S-ar putea să vă placă și
- OM3 CH 14 Operations Scheduling and SequencingDocument15 paginiOM3 CH 14 Operations Scheduling and SequencingGanessa RolandÎncă nu există evaluări
- Management Accounting Sample QuestionsDocument14 paginiManagement Accounting Sample QuestionsMarjun Segismundo Tugano IIIÎncă nu există evaluări
- Quiz 2 AnswersDocument4 paginiQuiz 2 AnswersHana Demi DeeÎncă nu există evaluări
- A Brief History of Operations ManagementDocument4 paginiA Brief History of Operations ManagementAsjad Khan100% (2)
- Chapter 7 - Design of Work SystemsDocument6 paginiChapter 7 - Design of Work Systemshello_khay100% (1)
- Case Study: RE Construction: It's Now or NeverDocument11 paginiCase Study: RE Construction: It's Now or NeverJomarie AlcanoÎncă nu există evaluări
- Sample Problems-Work SamplingDocument6 paginiSample Problems-Work SamplingL.a. Ladores100% (2)
- CH 6 Quality ManagementDocument44 paginiCH 6 Quality ManagementYaredÎncă nu există evaluări
- Aggregate Planning Strategies and MethodsDocument31 paginiAggregate Planning Strategies and MethodsBhupesh Bhole100% (2)
- Unit 5 Worker - Machine RelationshipsDocument7 paginiUnit 5 Worker - Machine Relationshipsleonard dela cruzÎncă nu există evaluări
- Work Design and MeasurementDocument35 paginiWork Design and MeasurementJezeil Dimas100% (1)
- Pom Chap1Document3 paginiPom Chap1kwini_090888% (8)
- OPERATIONS MANAGEMENT-Inventory Models For Independent DemandDocument20 paginiOPERATIONS MANAGEMENT-Inventory Models For Independent DemandNina Oaip100% (1)
- Operations Management 1 - Chapter 4 Handouts 1Document10 paginiOperations Management 1 - Chapter 4 Handouts 1Sambil MukwakunguÎncă nu există evaluări
- Assignment 4Document4 paginiAssignment 4syed aliÎncă nu există evaluări
- Inventory Control ModelsDocument20 paginiInventory Control ModelsAdner Cabalo100% (1)
- Chapter 11 - Network Models - Operations ResearchDocument12 paginiChapter 11 - Network Models - Operations ResearchAnkit Saxena100% (5)
- Unit 3 Charting and Diagramming Techniques For Operations AnalysisDocument19 paginiUnit 3 Charting and Diagramming Techniques For Operations Analysisleonard dela cruzÎncă nu există evaluări
- Module 1 Introduction To Production and Operation ManagementDocument6 paginiModule 1 Introduction To Production and Operation ManagementJupiter WhitesideÎncă nu există evaluări
- C Productivity Problems and Solutions To Students 2014Document2 paginiC Productivity Problems and Solutions To Students 2014AddityaChauhan0% (2)
- Jump StartDocument5 paginiJump StartArt FajardoÎncă nu există evaluări
- Classical Theories of WagesDocument2 paginiClassical Theories of WagesRoselle San BuenaventuraÎncă nu există evaluări
- Group5 - Layout Planning Models and Design AlgorithmDocument18 paginiGroup5 - Layout Planning Models and Design AlgorithmRonnaAlfiler0% (1)
- Operation Management MidTermDocument10 paginiOperation Management MidTermNicholas ChiewÎncă nu există evaluări
- Chapter 10Document8 paginiChapter 10kencruz100% (1)
- SchedulingDocument12 paginiSchedulingSimantoPreeomÎncă nu există evaluări
- Practice Problems For The FinalDocument20 paginiPractice Problems For The FinalThanh Ngân0% (2)
- Personnel Requirements Version2Document34 paginiPersonnel Requirements Version2Missy AnoyoÎncă nu există evaluări
- Paradigms of QualityDocument1 paginăParadigms of QualityYasirAhmadÎncă nu există evaluări
- ch02 SMDocument3 paginich02 SMTienAbleÎncă nu există evaluări
- Process Selection and Facility LayoutDocument4 paginiProcess Selection and Facility LayoutClyde TorresÎncă nu există evaluări
- Module 1. Hygens - PRELIM EXAM BUNAGANDocument8 paginiModule 1. Hygens - PRELIM EXAM BUNAGANDiana BunaganÎncă nu există evaluări
- Application Letter OjtDocument15 paginiApplication Letter OjtKarissa GaviolaÎncă nu există evaluări
- Introduction To Production and Operations ManagementDocument57 paginiIntroduction To Production and Operations Managementimranmatola100% (2)
- Filled Notes For Chapter 5: Strategic Capacity Planning For Products and ServicesDocument4 paginiFilled Notes For Chapter 5: Strategic Capacity Planning For Products and ServicesfrtisÎncă nu există evaluări
- Economic Order Quantity (EOQ) : Cost AccountingDocument4 paginiEconomic Order Quantity (EOQ) : Cost AccountingGudeta GelanaÎncă nu există evaluări
- JollibeeDocument4 paginiJollibeeZaira50% (4)
- Gintong Hiyas Case (BA 101) PDFDocument2 paginiGintong Hiyas Case (BA 101) PDFJlo Hehe50% (2)
- Or - Assignment Problem Roll No. 93Document20 paginiOr - Assignment Problem Roll No. 93Pranav AggarwalÎncă nu există evaluări
- Chapter Three Design of The Operation SystemDocument79 paginiChapter Three Design of The Operation SystemEyob FekaduÎncă nu există evaluări
- Solved Problems in Production Planning & ControlDocument121 paginiSolved Problems in Production Planning & ControlMcAlvin BernardoÎncă nu există evaluări
- Concept of Operation ManagementDocument9 paginiConcept of Operation ManagementDipakÎncă nu există evaluări
- Lesson: 7 Cost of CapitalDocument22 paginiLesson: 7 Cost of CapitalEshaan ChadhaÎncă nu există evaluări
- Assignment 1Document2 paginiAssignment 1meray8100% (2)
- Layout DecisionsDocument3 paginiLayout DecisionsAyan VicoÎncă nu există evaluări
- CHAPTER 8 - Aggregate Production PlanningDocument29 paginiCHAPTER 8 - Aggregate Production Planningmuhd NorzikriÎncă nu există evaluări
- Pamantasan NG Lungsod NG Pasig College of Business and Accountancy Pasig CityDocument2 paginiPamantasan NG Lungsod NG Pasig College of Business and Accountancy Pasig CityTrixie BinuyaÎncă nu există evaluări
- Objective Tree AnalysisDocument17 paginiObjective Tree AnalysisBaharu AbebeÎncă nu există evaluări
- OM Prelim Exam PDFDocument5 paginiOM Prelim Exam PDFJonnel Sadian AcobaÎncă nu există evaluări
- Chap 3 HW AssignmentDocument3 paginiChap 3 HW AssignmentBren OngÎncă nu există evaluări
- Chapter 6 Organizational SystemsDocument13 paginiChapter 6 Organizational SystemsLee Jeon KimÎncă nu există evaluări
- Leading 3 PDFDocument29 paginiLeading 3 PDFLeiden Jane Toledano100% (1)
- Chapter 5: Strategic Capacity Planning For Products and ServicesDocument17 paginiChapter 5: Strategic Capacity Planning For Products and ServicesAliah RomeroÎncă nu există evaluări
- Chapter 5 Capacity PlanningDocument78 paginiChapter 5 Capacity PlanningAnthony Royupa100% (1)
- How Uncertainty Map Helps ManagersDocument2 paginiHow Uncertainty Map Helps ManagersRina ZulkifliÎncă nu există evaluări
- OMDocument3 paginiOMErlene LinsanganÎncă nu există evaluări
- 7.work Measurement TechniquesDocument57 pagini7.work Measurement Techniquesrochelle baclayÎncă nu există evaluări
- Work MeasureDocument35 paginiWork MeasureawishmirzaÎncă nu există evaluări
- 07 Work Measurement TechniquesDocument57 pagini07 Work Measurement TechniquesTracy AdraÎncă nu există evaluări
- Work StudyDocument67 paginiWork Studysuvarnalatha devarakondaÎncă nu există evaluări
- BarnDocument3 paginiBarnjansenrosesÎncă nu există evaluări
- Final Starkan EstDocument4 paginiFinal Starkan EstjansenrosesÎncă nu există evaluări
- Lists of Laboratory EquipmentDocument7 paginiLists of Laboratory EquipmentjansenrosesÎncă nu există evaluări
- Sample Construction SpecificationsDocument15 paginiSample Construction SpecificationsjansenrosesÎncă nu există evaluări
- List of Passers Ccme Written Examination September 9 2023Document7 paginiList of Passers Ccme Written Examination September 9 2023jansenrosesÎncă nu există evaluări
- This Site: Project DetailsDocument1 paginăThis Site: Project DetailsjansenrosesÎncă nu există evaluări
- 12 Ø MM Sag Rods 16 Ø MM Cross Bracing 2" X 4" C-PURLIN 1.5 MM Thk. at 625 MM O.CDocument1 pagină12 Ø MM Sag Rods 16 Ø MM Cross Bracing 2" X 4" C-PURLIN 1.5 MM Thk. at 625 MM O.CjansenrosesÎncă nu există evaluări
- Contractor Project Title: Location: Project Cost: Fund:: Bid Document AttachementsDocument6 paginiContractor Project Title: Location: Project Cost: Fund:: Bid Document AttachementsjansenrosesÎncă nu există evaluări
- Provincial Planning & Development Office Inspection Report: Province of Benguet La TrinidadDocument4 paginiProvincial Planning & Development Office Inspection Report: Province of Benguet La TrinidadjansenrosesÎncă nu există evaluări
- Classroom - 1: Class A Concrete Mixture: SlabDocument1 paginăClassroom - 1: Class A Concrete Mixture: SlabjansenrosesÎncă nu există evaluări
- Atok, Benguet: Work Program ScheduleDocument42 paginiAtok, Benguet: Work Program SchedulejansenrosesÎncă nu există evaluări
- Statement of Work Accomplishment: Province of Benguet Provincial Planning and Development OfficeDocument12 paginiStatement of Work Accomplishment: Province of Benguet Provincial Planning and Development OfficejansenrosesÎncă nu există evaluări
- Provincial Planning & Development Office Inspection Report: Province of Benguet La TrinidadDocument4 paginiProvincial Planning & Development Office Inspection Report: Province of Benguet La TrinidadjansenrosesÎncă nu există evaluări
- Contractor Project Title: Location: Project Cost: Fund:: Bid Document AttachementsDocument5 paginiContractor Project Title: Location: Project Cost: Fund:: Bid Document AttachementsjansenrosesÎncă nu există evaluări
- Annex B-1 RR 11-2018 Sworn Statement of Declaration of Gross Sales and ReceiptsDocument1 paginăAnnex B-1 RR 11-2018 Sworn Statement of Declaration of Gross Sales and ReceiptsEliza Corpuz Gadon89% (19)
- Karen StaadDocument4 paginiKaren StaadjansenrosesÎncă nu există evaluări
- Lysaghtbondekdesignandconstructionguidejuly 2016Document48 paginiLysaghtbondekdesignandconstructionguidejuly 2016api-352851688Încă nu există evaluări
- Karen StaadDocument4 paginiKaren StaadjansenrosesÎncă nu există evaluări
- Final Problem SetDocument3 paginiFinal Problem SetjansenrosesÎncă nu există evaluări
- Section Cut at A-A Isometric View: Master'S Bedroom Guest RoomDocument1 paginăSection Cut at A-A Isometric View: Master'S Bedroom Guest RoomjansenrosesÎncă nu există evaluări
- Program Profile: ST ND RD THDocument2 paginiProgram Profile: ST ND RD THjansenrosesÎncă nu există evaluări
- Karen StaadDocument4 paginiKaren StaadjansenrosesÎncă nu există evaluări
- PS 4 - 2Document2 paginiPS 4 - 2jansenrosesÎncă nu există evaluări
- Msce510 PS 2 2020Document1 paginăMsce510 PS 2 2020jansenrosesÎncă nu există evaluări
- Msce510 PS 2 2020Document1 paginăMsce510 PS 2 2020jansenrosesÎncă nu există evaluări
- Msce510 PS 4 2020 PDFDocument1 paginăMsce510 PS 4 2020 PDFjansenrosesÎncă nu există evaluări
- Rule VIII Light&VentilationDocument45 paginiRule VIII Light&VentilationJoshua PincaÎncă nu există evaluări
- Msce510 PS 4 2020 PDFDocument1 paginăMsce510 PS 4 2020 PDFjansenrosesÎncă nu există evaluări
- Slippage Notice - Catch Up PlanDocument2 paginiSlippage Notice - Catch Up PlanjansenrosesÎncă nu există evaluări
- Msce514 PS 3Document1 paginăMsce514 PS 3jansenrosesÎncă nu există evaluări
- Cambridge International AS & A Level: Biology 9700/21Document18 paginiCambridge International AS & A Level: Biology 9700/21Lavanya EaswarÎncă nu există evaluări
- Chapter4 RetainingwallDocument55 paginiChapter4 RetainingwallNur HazwaniÎncă nu există evaluări
- AS400 RPG400 BasicsDocument148 paginiAS400 RPG400 Basicscharaviz84100% (1)
- Summative 1Document4 paginiSummative 1Nean YsabelleÎncă nu există evaluări
- NEC G266 Quick Reference GuideDocument3 paginiNEC G266 Quick Reference GuideIonut Gabriel DascaluÎncă nu există evaluări
- MLAB 3 - BoilerDocument3 paginiMLAB 3 - BoilerReden LopezÎncă nu există evaluări
- How The Audiences Feel Closer and Connected To Their Culture With StorytellingDocument7 paginiHow The Audiences Feel Closer and Connected To Their Culture With Storytellingmarcelo quezadaÎncă nu există evaluări
- Cusps: Ramesh 04-Jun-1976 12:30:00 PM Krishnagiri 78:14:0 E, 12:32:0 N Tzone: 5.5 KP (Original) Ayanamsha 23:26:2Document1 paginăCusps: Ramesh 04-Jun-1976 12:30:00 PM Krishnagiri 78:14:0 E, 12:32:0 N Tzone: 5.5 KP (Original) Ayanamsha 23:26:2Suresh NatarajanÎncă nu există evaluări
- Hamming Code - Error Detection Aim: AlgorithmDocument12 paginiHamming Code - Error Detection Aim: Algorithmkrithikgokul selvamÎncă nu există evaluări
- Spying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)Document230 paginiSpying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)MohammadÎncă nu există evaluări
- Ground Vehicle Operations ICAODocument31 paginiGround Vehicle Operations ICAOMohran HakimÎncă nu există evaluări
- Entropy Equation For A Control VolumeDocument12 paginiEntropy Equation For A Control VolumenirattisaikulÎncă nu există evaluări
- Nokia 2690 RM-635 Service ManualDocument18 paginiNokia 2690 RM-635 Service ManualEdgar Jose Aranguibel MorilloÎncă nu există evaluări
- Anatomy & Physiology MCQsDocument26 paginiAnatomy & Physiology MCQsMuskan warisÎncă nu există evaluări
- Compressor-Less: Historical ApplicationsDocument70 paginiCompressor-Less: Historical Applicationssuryakantshrotriya100% (1)
- Strategic Cost AnalysisDocument24 paginiStrategic Cost AnalysisBusiness Expert Press100% (10)
- Ideal Vs Real OttoDocument5 paginiIdeal Vs Real Ottoa7med SoulimanÎncă nu există evaluări
- Pepperl KFD2 STC4 EX1.20 DatasheetDocument2 paginiPepperl KFD2 STC4 EX1.20 DatasheetAhmed HusseinÎncă nu există evaluări
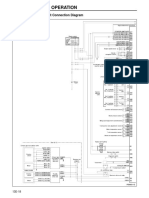
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 paginiStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarÎncă nu există evaluări
- 02.certificate of Compliance FM UkDocument10 pagini02.certificate of Compliance FM Ukmyatthura870Încă nu există evaluări
- Building SpecificationsDocument222 paginiBuilding SpecificationsdinaquaÎncă nu există evaluări
- Systematic Literature Review SvenskaDocument6 paginiSystematic Literature Review Svenskafihum1hadej2100% (1)
- Q1 Practical Research 2 - Module 1bDocument15 paginiQ1 Practical Research 2 - Module 1bRhea Mae MacabodbodÎncă nu există evaluări
- Module 6 - Using and Evaluating Instructional MaterialsDocument5 paginiModule 6 - Using and Evaluating Instructional MaterialsMaria Victoria Padro100% (4)
- Fiitjee All India Test Series: Concept Recapitulation Test - Iv JEE (Advanced) - 2019Document13 paginiFiitjee All India Test Series: Concept Recapitulation Test - Iv JEE (Advanced) - 2019Raj KumarÎncă nu există evaluări
- IMG - 0009 Thermodynamic Lecture MRCDocument1 paginăIMG - 0009 Thermodynamic Lecture MRCBugoy2023Încă nu există evaluări
- Ultraviolet Flame Detector: Omniguard Model 660Document2 paginiUltraviolet Flame Detector: Omniguard Model 660carlosÎncă nu există evaluări
- 12.07.20. O&M Manual 41013 - New PLCDocument41 pagini12.07.20. O&M Manual 41013 - New PLCFranco Sebastián GenreÎncă nu există evaluări
- Review. Applications of Ecogeography and Geographic Information Systems in Conservation and Utilization of Plant Genetic ResourcesDocument11 paginiReview. Applications of Ecogeography and Geographic Information Systems in Conservation and Utilization of Plant Genetic ResourcesEmilio Patané SpataroÎncă nu există evaluări
- Chapter 1 MPLS OAM Configuration Commands ...................................................................... 1-1Document27 paginiChapter 1 MPLS OAM Configuration Commands ...................................................................... 1-1Randy DookheranÎncă nu există evaluări