMBHDocument3 paginiSteel Cord Conveyor Belts Technical Information Phoenix Conveyor Belt Systems GMBHMahmoud HanafyÎncă nu există evaluări
- Splice Training EN CR 19Document2 paginiSplice Training EN CR 19nicolasÎncă nu există evaluări
- Research Article: Analysis of Strength Factors of Steel Cord Conveyor Belt Splices Based On The FEMDocument10 paginiResearch Article: Analysis of Strength Factors of Steel Cord Conveyor Belt Splices Based On The FEMnicolasÎncă nu există evaluări
- Volume 7 Issue 73Document2 paginiVolume 7 Issue 73nicolasÎncă nu există evaluări
- ContiTech Retrofitting Rip Protect Loop Manual - Version 20150915 ANTENADocument8 paginiContiTech Retrofitting Rip Protect Loop Manual - Version 20150915 ANTENAnicolasÎncă nu există evaluări
- Heavy-Weight Conveyor Belt: Installation and Fabrication ServicesDocument2 paginiHeavy-Weight Conveyor Belt: Installation and Fabrication ServicesnicolasÎncă nu există evaluări
- Volume 7 Issue 73Document2 paginiVolume 7 Issue 73nicolasÎncă nu există evaluări
- Conveyor Belt DamageDocument8 paginiConveyor Belt DamagenicolasÎncă nu există evaluări
- Rips and Grooves From Foreign ObjectsDocument1 paginăRips and Grooves From Foreign ObjectsnicolasÎncă nu există evaluări
- CSTSB4/N4: M4 Sized Stud Type Terminal Blocks, Suitable For Operation With Screwdriver and Nut DriverDocument2 paginiCSTSB4/N4: M4 Sized Stud Type Terminal Blocks, Suitable For Operation With Screwdriver and Nut Driversamiransw2014Încă nu există evaluări
- MCL 311 Lab 4 PDFDocument29 paginiMCL 311 Lab 4 PDFAditya SheoranÎncă nu există evaluări
- Reinforced Concrete Design of A 5 Storey Seminary Main BuildingDocument117 paginiReinforced Concrete Design of A 5 Storey Seminary Main Buildingjedsclement100% (1)
- EMH332 Tutorial 4Document1 paginăEMH332 Tutorial 4Chris ZiyuenÎncă nu există evaluări
- Duct Design For "Super" SupermarketDocument47 paginiDuct Design For "Super" Supermarketkevin_thian_1100% (4)
- Wa5471ab SeriesDocument41 paginiWa5471ab SeriesJahangir JinguÎncă nu există evaluări
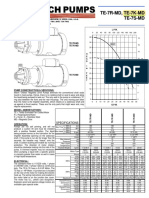
- Manual March Te-7k-MdDocument2 paginiManual March Te-7k-MdjoseÎncă nu există evaluări
- 06 Muttoni FernandezDocument47 pagini06 Muttoni FernandezAltin CeroÎncă nu există evaluări
- 1 - Firewater Piping Spec - DIDocument2 pagini1 - Firewater Piping Spec - DISuezie Iella100% (1)
- Flexible Design - Geo Synthetic LCR MethodDocument14 paginiFlexible Design - Geo Synthetic LCR MethodartiÎncă nu există evaluări
- Sonic PDFDocument527 paginiSonic PDFEdgardoCadaganÎncă nu există evaluări
- Eaton - Gen 3 (Auto & UltraShift) .18 Speed With Push Button (AutoShift)Document5 paginiEaton - Gen 3 (Auto & UltraShift) .18 Speed With Push Button (AutoShift)Diego LiraÎncă nu există evaluări
- Piston Rings GuideDocument5 paginiPiston Rings GuideAshok BishtÎncă nu există evaluări
- Daihatsu Terios II J200, J210, J211 2006-2014 Air ConditionerDocument68 paginiDaihatsu Terios II J200, J210, J211 2006-2014 Air ConditionerBadis Ait HammouÎncă nu există evaluări
- Project Report: Nit KurukshetraDocument18 paginiProject Report: Nit Kurukshetrajatin virmaniÎncă nu există evaluări
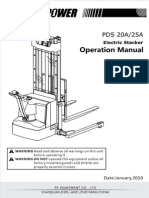
- Manual de Servicio ES12-25WADocument38 paginiManual de Servicio ES12-25WARonald PiedrahitaÎncă nu există evaluări
- Problem Sheet 3 Heat, Work and The First Law of Thermodynamics PDFDocument4 paginiProblem Sheet 3 Heat, Work and The First Law of Thermodynamics PDFS DÎncă nu există evaluări
- ASME Pressure Vessel Design PDFDocument62 paginiASME Pressure Vessel Design PDFhilwan sultonÎncă nu există evaluări
- Filter PartnumberDocument1.019 paginiFilter PartnumberjaijeyenderÎncă nu există evaluări
- The New 911 GT3 RS and 911 GT3: Extreme TruthDocument52 paginiThe New 911 GT3 RS and 911 GT3: Extreme TruthGonzalo Bautista Gatica100% (2)
- Fatigue Process in Beams of Reinforced Concrete Bridges - A Literature ReviewDocument8 paginiFatigue Process in Beams of Reinforced Concrete Bridges - A Literature ReviewFernandoÎncă nu există evaluări
- Cylinder Pressure-Relief Devices: Safetygram 15Document4 paginiCylinder Pressure-Relief Devices: Safetygram 15johnÎncă nu există evaluări
- Proforma Invoice: Bill ToDocument2 paginiProforma Invoice: Bill ToExpert Trading & Ttechnical ServicesÎncă nu există evaluări
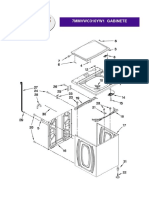
- 7MMVWC310YW11Document8 pagini7MMVWC310YW11Relavson RefaccionesÎncă nu există evaluări
- Aerodynamic DragDocument486 paginiAerodynamic Draggswicke gmailÎncă nu există evaluări
- MAE3241 Ch01 IntroductionDocument20 paginiMAE3241 Ch01 Introductionmblaskovich2010Încă nu există evaluări
- Honda Cm185 Workshop ManualDocument206 paginiHonda Cm185 Workshop ManualGerman HurtadoÎncă nu există evaluări
- GPB 180Document1 paginăGPB 180sungkarsÎncă nu există evaluări
- 01 Excelon FiltersDocument16 pagini01 Excelon Filtersalex_alfonso9407Încă nu există evaluări
- Anti-Seismic Gas Installation Systems For Households: ContactDocument2 paginiAnti-Seismic Gas Installation Systems For Households: ContactCak NhassÎncă nu există evaluări