S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Cell Fellowship Manual 12 - 05 - 2020 PDFDocument1 paginăCell Fellowship Manual 12 - 05 - 2020 PDFSamuel OnyewuenyiÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Momentum CalcsDocument1 paginăMomentum CalcsSamuel OnyewuenyiÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- VFD Pumping SystemsDocument22 paginiVFD Pumping Systemsrajurajangam100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Valtek Full Book PDFDocument529 paginiValtek Full Book PDFSamuel OnyewuenyiÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Range of Le/D (Equivalent length method) and K/f T (Crane's method) over pipe range 1"-36Document177 paginiRange of Le/D (Equivalent length method) and K/f T (Crane's method) over pipe range 1"-36Samuel OnyewuenyiÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- How To Calculate The NPSH of Pump in HYSYSDocument3 paginiHow To Calculate The NPSH of Pump in HYSYSSamuel OnyewuenyiÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Range of Le/D (Equivalent length method) and K/f T (Crane's method) over pipe range 1"-36Document177 paginiRange of Le/D (Equivalent length method) and K/f T (Crane's method) over pipe range 1"-36Samuel OnyewuenyiÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- 2K Method Excess Head Loss in Pipe FittingsDocument8 pagini2K Method Excess Head Loss in Pipe FittingsAdityaÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- 2K Method Excess Head Loss in Pipe FittingsDocument8 pagini2K Method Excess Head Loss in Pipe FittingsAdityaÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- PROJECT STANDARD AND SPECIFICATIONS Plant Operating Manuals Rev01 PDFDocument10 paginiPROJECT STANDARD AND SPECIFICATIONS Plant Operating Manuals Rev01 PDFSamuel OnyewuenyiÎncă nu există evaluări
- Principle of Economics - OpenStaxDocument974 paginiPrinciple of Economics - OpenStaxSamuel OnyewuenyiÎncă nu există evaluări
- Hot Tapping Scope of WorkDocument3 paginiHot Tapping Scope of WorkSukhen Das50% (2)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Operating Manual Sec 12 - Chemical Injection - Rev0Document6 paginiOperating Manual Sec 12 - Chemical Injection - Rev0Anonymous aIuHKoKZjÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- PR-1103 - Chemical InjectionDocument14 paginiPR-1103 - Chemical InjectionSamuel OnyewuenyiÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Fundamentals of Process Plant Design - TrainingDocument110 paginiFundamentals of Process Plant Design - TrainingLisa Malone100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- PSV PDFDocument35 paginiPSV PDFJagan BoseÎncă nu există evaluări
- Engineering ValueDocument16 paginiEngineering ValuesyafiqÎncă nu există evaluări
- Pump SizingDocument73 paginiPump SizingIsmael Llamelo PerezÎncă nu există evaluări
- Pulsafeeder Pre-Engineered Systems ManualDocument23 paginiPulsafeeder Pre-Engineered Systems ManualSamuel OnyewuenyiÎncă nu există evaluări
- System Operating Manual PDFDocument144 paginiSystem Operating Manual PDFSamuel OnyewuenyiÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- PZ TBT - Isolation v2 PDFDocument1 paginăPZ TBT - Isolation v2 PDFSamuel OnyewuenyiÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Gas Line Sizing For CustomerDocument13 paginiGas Line Sizing For CustomerSamuel OnyewuenyiÎncă nu există evaluări
- Homecell Guide For LeadersDocument15 paginiHomecell Guide For LeadersSamuel Onyewuenyi100% (4)
- Chemical Injection Pump - Operating ManualDocument19 paginiChemical Injection Pump - Operating ManualSamuel Onyewuenyi100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Consolidated Eng HandbookDocument85 paginiConsolidated Eng HandbookSheetal Solanki100% (1)
- Filtration Guide for Hydrocyclones & Sedimentation TanksDocument8 paginiFiltration Guide for Hydrocyclones & Sedimentation TanksPeterson Magro100% (1)
- Chemical Injection Pump - Operating ManualDocument19 paginiChemical Injection Pump - Operating ManualSamuel Onyewuenyi100% (1)
- Basic Isolation and Lock Out v.3.1 RepairedDocument21 paginiBasic Isolation and Lock Out v.3.1 RepairedSamuel OnyewuenyiÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- GDocument285 paginiGSamuel OnyewuenyiÎncă nu există evaluări
- Valves BasicsDocument94 paginiValves BasicsSamuel Onyewuenyi100% (1)
- Chem12 SM 08 5Document9 paginiChem12 SM 08 5Tithi ChoksiÎncă nu există evaluări
- Natural Evaporative CoolingDocument5 paginiNatural Evaporative CoolingCM SoongÎncă nu există evaluări
- 1e5 Glass Structures l5 Me Glued ConnectionDocument60 pagini1e5 Glass Structures l5 Me Glued ConnectionPaulÎncă nu există evaluări
- Knipling 2006Document20 paginiKnipling 2006陳杰甫(Jeff)Încă nu există evaluări
- AnachemDocument115 paginiAnachemRochie DiezÎncă nu există evaluări
- Astm d6730 AppDocument5 paginiAstm d6730 AppRuồi SữaÎncă nu există evaluări
- Fire Technology and Arson InvestigationDocument6 paginiFire Technology and Arson Investigationjoy LoretoÎncă nu există evaluări
- CHEM111-Experiment No 1Document5 paginiCHEM111-Experiment No 1ryalphawolfÎncă nu există evaluări
- GCSE Chemistry AQA OCR Edexcel. Chemical Bonds Ionic. QuestionsDocument5 paginiGCSE Chemistry AQA OCR Edexcel. Chemical Bonds Ionic. QuestionsSiennaÎncă nu există evaluări
- Total Colouring Matters Volume 4Document4 paginiTotal Colouring Matters Volume 4aria1354Încă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- PARTICLE PROPERTIES OF WAVESDocument27 paginiPARTICLE PROPERTIES OF WAVESDikshit AjitsariaÎncă nu există evaluări
- Materials Studio Course Catalog PDFDocument14 paginiMaterials Studio Course Catalog PDFyecheng lengÎncă nu există evaluări
- Grade 7 Science Chapter 6 NotesDocument54 paginiGrade 7 Science Chapter 6 Notesapi-238589602Încă nu există evaluări
- Computer Simulation of Vapor-Liquid Equilibrium in Mixed Solvent Electrolyte SolutionsDocument10 paginiComputer Simulation of Vapor-Liquid Equilibrium in Mixed Solvent Electrolyte SolutionsJoseCastilhoÎncă nu există evaluări
- CHEM1031 Course OutlineDocument16 paginiCHEM1031 Course OutlineTravolta TranÎncă nu există evaluări
- 5 6305145233298424661Document406 pagini5 6305145233298424661hghhbg100% (3)
- Reciprocating Compressor Tutorial SolutionsDocument12 paginiReciprocating Compressor Tutorial SolutionsArif SabainÎncă nu există evaluări
- L3 Equilibrium ConversionDocument17 paginiL3 Equilibrium ConversionChristopher RamosÎncă nu există evaluări
- Alternative-Refrigerants R22 GBDocument12 paginiAlternative-Refrigerants R22 GBMon PerezÎncă nu există evaluări
- VBT & MotDocument15 paginiVBT & MotJaydeep Deore100% (1)
- States of Matter ECQ AnswersDocument3 paginiStates of Matter ECQ AnswersMahika PradhanÎncă nu există evaluări
- Generation of Steam at Constant PressureDocument23 paginiGeneration of Steam at Constant PressureASHISH PATILÎncă nu există evaluări
- CLMD4A ScienceG7 PDFDocument40 paginiCLMD4A ScienceG7 PDFBryan Yambao Pjns67% (6)
- Flinn Lab 1: Atomic Structure & Periodic Trends: Observe Part 1Document7 paginiFlinn Lab 1: Atomic Structure & Periodic Trends: Observe Part 1Angelo RayesÎncă nu există evaluări
- Langmuir Probes Experiment GuideDocument11 paginiLangmuir Probes Experiment GuideAli SafdariÎncă nu există evaluări
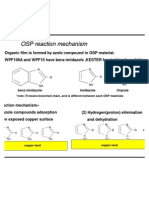
- OSP Reaction MechanismDocument2 paginiOSP Reaction MechanismsmtdrkdÎncă nu există evaluări
- Fluid Mechanics FundamentalsDocument26 paginiFluid Mechanics FundamentalsEugine BalomagaÎncă nu există evaluări
- Chemistry ProjectDocument14 paginiChemistry ProjectBala Prasanna0% (2)
- Science 8Document17 paginiScience 8ellowcodyÎncă nu există evaluări