S-ar putea să vă placă și
- Diagrama de FasesDocument6 paginiDiagrama de FasesGiancarlo GuerreroÎncă nu există evaluări
- Convertidor CluDocument9 paginiConvertidor CluJuliAn NontienÎncă nu există evaluări
- El Acero. Ensayo 1 PDFDocument16 paginiEl Acero. Ensayo 1 PDFGabriela AragónÎncă nu există evaluări
- Tratamientos Térmicos Más UsadosDocument9 paginiTratamientos Térmicos Más UsadosJosué OrozcoÎncă nu există evaluări
- Propiedades y Tratamientos Del AceroDocument110 paginiPropiedades y Tratamientos Del Acerojorgeantonio2442@100% (1)
- Cuestionario88 GEVBDocument6 paginiCuestionario88 GEVBgildardoÎncă nu există evaluări
- Aceite de TempleDocument7 paginiAceite de TempleAnonymous XarumtOÎncă nu există evaluări
- Tratamientos TérmicosDocument7 paginiTratamientos TérmicosFabiola CeballosÎncă nu există evaluări
- Acero para CilindroDocument2 paginiAcero para CilindroDIEGO ALEXEI GUAUQUE GUIZAÎncă nu există evaluări
- Unidad IV Procesos de ManufacturaDocument4 paginiUnidad IV Procesos de ManufacturaAdolfo AlmonteÎncă nu există evaluări
- TempleDocument10 paginiTempleVictor Ingeniro IndustrialÎncă nu există evaluări
- Informe CorrosionDocument11 paginiInforme CorrosionRonny Orlando VargasÎncă nu există evaluări
- Informe de Recocido y NormalizadoDocument17 paginiInforme de Recocido y NormalizadoPablo Salinas ValeroÎncă nu există evaluări
- Capitulo 7 - Procesos TermicosDocument20 paginiCapitulo 7 - Procesos TermicosJosue MartinezÎncă nu există evaluări
- Tratamientos Térmicos y TermoquimicosDocument10 paginiTratamientos Térmicos y TermoquimicosAntonio Mont RoÎncă nu există evaluări
- Tratamientos térmicos del aceroDocument21 paginiTratamientos térmicos del aceroDaniel GutierrezÎncă nu există evaluări
- Acero de crisol: proceso de fabricación del acero de alta calidadDocument9 paginiAcero de crisol: proceso de fabricación del acero de alta calidadEstefany Abreu HernandezÎncă nu există evaluări
- Acero y Sus Tratamientos TermicosDocument10 paginiAcero y Sus Tratamientos TermicosMayra Fierro100% (1)
- Prac 1018juan, Alonso, LaloDocument40 paginiPrac 1018juan, Alonso, LaloMiguel Angel López NavarreteÎncă nu există evaluări
- Tratamientos TérmicosDocument4 paginiTratamientos TérmicosAdrianÎncă nu există evaluări
- Tecnología Del AceroDocument8 paginiTecnología Del AceroArthur VelasquezÎncă nu există evaluări
- 24 Hablemos de SoldaduraDocument3 pagini24 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- C y T. REP. 3Document5 paginiC y T. REP. 3JOSE DE JESUS SANCHEZ REAÎncă nu există evaluări
- TAREA 2 Unidad 2Document15 paginiTAREA 2 Unidad 2Jacke GoÎncă nu există evaluări
- Cuestionario Practrica 4Document4 paginiCuestionario Practrica 4javier angulo peñaÎncă nu există evaluări
- Act 4 MetalesDocument1 paginăAct 4 MetalesDaniel GalanÎncă nu există evaluări
- Practica 2 Temple de Un AceroDocument12 paginiPractica 2 Temple de Un AceroJulio Eme-ErreÎncă nu există evaluări
- Act 6Document2 paginiAct 6Rafa EspiridionÎncă nu există evaluări
- Meta Lab 2Document23 paginiMeta Lab 2Juan Barreto CoquiÎncă nu există evaluări
- ACERO en AvionesDocument6 paginiACERO en AvionesMario Estigarribia100% (4)
- Informe Ultimo de TratamientoDocument10 paginiInforme Ultimo de TratamientoronaldÎncă nu există evaluări
- Apuntes Sobre Forja AcerosDocument25 paginiApuntes Sobre Forja Aceros2009modestoÎncă nu există evaluări
- Trabajo Practico N°3 Procesamiento.Document6 paginiTrabajo Practico N°3 Procesamiento.Lu ReynosoÎncă nu există evaluări
- Tratamientos Termicos y TermoquimicosDocument30 paginiTratamientos Termicos y TermoquimicosJazo AmayaÎncă nu există evaluări
- TP Metalografia - RevenidoDocument9 paginiTP Metalografia - RevenidoAnonymous KdnOsd9Încă nu există evaluări
- TempleDocument8 paginiTempleLuis EduÎncă nu există evaluări
- Temple y Revenido PDFDocument8 paginiTemple y Revenido PDFGabriel ManriquezÎncă nu există evaluări
- Practicas TTT FinalDocument26 paginiPracticas TTT FinalJorge Adrian Reyes Calles100% (1)
- Proceso Del TempleDocument8 paginiProceso Del Templejosem_itqÎncă nu există evaluări
- Semana 4 - Diego BocanegraDocument2 paginiSemana 4 - Diego Bocanegradiego ibeneed bocanegra vegaÎncă nu există evaluări
- Prac 2Document14 paginiPrac 2Jonathan V.Încă nu există evaluări
- Investigación Individual Temas 2.4, 2.5 y 2.6Document10 paginiInvestigación Individual Temas 2.4, 2.5 y 2.6vicente perezÎncă nu există evaluări
- Alto HornoDocument6 paginiAlto HornoEdmi AriasÎncă nu există evaluări
- Informe 6 TT RecocidoDocument15 paginiInforme 6 TT RecocidoJset EstevezÎncă nu există evaluări
- Informe de Practicas Tratamientos TermicosDocument18 paginiInforme de Practicas Tratamientos TermicosWaldir Quispe Yerba100% (1)
- Tratamientos TérmicosDocument6 paginiTratamientos TérmicosValentina VanegasÎncă nu există evaluări
- Actividad 6. CuestionarioDocument7 paginiActividad 6. Cuestionarioeddydav1127Încă nu există evaluări
- "Ciencia de Los Materiales" AutoevaluaciónDocument13 pagini"Ciencia de Los Materiales" AutoevaluaciónDalia ParraÎncă nu există evaluări
- Templado de MetalesDocument14 paginiTemplado de MetalesJeyson Junior100% (1)
- CIENCIAS DE LOS MATERIALESpowerDocument9 paginiCIENCIAS DE LOS MATERIALESpowerDaya TeránÎncă nu există evaluări
- Temple de aceros: definición, objetivos y medios de enfriamientoDocument7 paginiTemple de aceros: definición, objetivos y medios de enfriamientoAnonymous KdnOsd9Încă nu există evaluări
- Informe de Temple - Grupo 4Document11 paginiInforme de Temple - Grupo 4Jurgen RamírezÎncă nu există evaluări
- Diferencia Entre Hierro y AceroDocument4 paginiDiferencia Entre Hierro y AceroDanilo AndresÎncă nu există evaluări
- Revenido de MetalesDocument18 paginiRevenido de MetalesjuanpepeÎncă nu există evaluări
- Prácticas de temple del acero: determinar condiciones para obtener alta durezaDocument12 paginiPrácticas de temple del acero: determinar condiciones para obtener alta durezaOrlando RangelÎncă nu există evaluări
- Tratamientos térmicos en acerosDocument10 paginiTratamientos térmicos en acerosDiego Cornejo MoralesÎncă nu există evaluări
- Recocido, Temple y Revenido de AcerosDocument14 paginiRecocido, Temple y Revenido de AcerosJonathan Israel Aguilar ContrerasÎncă nu există evaluări
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe la EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosÎncă nu există evaluări
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe la EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoEvaluare: 5 din 5 stele5/5 (1)
- 66 Hablemos de Soldadura Año 2Document1 pagină66 Hablemos de Soldadura Año 2abraham.rodriguez.cwi246Încă nu există evaluări
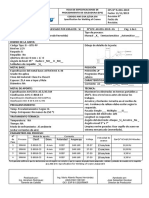
- Especificación de soldadura SMAW A-36Document1 paginăEspecificación de soldadura SMAW A-36abraham.rodriguez.cwi246100% (1)
- 60 Hablemos de Soldadura Año 2Document2 pagini60 Hablemos de Soldadura Año 2abraham.rodriguez.cwi246Încă nu există evaluări
- 3M Soldadura Mascara PDFDocument72 pagini3M Soldadura Mascara PDFabraham.rodriguez.cwi246Încă nu există evaluări
- Aclaraciones de Paso PeregrinoDocument2 paginiAclaraciones de Paso Peregrinomvancoli75% (4)
- 32 Hablemos de SoldaduraDocument3 pagini32 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Curso para Certificacion de Inspectores de Soldadura PDFDocument753 paginiCurso para Certificacion de Inspectores de Soldadura PDFabraham.rodriguez.cwi246100% (4)
- Especificación de soldadura SMAW A-36Document1 paginăEspecificación de soldadura SMAW A-36abraham.rodriguez.cwi246100% (1)
- Análisis del proceso de soldadura GTAW para tanque criogénico de acero inoxidableDocument13 paginiAnálisis del proceso de soldadura GTAW para tanque criogénico de acero inoxidableabraham.rodriguez.cwi246Încă nu există evaluări
- 4 Hablemos de SoldaduraDocument2 pagini4 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 3M Soldadura Mascara PDFDocument72 pagini3M Soldadura Mascara PDFabraham.rodriguez.cwi246Încă nu există evaluări
- 1 Cómo Leer Un Tubo para Uso PetroleroDocument14 pagini1 Cómo Leer Un Tubo para Uso Petroleroabraham.rodriguez.cwi246Încă nu există evaluări
- 22 Hablemos de SoldaduraDocument3 pagini22 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27B Hablemos de SoldaduraDocument1 pagină27B Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 4 Hablemos de SoldaduraDocument2 pagini4 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 21 Hablemos de SoldaduraDocument3 pagini21 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 45 Hablemos de SoldaduraDocument1 pagină45 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 24 Hablemos de SoldaduraDocument3 pagini24 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 42 Hablemos de SoldaduraDocument1 pagină42 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27a Hablemos de SoldaduraDocument3 pagini27a Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Hablemos de Soldadura. AceroDocument2 paginiHablemos de Soldadura. Aceroabraham.rodriguez.cwi246Încă nu există evaluări
- 34 Hablemos de SoldaduraDocument2 pagini34 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 27a Hablemos de SoldaduraDocument3 pagini27a Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- 32 Hablemos de SoldaduraDocument3 pagini32 Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Recubrimiento protector CITODUR 600 para soldadura SMAWDocument1 paginăRecubrimiento protector CITODUR 600 para soldadura SMAWabraham.rodriguez.cwi246Încă nu există evaluări
- 27c Hablemos de Soldadura GmawDocument1 pagină27c Hablemos de Soldadura Gmawabraham.rodriguez.cwi246Încă nu există evaluări
- Aws d1.5 PDFDocument42 paginiAws d1.5 PDFFernandoBravoÎncă nu există evaluări
- 27B Hablemos de SoldaduraDocument1 pagină27B Hablemos de Soldaduraabraham.rodriguez.cwi246Încă nu există evaluări
- Alicia Oliver RamirezDocument386 paginiAlicia Oliver RamirezcaprionÎncă nu există evaluări
- SHEVERNSDocument10 paginiSHEVERNSJavier MoralesÎncă nu există evaluări
- Construcción Técnicas Generales de Cerramientos PDFDocument2 paginiConstrucción Técnicas Generales de Cerramientos PDFDaniela SiguensaÎncă nu există evaluări
- DANAIS MT II CL 150 ESDocument20 paginiDANAIS MT II CL 150 ESLasombra DelPatoÎncă nu există evaluări
- Reparación de HarnessDocument25 paginiReparación de HarnessYonathanÎncă nu există evaluări
- Materiales ExplosivosDocument5 paginiMateriales ExplosivosChiko MelodiaÎncă nu există evaluări
- Documentación TécnicaDocument20 paginiDocumentación TécnicaflorfeldsbegÎncă nu există evaluări
- 2.3.8.2.7 Ficha Técnica - Contrapeso de BucleDocument1 pagină2.3.8.2.7 Ficha Técnica - Contrapeso de BuclePercy romualdo mejiaÎncă nu există evaluări
- Dibujos para La Expo de VergaraDocument7 paginiDibujos para La Expo de VergaraCristopher Jananpa IchpasÎncă nu există evaluări
- Tabla ARL Riesgo 3Document11 paginiTabla ARL Riesgo 3LAURA SILVA SANTOFIMIOÎncă nu există evaluări
- Emaap-Q - Espec A.P. ConexionesDocument75 paginiEmaap-Q - Espec A.P. ConexionesLeonid Davila VieraÎncă nu există evaluări
- Ec Agencia - Ecuador.593 SikavipDocument12 paginiEc Agencia - Ecuador.593 SikavipJose David CastroÎncă nu există evaluări
- Informe de Practica de Campo Emapa San Martin y Fuente Rio ShilcayoDocument7 paginiInforme de Practica de Campo Emapa San Martin y Fuente Rio ShilcayoAnonymous SHZtFTzOÎncă nu există evaluări
- Consejos Bosch calefones problemas causas solucionesDocument1 paginăConsejos Bosch calefones problemas causas solucionesjuanenrique2310Încă nu există evaluări
- Files - Pdfs - FICHA TECNICA SILICONA ACETICADocument1 paginăFiles - Pdfs - FICHA TECNICA SILICONA ACETICApretender8Încă nu există evaluări
- Separaciones MecanicasDocument14 paginiSeparaciones MecanicasDayana MoreanoÎncă nu există evaluări
- Un Pasteurizador de Agua SencilloDocument10 paginiUn Pasteurizador de Agua Sencillojavierisfd10Încă nu există evaluări
- Actividad de Puntos Evaluables - Escenario 2 PROCESOS INDUSTRIALESDocument4 paginiActividad de Puntos Evaluables - Escenario 2 PROCESOS INDUSTRIALESZZneijder MoozKeraÎncă nu există evaluări
- Caracterización artefactos calefacción CoyhaiqueDocument145 paginiCaracterización artefactos calefacción CoyhaiqueNewen Mauro100% (1)
- Lubricantes Industriales (Mecanica de Fluidos)Document5 paginiLubricantes Industriales (Mecanica de Fluidos)Nicole M. BeatoÎncă nu există evaluări
- Sistema de ClutchDocument8 paginiSistema de ClutchSoap MactavishÎncă nu există evaluări
- Gestion Integral de Residuos Solidos - Fase 2.trabajo Colaborativo PDFDocument29 paginiGestion Integral de Residuos Solidos - Fase 2.trabajo Colaborativo PDFFernando AnaconaÎncă nu există evaluări
- Peugeot 505 FinalDocument85 paginiPeugeot 505 FinalStanly PalateÎncă nu există evaluări
- Exposicion AutoligadoDocument29 paginiExposicion AutoligadoKatherine Suarez100% (3)
- Dosificación hormigón UMSADocument6 paginiDosificación hormigón UMSAwilian100% (1)
- Aceros Ferrito PerlíticosDocument2 paginiAceros Ferrito PerlíticosmacalupuÎncă nu există evaluări
- Manual de usuario VISA 105 L: Guía completa para operar autoclaveDocument8 paginiManual de usuario VISA 105 L: Guía completa para operar autoclaveCap. de Per. 4-14 Maat 1Încă nu există evaluări
- Motor Esy Vent Il AdoresDocument24 paginiMotor Esy Vent Il AdoresDavid Ibaceta ValenciaÎncă nu există evaluări
- Laboklav 20seiter Cossodo ESDocument20 paginiLaboklav 20seiter Cossodo ESEmanuelÎncă nu există evaluări
- TecnofibraDocument3 paginiTecnofibraIgor RodriguezÎncă nu există evaluări