S-ar putea să vă placă și
- Southern Marine Engineering Desk Reference: Second Edition Volume IiDe la EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiÎncă nu există evaluări
- Ceb 2 1114 Engine Bearing Failures Brochure PDFDocument39 paginiCeb 2 1114 Engine Bearing Failures Brochure PDFAlessandro Maia100% (2)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesDe la EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesEvaluare: 5 din 5 stele5/5 (1)
- Retiming CamshaftDocument1 paginăRetiming CamshaftArun SÎncă nu există evaluări
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualDe la EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualÎncă nu există evaluări
- Crankshaft TerminologyDocument16 paginiCrankshaft TerminologySathistrnpcÎncă nu există evaluări
- Common Rail Fuel Injection Technology in Diesel EnginesDe la EverandCommon Rail Fuel Injection Technology in Diesel EnginesÎncă nu există evaluări
- Symptoms of A Blown Head GasketDocument5 paginiSymptoms of A Blown Head GasketSandeep Swami G Elugu100% (2)
- The Role of Engine Oil Viscosity in Low Temperature Cranking and Starting: Prepared Under the Auspices of the SAE Fuels and Lubricants ActivityDe la EverandThe Role of Engine Oil Viscosity in Low Temperature Cranking and Starting: Prepared Under the Auspices of the SAE Fuels and Lubricants ActivityÎncă nu există evaluări
- Diesel Engine ConstructionDocument53 paginiDiesel Engine ConstructionLasse HansenÎncă nu există evaluări
- Piston DamageDocument104 paginiPiston Damagemicol53Încă nu există evaluări
- Variable Geometry TurbochargerDocument3 paginiVariable Geometry TurbochargerSAGUNTHVELÎncă nu există evaluări
- 8 Ways Monitor Measure Marine Engine PerformanceDocument3 pagini8 Ways Monitor Measure Marine Engine PerformanceDwein Ocampo AguilarÎncă nu există evaluări
- CrankshaftDocument126 paginiCrankshaftRishab Sharma100% (1)
- Connecting Rod B.E. BoltsDocument16 paginiConnecting Rod B.E. BoltsAnjaana PrashantÎncă nu există evaluări
- Cylinder LubricationDocument8 paginiCylinder LubricationVinay Kumar Neelam100% (1)
- 8 Common Problems Found in Steering Gear System of ShipsDocument5 pagini8 Common Problems Found in Steering Gear System of ShipsNorman prattÎncă nu există evaluări
- Air Start ExplosionDocument12 paginiAir Start ExplosionsahilimuÎncă nu există evaluări
- Diesel EngineDocument145 paginiDiesel EngineDenstar Ricardo Silalahi100% (1)
- Man New Piston RingsDocument3 paginiMan New Piston RingsMario AndrewÎncă nu există evaluări
- Fuel Injector NozzlesDocument10 paginiFuel Injector NozzlesHenrik KunzkeÎncă nu există evaluări
- C10752595 PDFDocument208 paginiC10752595 PDFmohamedIGCMO100% (1)
- Hydrodynamic or Full Fluid Film LubricationDocument59 paginiHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanÎncă nu există evaluări
- MC Engines Service Experience: Cylinder Condition, Design Updates, and Reliability ImprovementsDocument12 paginiMC Engines Service Experience: Cylinder Condition, Design Updates, and Reliability ImprovementsHarpreet Singh100% (1)
- Cylinder Oil Drain Engine Performance AnalysisDocument14 paginiCylinder Oil Drain Engine Performance AnalysisRoshan D'silvaÎncă nu există evaluări
- Motor Caterpillar 3512cDocument16 paginiMotor Caterpillar 3512chugo1983100% (1)
- Marine Diesel EngineDocument5 paginiMarine Diesel Enginemy generalÎncă nu există evaluări
- V222TI Operation & Maintenance ManualDocument294 paginiV222TI Operation & Maintenance ManualLisandroÎncă nu există evaluări
- Crankshaft, crosshead and bearing constructionDocument47 paginiCrankshaft, crosshead and bearing constructionMeghanath Adkonkar0% (1)
- Causes of Engine Bearing Failure PDFDocument15 paginiCauses of Engine Bearing Failure PDFManuel Roberto Chirinos ValerÎncă nu există evaluări
- Crankshaft Failure Analysis PDFDocument10 paginiCrankshaft Failure Analysis PDFFlogamagÎncă nu există evaluări
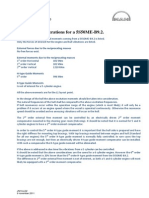
- MAN Diesel & Turbo vibration data for 5S50ME-B9.2 engineDocument1 paginăMAN Diesel & Turbo vibration data for 5S50ME-B9.2 enginevran77Încă nu există evaluări
- Akarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell BearingDocument7 paginiAkarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell Bearingakarshansood100% (4)
- Cavitation On Wet Cylinder Liners of Heavy DutyDocument13 paginiCavitation On Wet Cylinder Liners of Heavy DutyАнтонÎncă nu există evaluări
- Repair Manual AJ 230 Ver. 2.1 LowDocument68 paginiRepair Manual AJ 230 Ver. 2.1 LowThomas Irwin Dsouza100% (1)
- Diesel Engine StartingDocument28 paginiDiesel Engine Startingpatrick banisaÎncă nu există evaluări
- Service Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Document9 paginiService Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94zbkt07Încă nu există evaluări
- Shell Bearing Failure GuidelineDocument10 paginiShell Bearing Failure GuidelineMadhana GopalÎncă nu există evaluări
- Operating Manual Vulkan Rato RDocument94 paginiOperating Manual Vulkan Rato Rcraponzel100% (1)
- 19 - Wartsila - Turbocharging 2 Stroke Engine - Existing & Future DemandsDocument18 pagini19 - Wartsila - Turbocharging 2 Stroke Engine - Existing & Future DemandsCháu Bác HồÎncă nu există evaluări
- RT-113 Sulphur Dependent Cyl Oil Feed RateDocument14 paginiRT-113 Sulphur Dependent Cyl Oil Feed RatePipis FakidomitisÎncă nu există evaluări
- Engine maintenance types and troubleshootingDocument19 paginiEngine maintenance types and troubleshootingRaumil ManiarÎncă nu există evaluări
- Engine PartsDocument19 paginiEngine PartsIbrahim KhanÎncă nu există evaluări
- Master Air Starting Valve ExploredDocument13 paginiMaster Air Starting Valve Exploredavm4343100% (1)
- MAN Fuels Coolant and OilDocument54 paginiMAN Fuels Coolant and OilDavid NguyenÎncă nu există evaluări
- Operator's Maintenance ManualDocument68 paginiOperator's Maintenance ManualSteve Harrison100% (1)
- Alignment Basics - Part OneDocument2 paginiAlignment Basics - Part Oneamigoeres7337Încă nu există evaluări
- Wartsila 32 Diesel Engine AnalysisDocument8 paginiWartsila 32 Diesel Engine Analysisivanadityan100% (1)
- MM - Rta48t 2008 10Document458 paginiMM - Rta48t 2008 10Евгений СавченкоÎncă nu există evaluări
- S80 MCCDocument236 paginiS80 MCCAnonymous 8rb48tZS100% (1)
- Bearing Failure AnalysisDocument12 paginiBearing Failure AnalysisDerrick AramÎncă nu există evaluări
- Clutch Troubleshooting and Warranty Analysis Guide - UnknownDocument84 paginiClutch Troubleshooting and Warranty Analysis Guide - Unknownbotan_mihaiÎncă nu există evaluări
- Kent Cams guide to high-performance camshafts and camshaft kitsDocument45 paginiKent Cams guide to high-performance camshafts and camshaft kitsstalin100% (1)
- CH 11Document34 paginiCH 11Getachew TikueÎncă nu există evaluări
- Improve Fuel Nozzle TipsDocument5 paginiImprove Fuel Nozzle TipsAlexis Barnabás Collins100% (1)
- Cylinder Liner TheoryDocument85 paginiCylinder Liner TheoryMuhammad Nasim Abbas100% (1)
- HT Series Brochure Eng 2011 LQDocument8 paginiHT Series Brochure Eng 2011 LQJunaid YÎncă nu există evaluări
- Product Manual Wooward 03035Document10 paginiProduct Manual Wooward 03035nabilaÎncă nu există evaluări
- Boxer Engine: Group 4 MembersDocument3 paginiBoxer Engine: Group 4 MembersHamed Quenta AlvarezÎncă nu există evaluări
- Fuel Module in Tank Unit Replacement InstructionsDocument3 paginiFuel Module in Tank Unit Replacement InstructionsForesight MisrÎncă nu există evaluări
- EUI EUP Shim Kits PDF - 1481112376Document14 paginiEUI EUP Shim Kits PDF - 1481112376Anto HuangÎncă nu există evaluări
- Model: Frequency: Fuel Type:: Generator Set Data SheetDocument3 paginiModel: Frequency: Fuel Type:: Generator Set Data SheetForesight MisrÎncă nu există evaluări
- Control Panels GBDocument24 paginiControl Panels GBVadivelrathinasamy VadivelrÎncă nu există evaluări
- LCR Tester Operating Instructions: 1. Function IntroductionDocument4 paginiLCR Tester Operating Instructions: 1. Function IntroductionForesight MisrÎncă nu există evaluări
- Ag Brochure - Power For Growth PN1744E Jan09Document7 paginiAg Brochure - Power For Growth PN1744E Jan09Foresight MisrÎncă nu există evaluări
- Proposal of Maintenance-Types Classification To Clarify Maintenance Concepts in Production and Operations ManagementDocument13 paginiProposal of Maintenance-Types Classification To Clarify Maintenance Concepts in Production and Operations ManagementForesight MisrÎncă nu există evaluări
- EUI EUP Shim Kits PDF - 1481112376Document14 paginiEUI EUP Shim Kits PDF - 1481112376Anto HuangÎncă nu există evaluări
- SIAUT Fuel Injection Systems-DieselDocument39 paginiSIAUT Fuel Injection Systems-DieselAbhishek KohliÎncă nu există evaluări
- Intro Scania (10 04) PDFDocument1 paginăIntro Scania (10 04) PDFForesight MisrÎncă nu există evaluări
- Engine Number Guide: Engines 2 Litre/cylinderDocument4 paginiEngine Number Guide: Engines 2 Litre/cylinderaney2002100% (4)
- Calculate Size of Exhaust Pipe-2Document33 paginiCalculate Size of Exhaust Pipe-2Mạnh Ngô Đức75% (4)
- Maintenance Interval Schedule 938HDocument4 paginiMaintenance Interval Schedule 938HForesight MisrÎncă nu există evaluări
- Maintenance Interval Schedule 950HDocument4 paginiMaintenance Interval Schedule 950HForesight Misr100% (2)
- 1103 and 1104 Industrial Engines Operation and Maintenance ManualDocument84 pagini1103 and 1104 Industrial Engines Operation and Maintenance ManualWeifang Power100% (1)
- فك وتركيب المحركاتDocument30 paginiفك وتركيب المحركاتForesight MisrÎncă nu există evaluări
- 00-Course IntroductionDocument14 pagini00-Course IntroductionForesight MisrÎncă nu există evaluări
- 00-Course Introduction PDFDocument14 pagini00-Course Introduction PDFForesight MisrÎncă nu există evaluări
- 7-1 - Bearing Failure AnalysisDocument25 pagini7-1 - Bearing Failure AnalysisForesight MisrÎncă nu există evaluări
- DSEE100 Operators ManualDocument70 paginiDSEE100 Operators ManualalstomÎncă nu există evaluări
- C18 Marine Generator Set - Operation and Maintenance ManualDocument200 paginiC18 Marine Generator Set - Operation and Maintenance ManualFrancisco Mosquera Lopez91% (11)
- CHP 19 Overview Fuel Inj.Document29 paginiCHP 19 Overview Fuel Inj.Foresight MisrÎncă nu există evaluări
- KS Schadensbroschüre Englisch PDFDocument92 paginiKS Schadensbroschüre Englisch PDFmarcglebÎncă nu există evaluări
- Code Error Exca VolvoDocument11 paginiCode Error Exca VolvoHartono Exca93% (68)
- Piston DamageDocument104 paginiPiston DamageOwen Sanchez100% (3)
- 1964 Fiat 600D Instruction ManualDocument55 pagini1964 Fiat 600D Instruction ManualThomas SieburgÎncă nu există evaluări
- Adjust Valve Clearance on 2002 ECHO RM884UDocument6 paginiAdjust Valve Clearance on 2002 ECHO RM884UBoncu BoncuÎncă nu există evaluări
- Workshop Repair Manual: Diesel ENGINE High Pressure Common Rail Cast Iron 4 CylindersDocument134 paginiWorkshop Repair Manual: Diesel ENGINE High Pressure Common Rail Cast Iron 4 Cylindersbogdanxp2000Încă nu există evaluări
- Lycoming IO360 L2ADocument174 paginiLycoming IO360 L2AArmando Castelló100% (2)
- ServiceManual2000 2001 PDFDocument330 paginiServiceManual2000 2001 PDFedson_luiz_6Încă nu există evaluări
- Manual Partes Thriller 200R 14-Sep-20Document91 paginiManual Partes Thriller 200R 14-Sep-20Rafael Angel Berdugo MuñozÎncă nu există evaluări
- Cond Serv Data Gravely L EngDocument9 paginiCond Serv Data Gravely L Engda008co50% (2)
- Maintenance: Yanmar Diesel EnginesDocument118 paginiMaintenance: Yanmar Diesel EnginesEsjo100% (2)
- Service Instruction: LycomingDocument1 paginăService Instruction: LycomingdavidÎncă nu există evaluări
- 04 W34DF 20210809 enDocument14 pagini04 W34DF 20210809 enSalman KapoorÎncă nu există evaluări
- Qubepower Parts Manual V10Document35 paginiQubepower Parts Manual V10Sandeep Singh ChaudharyÎncă nu există evaluări
- Arctic Cat 2006 Y6-Y12 50cc 90cc Service ManualDocument122 paginiArctic Cat 2006 Y6-Y12 50cc 90cc Service ManualZeeÎncă nu există evaluări
- Reciprocating Engine GuideDocument15 paginiReciprocating Engine GuideAugustine BuenaventuraÎncă nu există evaluări
- Engine DisassemblyDocument30 paginiEngine Disassemblybertoy100% (1)
- Yanmar Engine Parts CatalogDocument109 paginiYanmar Engine Parts CatalogGerônimo AlvesÎncă nu există evaluări
- VarioCam - Engine Power Plus PDFDocument4 paginiVarioCam - Engine Power Plus PDFjoop1231177Încă nu există evaluări
- TB175C - Engine 4TNV98-VTBZCDocument38 paginiTB175C - Engine 4TNV98-VTBZCsobirinÎncă nu există evaluări
- Key Points about Assembling or Disassembling WP6 Diesel Engines 培训资料 Training Material 国际配套服务部 徐衍国Document27 paginiKey Points about Assembling or Disassembling WP6 Diesel Engines 培训资料 Training Material 国际配套服务部 徐衍国Manutenção Base AnápolisÎncă nu există evaluări
- Farm Power PracticalDocument5 paginiFarm Power PracticalSaliha SattiÎncă nu există evaluări
- V70 D5244T 2002Document23 paginiV70 D5244T 2002Sleepy HollowÎncă nu există evaluări
- Nissan Frontier Vq40 v6 Despiece MotorDocument210 paginiNissan Frontier Vq40 v6 Despiece Motorerik rojasÎncă nu există evaluări
- Cyl Head InstallDocument8 paginiCyl Head InstallYannick de WalqueÎncă nu există evaluări
- Dyno 2000 User Guide PDFDocument114 paginiDyno 2000 User Guide PDFAnderson ZambrzyckiÎncă nu există evaluări
- Future 125 1Document100 paginiFuture 125 1TamPhamÎncă nu există evaluări
- Engine PDFDocument180 paginiEngine PDFburthas100% (1)
- TVS Dazz Parts CatalogueDocument59 paginiTVS Dazz Parts CatalogueGoutamÎncă nu există evaluări
- Part numbers for vehicle componentsDocument242 paginiPart numbers for vehicle componentsMallikarjun S ModiÎncă nu există evaluări
- Land CruiresDocument204 paginiLand CruiresFredy HernanÎncă nu există evaluări
- 2 Engine With Mounting and Equipment PDFDocument77 pagini2 Engine With Mounting and Equipment PDFPorfidi FerrariÎncă nu există evaluări
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDe la EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseEvaluare: 4.5 din 5 stele4.5/5 (50)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDe la EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionEvaluare: 4.5 din 5 stele4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDe la EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsEvaluare: 3.5 din 5 stele3.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsDe la EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsÎncă nu există evaluări
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDe la EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationEvaluare: 4 din 5 stele4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDe la EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedEvaluare: 5 din 5 stele5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionDe la EverandThe Laws of Thermodynamics: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (10)
- Handbook of Mechanical and Materials EngineeringDe la EverandHandbook of Mechanical and Materials EngineeringEvaluare: 5 din 5 stele5/5 (4)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionDe la EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionEvaluare: 2.5 din 5 stele2.5/5 (3)
- Oil and Gas Pipelines: Integrity and Safety HandbookDe la EverandOil and Gas Pipelines: Integrity and Safety HandbookÎncă nu există evaluări
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationDe la EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationEvaluare: 1 din 5 stele1/5 (1)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDe la EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsÎncă nu există evaluări
- Waves and Beaches: The Powerful Dynamics of Sea and CoastDe la EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastEvaluare: 4 din 5 stele4/5 (1)
- Albert Einstein's Theory Of Relativity Explained SimplyDe la EverandAlbert Einstein's Theory Of Relativity Explained SimplyÎncă nu există evaluări
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDe la Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideEvaluare: 3.5 din 5 stele3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeDe la EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeEvaluare: 3.5 din 5 stele3.5/5 (4)
- Operational Amplifier Circuits: Analysis and DesignDe la EverandOperational Amplifier Circuits: Analysis and DesignEvaluare: 4.5 din 5 stele4.5/5 (2)