Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
Welding Inspection
1 - MOST COMMONLY USED INSPECTION TECHNIQUES
Visual Inspection (VT)
X-Rays (RT)
Ultrasonic (UT)
Magnetic Particle (MT)
Liquid Penetrant (PT)
Leak Testing
2 - THE VISUAL INSPECTION OF WELDS
Defects and Causes classified by Welding Process
Stick welding
Gas welding
Gas metal-arc welding with solid core wire
Gas metal-arc welding with flux core wire
3 - WELDING TERMS AND DEFINITIONS
4 – MORE ABOUT WELDING ON THE INTERNET
11 -- M
MOOSST
TCCO
OMMM
MOON
NLLY
YUUSSE
EDD IIN
NSSPPE
ECCT
TIIO
ONNT
TEEC
CHHN
NIIQ
QUUE
ESS
What an Inspector looks for...
Welding inspection is based on visual inspection and other Non-Destructive Test (NDT)
methods. They are used to find indications which have to be interpreted according to the
inspection procedure for that particular job. Indications are inspection lingo for possible
defects. These discontinuities (a fancier name for indications) have to be evaluated with
reference to the acceptance criteria for that particular job. After comparison to the criteria are
they considered acceptable or rejectable. These Non-Destructive Inspection (NDI) methods
require special training and accumulation of experience. It is also important that both the
inspector and the welder understand the flaw terminology and the welding terms and
definitions.
Visual Inspection (VT)
The importance of visual inspection is often over looked. A visual test (VT) will provide a
wealth of information about a weld. Many weld defects such as porosity, cracks, incomplete
fusion, inclusions, overlap, edge melt, and incomplete penetration can be observed with just a
simple visual exam. A weld that passes a visual exam has a much higher probability of
passing further Non-Destructive Evaluation (NDE) methods.
X-Rays (RT)
Radiographic weld inspection is performed by pointing a radiographic source (an x-ray tube
or a radioactive isotope) to the part of the weld to be inspected and by exposing for a
Guidelines for Shop Inspection – Welding – Page 1 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
predetermined time a radiographic film to the radiation on the opposite side of the source tip
or tube. The resulting film contains information on the internal features of the weld.
Variations in film density allow the film interpreter to accept or reject the weld based on
comparison to specific hole or wire sizes in or on a penetrometer. These hole or wire sizes
represent the largest acceptable defect size in a weld. Any indication that is larger than the
acceptable wire or hole size is cause for rejection. All the relevant parameters including
accept or reject are then recorded on an X-Ray Technique Sheet. The technique sheet and the
processed film are usually turned over to the customer at the completion of the job.
Ultrasonic (UT)
Ultrasonic weld inspection is based on the fact that high frequency sound waves out of the
range of human hearing can propagate in different materials, and be reflected by internal
interfaces and opposite wall surfaces. These waves are generated by piezoelectric
transducers of different sizes and frequencies which transform electrical vibrations into
mechanical vibrations and vice-versa. These transducers are selected to match the thickness,
type, temperature, and configuration of the material to be tested.
Signal reflections are evaluated on a computer screen, and by making reference to standard
reflectors (normally flat bottom holes carefully machined on specimens of the same material)
of given shape and size, the qualified inspector can conclude that if an echo is present where it
should not be and if its reflection is larger than that of comparison, then there is an indication
that must be evaluated. Additional techniques may be required to determine acceptance or
rejection. Ultrasonic testing is capable of detecting thin interfaces normal to the line of
propagation of the wave (that X-Rays cannot detect) so that both testing methods complement
each other. Ultrasonic testing is becoming one of the most widely used methods of non-
destructive testing. Its primary purpose is to detect and characterize internal discontinuities.
UT can also measure thickness, detect surface discontinuities, and define bond characteristics.
Magnetic Particle (MT)
Magnetic Particle weld inspection is used for locating surface or near surface discontinuities
in ferro-magnetic material. It is based on the principals that magnetic lines of force will be
distorted by a change in material continuity thereby creating a magnetic field or flux leak.
Magnetic particles will assemble at the point of the leak. The particles are made visible by
adding a colored dye to the dry powder method, and by using a black light with the wet
method. The inspector has to interpret the indications formed by these particles.
The most common equipment for this process is either an AC or DC yoke, or a DC prod. The
AC yoke method will only detect surface discontinuities while the DC prod method may
detect sub surface discontinuities to 3/16" deep. The powder or liquid is applied after
magnetizing the material. The surface is then visually checked by the inspector to find
suspicious areas of particle concentrations.
Liquid Penetrant (PT)
Liquid Penetrant weld inspection is a sensitive method of detecting and locating
discontinuities that are clear and open to the surface. A penetrating liquid dye is applied to the
cleaned surface. This dye will seep into surface discontinuities. After a certain amount of
time(dwell time), the excess penetrant dye is removed. A developer is then applied that acts
like a blotter and draws the remaining penetrant out of the discontinuity.
Guidelines for Shop Inspection – Welding – Page 2 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
Liquid Penetrant inspection is used for both magnetic and non magnetic materials like
aluminum, stainless steel, magnesium, titanium, bronze etc. and will detect extremely small
cracks. There are three different types of penetrant used with both visible and flourescent
methods. These are classified by how they are removed from the test surface: solvent
removable, water washable, and post-emulsifiable. The solvent removable types are most
common and highly portable making them ideal for "on site" inspections.
Leak Testing
Leak testing for weld inspection is done on containers and piping systems built to hold a
liquid or a gas. The tank or piping system is usually pressurized above its design operating
pressure and held at that pressure for a specific amount of time. The usual test mediums are
air, gas(usually nitrogen), or water. These tests are performed mostly on new construction and
are part of the ASME code.
Guidelines for Shop Inspection – Welding – Page 3 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
22 -- T
THHE
EVVIISSU
UAAL
L IIN
NSSPPE
ECCT
TIIO
ONNO
OFF W
WEEL
LDDSS
Defects and Causes classified by Welding Process
SST
TIIC
CKKW
WEEL
LDDIIN
NGG
INCOMPLETE PENETRATION
This term is used to describe the failure of the filler and base metal to fuse together at the root
of the joint. Bridging occurs in groove welds when the deposited metal and base metal are not
fused at the root of the joint. The frequent cause of incomplete penetration is a joint design
which is not suitable for the welding process or the conditions of construction. When the
groove is welded from one side only, incomplete penetration is likely to result under the
following conditions.
a. The root face dimension is too big even though the root opening is adequate.
b. The root opening is too small.
c. The included angle of a V-groove is too small.
d. The electrode is too large.
e. The rate of travel is too high.
f. The welding current is too low.
LACK OF FUSION
Lack of fusion is the failure of a welding process to fuse together layers of weld metal or weld
metal and base metal. The weld metal just rolls over the plate surfaces. This is generally
referred to as overlap. Lack of fusion is caused by the following conditions:
a. Failure to raise to the melting point the temperature of the base metal or the previously
deposited weld metal.
b. Improper fluxing, which fails to dissolve the oxide and other foreign material from the
surfaces to which the deposited metal must fuse.
c. Dirty plate surfaces.
d. Improper electrode size or type.
e. Wrong current adjustment.
UNDERCUTTING
Undercutting is the burning away of the base metal at the toe of the weld. Undercutting may
be caused by the following conditions:
a. Current adjustment that is too high.
b. Arc gap that is too long.
c. Failure to fill up the crater completely with weld metal.
d. Travel speed too fast.
Guidelines for Shop Inspection – Welding – Page 4 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
SLAG INCLUSIONS
Slag inclusions are elongated or globular pockets of metallic oxides and other solids
compounds. They produce porosity in the weld metal. In arc welding, slag inclusions are
generally made up of electrode coating materials or fluxes. In multilayer welding operations,
failure to remove the slag between the layers causes slag inclusions. Most slag inclusion can
be prevented by:
a. Preparing the groove and weld properly before each bead is deposited.
b. Removing all slag.
c. Making sure that the slag rises to the surface of the weld pool.
d. Taking care to avoid leaving any contours such as a high crown which will be difficult to
penetrate fully with the arc.
e. Avoiding travel speed that is too slow.
b. Avoiding current that is too low.
POROSITY
a. Porosity is the presence of pockets which do not contain any solid material. They differ
from slag inclusions in that the pockets contain gas rather than a solid. The gases forming the
voids are derived from:
(1) Gas released by cooling weld because of its reduced solubility temperature drops.
(2) Gases formed by the chemical reactions in the weld.
b. Porosity is best prevented by avoiding:
(1) Overheating and undercutting of the weld metal.
(2) Too high a current setting.
(3) Too long an arc.
G
GAASS W
WEEL
LDDIIN
NGG
a. The weld should be of consistent width throughout. The two edges should form straight
parallel lines.
b. The face of the weld should be slightly convex with a reinforcement of not more than 1/16
in. (1.6 mm) above the plate surface. The convexity should be even along the entire length of
the weld. It should not be high in one place and low in another.
c. The face of the weld should have fine, evenly spaced ripples. It should be free of excessive
spatter, scale, and pitting.
d. The edges of the weld should be free of undercut or overlap.
e. Starts and stops should blend together so that it is difficult where they have taken place.
f. The crater at the end of the weld should be filled and show no holes, or cracks.
(1) If the joint is a butt joint, check the back side for complete penetration through the root of
the joint. A slight bead should form on the back side.
(2) The root penetration and fusion of lap and T-joints can be checked by putting pressure on
the upper plate until it is bent double. If the weld has not penetrated through the root, the plate
will crack open at the joint as it is being bent. If it breaks, observe the extent of the
penetration and fusion at the root. It will probably be lacking in fusion and penetration.
Guidelines for Shop Inspection – Welding – Page 5 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
G
GAASS M
MEET
TAAL
L--A
ARRC
CWWE
ELLD
DIIN
NGG ((G
GMMA
AWW)) W
WIIT
THH SSO
OLLIID
D--C
COOR
REE
W
WIIR
REE
Lack of Penetration
Lack of penetration or fusion in the root area. This poor penetration is the result of too little
heat corrected by:
(1) Increasing the wire-feed speed and reducing the stickout distance.
(2) Making sure that the fit-up is correct.
(3) Reducing the speed of travel.
(4) Using proper welding techniques such as correct lead angle and making sure that both toes
of the bead fuse to the base metal
Excessive Penetration
Excessive penetration usually causes burn through. It is the result of too much heat in the
weld area. This can be corrected by:
(1) Reducing the wire size.
(2) Reducing the wire-feed speed and increasing the speed of travel.
(3) Making sure that the root opening and root face are correct.
(4) Increasing the stickout distance during welding and weaving the gun
Whiskers
Whiskers are short lengths of electrode wire sticking through the weld on the root side of the
joint. They are caused by pushing the electrode wire past the leading edge of the weld pool.
Whiskers can be prevented by:
(1) Reducing the wire-feed speed and the speed of travel.
(2) Increasing the stickout distance and weaving the gun
Voids
Voids are sometimes referred to as wagon tracks because of their resemblance to ruts in a dirt
road. They may be continued along both sides of the weld deposit. They are found in
multipass welding. Voids can be prevented by:
(1) Avoiding a large contoured crown and undercut.
(2) Making sure that all edges are filled in.
(3) On succeeding passes , using slightly higher arc voltage and increasing travel speed
Lack of Fusion
Lack of fusion, also referred to as cold lap, is largely the result of improper torch handling,
low heat, and higher speed travel. It is important that the arc be directed at the leading edge of
the puddle. To prevent this defect, give careful consideration to the following:
(1) Direct the arc so that it covers all areas of the joint. The arc, not the puddle, should do the
fusing.
(2) Keep the electrode at the leading edge of the puddle.
Guidelines for Shop Inspection – Welding – Page 6 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
(3) Reduce the size of the puddle as necessary by reducing either the travel speed or wire-feed
speed.
(4) Check current values carefully
Porosity
The most common defect in welds produced by any welding process is porosity. Porosity that
exists on the face of the weld is readily detected, but porosity in the weld metal below the
surface must be determined by x-ray or other testing methods. The causes of most porosity
are:
(1) Contamination by the atmosphere and other materials such as oil, dirt, rust, and paint.
(2) Changes in the physical qualities of the filler wire due to excessive current.
(3) Entrapment of the gas evolved during weld metal solidification.
(4) Loss of shielding gas because of too fast travel.
(5) Shielding gas flow rate too low, not providing full protection.
(6) Shielding gas flow rate too high, drawing air into the arc area.
(7) Wrong type of shielding gas being used.
(8) Gas shield blown away by wind or drafts.
(9) Defects in the gas system.
(10) Improper welding technique, excessive stickout, improper torch angle, and too fast
removal of the gun and the shielding gas at the end of the weld.
Spatter
Spatter is made up of very fine particles of metal on the plate surface adjoining the weld area.
It is usually caused by high current, a long arc, an irregular and unstable arc, improper
shielding gas, or a clogged nozzle
Irregular Weld Shape
Irregular welds include those that are too wide or too narrow, those that have an excessively
convex or concave surface, and those that have coarse, irregular ripples. Such characteristics
may be caused by poor torch manipulation, a speed of travel that is too slow, current that is
too high or low, improper arc voltage, improper stickout, or improper shielding gas.
Undercutting
Undercutting is a cutting away of the base material along the edge of the weld. It may be
present in the cover pass weld bead or in multipass welding. This condition is usually the
result of high current, high voltage, excessive travel speed, low wire-feed speed, poor torch
technique, improper gas shielding or the wrong filler wire. To correct undercutting, move the
gun from side to side in the joint. Hesitate at each side before returning to the opposite side.
G
GAASS M
MEET
TAAL
L--A
ARRC
CWWE
ELLD
DIIN
NGG ((G
GMMA
AWW)) W
WIIT
THH FFL
LUUX
X--C
COOR
REED
D
W
WIIR
REE
Guidelines for Shop Inspection – Welding – Page 7 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
Burn-Through
Burn-through may be caused by the following:
(1) Current too high.
(2) Excessive gap between plates.
(3) Travel speed too s1ow.
(4) Bevel angle too large.
(5) Nose too small.
(6) Wire size too small.
(7) Insufficient metal hold-down or clamping.
Crown Too High or Too Low
The crown of the weld may be incorrect due to the following:
(1) Current too high or low.
(2) Voltage too high or low.
(3) Travel speed too high or low.
(4) Improper weld backing.
(5) Improper spacing in welds with backing.
(6) Workpiece not level.
Penetration Too Deep or Too Shallow
Incorrect penetration may be caused by any of the following:
(1) Current too high or low.
(2) Voltage too high or low.
(3) Improper gap between plates.
(4) Improper wire size.
(5) Travel speed too slow or fast.
Porosity and Gas Pockets
These defects may be the results of any of the following:
(1) Flux too shallow.
(2) Improper cleaning.
(3) Contaminated weld backing.
(4) Improper fitup in welds with manual backing.
(5) Insufficient penetration in double welds.
Reinforcement Narrow and Steep-Sloped (Pointed)
Narrow and pointed reinforcements may be caused by the following:
(1) Insufficient width of flux.
(2) Voltage too low.
Guidelines for Shop Inspection – Welding – Page 8 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
Mountain Range Reinforcement
If the reinforcement is ragged, the flux was too deep.
Undercutting
Undercutting may be caused by any of the following:
(1) Travel speed too high.
(2) Improper wire position (fillet welding).
(3) Improper weld backing.
(4) Current or voltage too high.
Voids and Cracks
These weld deficiencies may be caused by any of the following:
(1) Improper cooling.
(2) Failure to preheat.
(3) Improper fitup.
(4) Concave reinforcement (fillet weld).
(5) Excessive convexity (full penetration weld).
Practical Visual Inspection Tips
(1) Know the code or codes that apply to the job you are working on. They go hand in hand
with the design specifications.
(2) Review all of the applicable weld procedures.
(3) Check each welder's qualification to the welding procedure that they are currently working
with.
(4) Talk to the welders and fitters-not at them. Most of them already hate inspectors because
of past bad experiences. They are your best source of information for potential quality
problems because they are the ones actually doing the job. Be just as fast to tell welders when
they have it right as you are when they have it wrong.
(5) Always carry a flashlight, magnifier glass, and inspection mirror. You will eventually
need them all.
(6) Always inspect each weld 100% on both sides if possible. Clearly mark any defects on the
work piece.
(7) Reject welds professionally and not personally because you don't like the welder or the
boss.
(8) If you run into procedural problems or catch a blatant procedure deviation and it isn't
corrected in a timely manner, do write an NCR (Non Conformance Report). Both the owner
and design engineer have to sign it off. That relieves you of responsibility for the infraction if
a failure should occur in the future. In today's finger pointing society you need to cover your
butt.
Guidelines for Shop Inspection – Welding – Page 9 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
33 -- W
Weellddiinngg T
Teerrm
mss aanndd D
Deeffiinniittiioonnss
Acceptable Weld
A weld that meets all requirements and acceptance criteria of the design and welding
specifications.
Actual Throat
The shortest distance between the weld root and face.
Alloy
Metal having different properties than the original base elements.
Arc Blow
The deflection or wandering of an electric welding arc from its normal path due to
magnetism in the base metal.
Arc Welding
A group of welding processes wherein coalescence or complete fusion is produced by
heating with an electric arc.
Arc Strike
A discontinuity on the surface of the base metal or weld consisting of pits, craters
and/or re-melted metal.
As-Welded
The condition of weld metal after welding but prior to any thermal, mechanical, or
chemical treatment.
Automatic Welding
Welding with equipment which performs the welding operation without adjustment of
the controls by a welding operator.
Back Bead
A weld resulting from a back pass.
Back Gouging
The removal of weld and base metal by arc gouging or grinding from the other side of
a partially welded joint to assure complete fusion and penetration upon subsequent
welding from that side.
Base Metal
The material to be formed, welded, brazed, soldered, or cut.
Butt Weld
A weld joining two members laying in approximately the same plane.
Cladding
A relatively thick layer of (> 0.04" ) of different material applied by surface welding
for the purpose of improving corrosion or heat resistance.
Guidelines for Shop Inspection – Welding – Page 10 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
Complete Fusion
Fusion occurring over the entire base metal surfaces intended for welding and between
all joining weld beads and layers.
Clad Vessel
A vessel made from plate having a corrosion resistant material bonded to a base of less
resistant material.
Complete Joint Penetration
Joint penetration in which the weld metal completely fills the groove and is fused to
the base metal throughout its thickness.
Concavity
A weld that falls below the intended perpendicular plane.
Convexity
A weld that exceeds the intended perpendicular plane.
Design Pressure
The pressure used in the design of a vessel. It is recommended to design a vessel and
its parts for a pressure 10% above its operating pressure.
Design Temperature
The maximum metal temperature expected under operating conditions.
Defect
A discontinuity or discontinuities that accumulate to render a weld or part unable to
meet minimum acceptance standards or criteria of the design specifications.
Fillet Weld
A weld of approximately triangular cross section joining two surfaces at right angles
to each other.
Eddy Current Testing (ET)
A non-destuctive test method that induces an electrical current into a test piece by an
alternating magnetic field. This is accomplished by the use of different probes or coils
and eddy current devices operating at frequencies that are appropriate for the material
being tested.
Filler Metal
Metal added in making a welded, brazed, or soldered joint.
FCAW
Flux Cored Arc Welding. Welding process that uses a tubular weld wire with an
internal flux with or without an externally supplied gas shielding.
GMAC
Gas Metal Arc Cutting. Metals are cut by the heat of an arc between a continuous filler
metal electrode and the work piece with externally supplied shielding gas.
Guidelines for Shop Inspection – Welding – Page 11 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
GMAW
Gas Metal Arc Welding. Metals are welded by the heat of an arc between a continuous
filler metal electrode and the work piece with externally supplied shielding gas.
GMAW-P (pulse arc) and GMAW-S (short arc) are variations of this method.
GTAW
Gas Tungsten Arc Welding. A gas shielded welding method where the heating is
produced using a non-consumable tungsten electrode to transfer the arc to the work
piece.
Groove Weld
A weld made in the groove between two plates to be joined.
Head
The end of a cylindrical shell. Types include flat, ellipsoidal, flanged and dished,
conical and hemispherical.
Heat-Affected Zone
The portion of the base metal which has not been melted, but whose mechanical
properties have been altered by the heat of welding or cutting.
High-Alloy Steel
Steel containing large percentages of elements other than carbon.
Hydrostatic Test
A vessel, pipe spool or piping system is completely filled with water and subjected to
a test pressure which is equal to 1.5 times the design pressure.
Impact Test
Determination of the resistance of a material to breaking by impact. The test is
measured by breaking the material by a single blow.
Joint Efficiency
The ratio of the strength of a joint to the strength of the base metal, expressed in
percent.
Lap Joint
A welded joint in which two overlapping metal parts are joined by means of a fillet,
plug or slot weld.
Lethal Substance
Substance that is of such a nature that a small amount of the substance is dangerous to
life when absorbed by a human or animal.
Liquid Penetrant Examination (PT)
A method of non-destructive examination that uses three different chemicals to expose
welding defects that are open to the surface. These chemicals are applied using an
inspection procedure.
Guidelines for Shop Inspection – Welding – Page 12 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
Magnetic Particle Examination (MT)
A method of detecting cracks at or near the surface in magnetic alloys using a
specially designed electro-magnet and a magnetic liquid or powder.
Material Test Report (MTR)
A document on which the material manufacturer records the results of test
examinations or treatments required by the material specification.
Operating Pressure
The pressure at the top of a pressure vessel at which it normally operates. It can not
exceed the maximum allowable working pressure (Stamped Pressure).
Plug Weld
A circular weld made through a hole in one member of a joint to fuse it to another
member.
Porosity
A rounded or elongated cavity formed by gas entrapment during cool down or
solidification.
Postweld Heat Treatment
Heating a weld or welded assembly to a sufficient temperature to relieve the residual
stresses which are the result of welding and forming.
Preheating
Heat applied to base metal prior to welding.
Procedure Qualification Record (PQR)
The written demonstration record that welds made by a specific welding procedure
can meet code standards.
Radiography
The process of passing radiation through a weld joint or base material to obtain a film
record of its soundness.
Seal Weld
Weld used primarily to obtain complete tightness against leakage.
SMAW
Shielded Metal Arc Welding. Also known as stick welding. This process uses a
powder coated welding rod placed in a holder that is arced against the base metal.
Stud Welding
Joining a metal stud to a work piece by welding with arc, friction, resistance, or other
process.
SAW
Guidelines for Shop Inspection – Welding – Page 13 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
Submerged Arc Welding. A bare metal electrode(s) method of welding where the arc
and molten metal are shielded by a granular fusible blanket of material on the work
piece.
Tack Weld
A weld made to hold parts of a weldment in proper alignment until final welds are
made.
Ultrasonic Testing (UT)
A non-destructive inspection method using sound waves for surface or sub-surface
welding or base material testing. Ultrasonics can also be used for thickness testing.
Undercut
A jagged groove melted into the base metal adjacent to the toe or root of a weld and
left unfilled by weld metal. Also known as edge melt.
WPS
Weld Procedure Specification. A written document providing in detail the required variables
for specific application to assure repeatability by properly qualified welders and welding
operators.
Guidelines for Shop Inspection – Welding – Page 14 / 15
Guidelines for Shop Inspection Welding
_______________________________________________________________________________________________________
Support Documents
44 –– M Weellddiinngg oonn tthhee IInntteerrnneett…
Moorree aabboouutt W …
Different Welding Processes
Gas Metal Arc Welding (GMAW)
Gas Torch Welding
Oxygen Fuel Gas Welding Procedures
Plasma Arc Welding (PAW)
Stick Welding (SMAW)
Submerged Arc Welding
Thermite Welding (TW)
Tig Welding (GTAW)
Welding Codes & Uses Info
Guidelines for Shop Inspection – Welding – Page 15 / 15
S-ar putea să vă placă și
- Visual Inspection of WeldDocument1 paginăVisual Inspection of Weldfallalovaldes100% (1)
- Objective Questionsand Answerson Operation ManagementDocument22 paginiObjective Questionsand Answerson Operation ManagementAnonymous LFgO4WbIDÎncă nu există evaluări
- COC Level VDocument12 paginiCOC Level VeyasuÎncă nu există evaluări
- (MCQ) On Textile IndustryDocument12 pagini(MCQ) On Textile Industrysandip kumar mishra100% (1)
- QM MCQsDocument15 paginiQM MCQsBablu JamdarÎncă nu există evaluări
- Unit Iii Vehicles Parts, Supply Management and BudgetDocument3 paginiUnit Iii Vehicles Parts, Supply Management and Budgetdbzdivik100% (1)
- Inventory ControlDocument40 paginiInventory ControlSidda ReddyÎncă nu există evaluări
- MRO Procurement Solutions A Complete Guide - 2020 EditionDe la EverandMRO Procurement Solutions A Complete Guide - 2020 EditionÎncă nu există evaluări
- McqsDocument17 paginiMcqsSushil BishnoiÎncă nu există evaluări
- Final ReportDocument51 paginiFinal Reportmengstuhagos1223Încă nu există evaluări
- PPC Quiz With AnswerDocument6 paginiPPC Quiz With Answerssanthosh073Încă nu există evaluări
- Introduction To Material Handling SystemDocument51 paginiIntroduction To Material Handling SystemHitendraChauhanÎncă nu există evaluări
- Sample MCQ - Facility Location and LayoutDocument3 paginiSample MCQ - Facility Location and Layouthabtamu tilahunÎncă nu există evaluări
- Computer Aided Quality ControlDocument17 paginiComputer Aided Quality ControlMFÎncă nu există evaluări
- Reconditioning of Equipment 1Document15 paginiReconditioning of Equipment 1Dita G. GemechuÎncă nu există evaluări
- A Is A @zak FinalDocument73 paginiA Is A @zak FinalSiraj MohammedÎncă nu există evaluări
- HrU - 29th - Research and Extension Review - Proceedings PDFDocument214 paginiHrU - 29th - Research and Extension Review - Proceedings PDFHelen Teshome100% (2)
- Multiple Choice Questions On Chapter 1: Introduction: Choose To Perform Concept TestingDocument57 paginiMultiple Choice Questions On Chapter 1: Introduction: Choose To Perform Concept TestingABDUL100% (1)
- Ppce Unit 3 MCQDocument5 paginiPpce Unit 3 MCQAsst.Prof MECHÎncă nu există evaluări
- Ok-Machine Layout Plan For A Long Sleeve ShirtDocument2 paginiOk-Machine Layout Plan For A Long Sleeve ShirtalaminÎncă nu există evaluări
- 20MEP-155 - Workshop Practice Sample Viva Questions With AnswersDocument12 pagini20MEP-155 - Workshop Practice Sample Viva Questions With AnswersVerbala RastogiÎncă nu există evaluări
- Unit I: Plant Layout and Material Handling Objective Type Questions & AnswersDocument16 paginiUnit I: Plant Layout and Material Handling Objective Type Questions & AnswersSenthilsuja KumarÎncă nu există evaluări
- Inventory Control: ©st. Paul's UniversityDocument8 paginiInventory Control: ©st. Paul's UniversityAkbar HossainÎncă nu există evaluări
- Auditing Principles and Practice 17UCO514 K1-Level Questions Unit - IDocument18 paginiAuditing Principles and Practice 17UCO514 K1-Level Questions Unit - Iabebetgst teka1234Încă nu există evaluări
- Chapter 1 - Production PlanningDocument29 paginiChapter 1 - Production PlanningschaÎncă nu există evaluări
- 300+ TOP Production and Operation Management MCQs & AnswersDocument14 pagini300+ TOP Production and Operation Management MCQs & AnswersPranoy SarkarÎncă nu există evaluări
- Medical Textiles Final Merge PDFDocument48 paginiMedical Textiles Final Merge PDFMK ChemistÎncă nu există evaluări
- of ReconditioningDocument20 paginiof ReconditioningDita G. Gemechu100% (1)
- Questions and Answers About Good Manufacturing PracticesDocument17 paginiQuestions and Answers About Good Manufacturing PracticesHerfani GaluhÎncă nu există evaluări
- MCQ DivyaDocument6 paginiMCQ DivyaEng-Ahmed BaasaayÎncă nu există evaluări
- Rubber, Plastics & Ceramics REvisedDocument594 paginiRubber, Plastics & Ceramics REvisedI AM NOT CHINESEÎncă nu există evaluări
- Quiz TextileDocument10 paginiQuiz TextilebijjarÎncă nu există evaluări
- Operations Research Module TIE 5208 - 2015Document72 paginiOperations Research Module TIE 5208 - 2015Marlon Kamupira100% (1)
- MCQ: Supply Chain Management: A User-Based Definition of QualityDocument21 paginiMCQ: Supply Chain Management: A User-Based Definition of QualityVinay KumarÎncă nu există evaluări
- Final Abdu ProjectDocument47 paginiFinal Abdu Projecttazeb Abebe100% (1)
- MT Ii Unit Iii MCQDocument9 paginiMT Ii Unit Iii MCQRanjith GopalakrishnanÎncă nu există evaluări
- ADL 14 - Production and Operation Management AssignmentDocument9 paginiADL 14 - Production and Operation Management Assignmentsuds19190% (1)
- Chapter 1 - Overview of Business MCQS ManagementDocument9 paginiChapter 1 - Overview of Business MCQS ManagementVinayak ShegarÎncă nu există evaluări
- QuestionsDocument8 paginiQuestionsjustice100% (1)
- Unit 2 Production ProcessesDocument12 paginiUnit 2 Production ProcessesAjay KareÎncă nu există evaluări
- Exam SolutionDocument11 paginiExam SolutionAamir Ahmed Ali SalihÎncă nu există evaluări
- IES 2013 Electrical Engineering EE-objective Paper II Solved Question Paper PDFDocument17 paginiIES 2013 Electrical Engineering EE-objective Paper II Solved Question Paper PDFkoinsuriÎncă nu există evaluări
- Semibatch, Continuous, Transient, and Steady-State ProcessesDocument5 paginiSemibatch, Continuous, Transient, and Steady-State ProcessesRose Dane Escobedo DiestaÎncă nu există evaluări
- Management 4314 Exam QuestionsDocument15 paginiManagement 4314 Exam Questionshalipali81100% (1)
- 01 Asparagus ProcessingDocument8 pagini01 Asparagus Processingraghukulkarni2005Încă nu există evaluări
- CH 9 Process Capability AnalysisDocument60 paginiCH 9 Process Capability AnalysisSrikar RenikindhiÎncă nu există evaluări
- Economics of Metal CuttingDocument10 paginiEconomics of Metal Cuttinghaile mehariÎncă nu există evaluări
- Final Report1.pdf1Document52 paginiFinal Report1.pdf1seyoum misganaw100% (1)
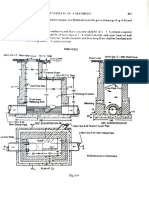
- Eample 4. Prepare A Detailed Estimate of A Manhole From The Given Drawings (Fig. 6-4) andDocument3 paginiEample 4. Prepare A Detailed Estimate of A Manhole From The Given Drawings (Fig. 6-4) andJeevan NaikÎncă nu există evaluări
- Multiple Choice Questions (MCQ) On Press Working - Page 2 of 2 - Scholarexpress2Document1 paginăMultiple Choice Questions (MCQ) On Press Working - Page 2 of 2 - Scholarexpress2Prashant SinghÎncă nu există evaluări
- Internship ReportDocument26 paginiInternship ReportlalitmlkÎncă nu există evaluări
- At Asu Menberu Tesfaw Intern ReportDocument94 paginiAt Asu Menberu Tesfaw Intern ReportChristianÎncă nu există evaluări
- Managing For Quality Essay QuestionsDocument28 paginiManaging For Quality Essay QuestionsKimÎncă nu există evaluări
- Cost Management MCQDocument37 paginiCost Management MCQKinjal patilÎncă nu există evaluări
- MCQ Construction ManagementDocument3 paginiMCQ Construction ManagementRitika goelÎncă nu există evaluări
- Acceptable Quality Levels in The Textile Sector and Their Effect On The Level of CompetitionDocument8 paginiAcceptable Quality Levels in The Textile Sector and Their Effect On The Level of CompetitionvinayakasisÎncă nu există evaluări
- GCT Compnay ProfileDocument24 paginiGCT Compnay ProfileKareem Gulf100% (1)
- What Is Operational ResearchDocument4 paginiWhat Is Operational ResearchShalini YadavÎncă nu există evaluări
- Module 3 PDFDocument55 paginiModule 3 PDFSandeep VermaÎncă nu există evaluări
- 生物可溶矿物纤维 Eudr 19970069Document6 pagini生物可溶矿物纤维 Eudr 19970069zsmithÎncă nu există evaluări
- C Part4 Hydraulics and PneumaticsDocument12 paginiC Part4 Hydraulics and PneumaticszsmithÎncă nu există evaluări
- Fibre Glass 97 69 ECDocument1 paginăFibre Glass 97 69 ECzsmithÎncă nu există evaluări
- 16 Guidance Manual-EUCEB Certification V12Document17 pagini16 Guidance Manual-EUCEB Certification V12zsmithÎncă nu există evaluări
- As Update Apr09Document23 paginiAs Update Apr09zsmithÎncă nu există evaluări
- Weld Defect Extraction and ClassificationDocument8 paginiWeld Defect Extraction and ClassificationzsmithÎncă nu există evaluări
- CE FlowChartDocument1 paginăCE FlowChartzsmithÎncă nu există evaluări
- Wet Air Properties Calculation Sheet: at Low PressureDocument2 paginiWet Air Properties Calculation Sheet: at Low Pressurezsmith0% (1)
- % Mole: Gas Properties Calculation SheetDocument6 pagini% Mole: Gas Properties Calculation Sheetzsmith0% (1)
- 1.2.4 Static Mixer ReactorsDocument13 pagini1.2.4 Static Mixer ReactorsJyoti RaniÎncă nu există evaluări
- Process Design Basis - Concrete Block PlantDocument14 paginiProcess Design Basis - Concrete Block PlantzsmithÎncă nu există evaluări
- Lube Oil and H.P. Seal Oil Diagram For Reciprocating Compressor (Typical)Document3 paginiLube Oil and H.P. Seal Oil Diagram For Reciprocating Compressor (Typical)zsmith100% (1)
- Utstøpingsring 3: Plate 50x240x250 KokillerammeDocument1 paginăUtstøpingsring 3: Plate 50x240x250 KokillerammezsmithÎncă nu există evaluări
- 5-16-4 Steam Turbines: Standard SpecificationDocument3 pagini5-16-4 Steam Turbines: Standard SpecificationzsmithÎncă nu există evaluări
- Driver Selection For Large Offshore Production Facilities: An Important Early Project DecisionDocument22 paginiDriver Selection For Large Offshore Production Facilities: An Important Early Project DecisionzsmithÎncă nu există evaluări
- Intercooler, Aftercooler and Antisurge Control: 1. One CasingDocument3 paginiIntercooler, Aftercooler and Antisurge Control: 1. One CasingzsmithÎncă nu există evaluări
- Application For Approved (Overseas/Local) Third Party Inspection Agency For Lifting EquipmentDocument24 paginiApplication For Approved (Overseas/Local) Third Party Inspection Agency For Lifting EquipmentzsmithÎncă nu există evaluări
- 45load GraphiteDocument2 pagini45load GraphitezsmithÎncă nu există evaluări
- Limit - Between - Process - Plant - and Construction - ProductsDocument3 paginiLimit - Between - Process - Plant - and Construction - ProductszsmithÎncă nu există evaluări
- Inspection and Test Plan For Switchgear: Before ManufacturingDocument5 paginiInspection and Test Plan For Switchgear: Before ManufacturingzsmithÎncă nu există evaluări
- 0000 Pi SPC 004Document18 pagini0000 Pi SPC 004zsmithÎncă nu există evaluări
- 0000 Pi SPC 002Document24 pagini0000 Pi SPC 002zsmithÎncă nu există evaluări
- EPD BetonDocument11 paginiEPD BetonElena-Mihaela BogdanÎncă nu există evaluări
- Tut 1Document1 paginăTut 1Mrigang SinghÎncă nu există evaluări
- Relief Vent Sizing For A Grignard Reaction: Ming-Huei Yue, John J. Sharkey and Joseph C. Leung?Document6 paginiRelief Vent Sizing For A Grignard Reaction: Ming-Huei Yue, John J. Sharkey and Joseph C. Leung?anon_463510259Încă nu există evaluări
- Ceramic Book 2018 2019Document104 paginiCeramic Book 2018 2019xgajaxÎncă nu există evaluări
- Drill Compund Kopr Kote Oilfield MsdsDocument1 paginăDrill Compund Kopr Kote Oilfield MsdsDumitru MoldovanÎncă nu există evaluări
- JET - 36 - Coiled Tubing Downhole Tools UpdateDocument144 paginiJET - 36 - Coiled Tubing Downhole Tools UpdateMohamedIbrahim75% (4)
- Metalworking Woodworking Tool Cut Hand Tool Steel Case Hardened Tang RaspDocument1 paginăMetalworking Woodworking Tool Cut Hand Tool Steel Case Hardened Tang RaspQamar ZamansÎncă nu există evaluări
- Is.2720.37.1976 Sand Equivalent ValueDocument21 paginiIs.2720.37.1976 Sand Equivalent Valuerajeshji_000Încă nu există evaluări
- Timer PaperDocument5 paginiTimer Paperhajjiyare2016Încă nu există evaluări
- Drill CompleteDocument35 paginiDrill Completesiva kumarÎncă nu există evaluări
- For Bolstering Concrete: Panicum Maximum Jacq. Ash and Pulverized Corbicula Fluminea As An AdmixtureDocument4 paginiFor Bolstering Concrete: Panicum Maximum Jacq. Ash and Pulverized Corbicula Fluminea As An AdmixtureKristianKurtRicaroÎncă nu există evaluări
- Ejemplo 11.1 - Mott. RDocument10 paginiEjemplo 11.1 - Mott. RDylan Navarro LÎncă nu există evaluări
- Analisis Cacat Las Incomplete Fusion Dan Retak Memanjang Pada Waterwall Tube Boiler PLTU Paiton Unit 1Document11 paginiAnalisis Cacat Las Incomplete Fusion Dan Retak Memanjang Pada Waterwall Tube Boiler PLTU Paiton Unit 1Mursidil KamilÎncă nu există evaluări
- Manufacturing Technology II - Notes PDFDocument17 paginiManufacturing Technology II - Notes PDFSenthil Kumar Subramanian100% (1)
- Is 7861-1976 Part 1 Code of Practice For Extreme Weather Concreting Part 1 Recommended Practice FDocument23 paginiIs 7861-1976 Part 1 Code of Practice For Extreme Weather Concreting Part 1 Recommended Practice FAnmil Singh100% (1)
- Standards Related To BearingsDocument6 paginiStandards Related To Bearingswholenumber0% (1)
- 2020 Annual Book of Astm Standards: Exclusive BSB Edge Offer 15% Discount On All The Publications!Document5 pagini2020 Annual Book of Astm Standards: Exclusive BSB Edge Offer 15% Discount On All The Publications!anil73Încă nu există evaluări
- Materials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding FittingsDocument1 paginăMaterials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding Fittingsnaseema1Încă nu există evaluări
- Plaxis L11 - Slope Stability Including Unsaturated BehaviourDocument24 paginiPlaxis L11 - Slope Stability Including Unsaturated BehaviourBayo Regar Mangharopsamoniscinta100% (2)
- Project ThesisDocument56 paginiProject ThesisHiren ThesiyaÎncă nu există evaluări
- Atomic Absorption & EmissionDocument80 paginiAtomic Absorption & EmissionAkshay Patil100% (1)
- Solidworks Flow Simulation Project Report: (Company Logo Here)Document13 paginiSolidworks Flow Simulation Project Report: (Company Logo Here)Michaelle Angela ArnedoÎncă nu există evaluări
- Concrete Mix Design ManualDocument30 paginiConcrete Mix Design ManualsiswosukartoÎncă nu există evaluări
- Ambient Pressure X-Ray Photo Electron SpectrosDocument77 paginiAmbient Pressure X-Ray Photo Electron SpectrosVincent J. CataldiÎncă nu există evaluări
- GSE StudLiner - 09.12.2011 - Youngblood - New DesignDocument60 paginiGSE StudLiner - 09.12.2011 - Youngblood - New Designhassen gannouniÎncă nu există evaluări
- 430 SSDocument2 pagini430 SStranngocthuan200Încă nu există evaluări
- Using Electronic Detonators To Improve All-Round Blasting PerformancesDocument8 paginiUsing Electronic Detonators To Improve All-Round Blasting Performancesangel baez contrerasÎncă nu există evaluări
- GL005 PIPE ROUTING GUIDELINE Rev 2Document22 paginiGL005 PIPE ROUTING GUIDELINE Rev 2MIlanÎncă nu există evaluări
- Determination of Length Change of Concrete Due To Alkali-Silica ReactionDocument7 paginiDetermination of Length Change of Concrete Due To Alkali-Silica Reactioniipmnpti iipm100% (1)
- Cambridge IGCSE: Co-Ordinated Sciences 0654/42Document28 paginiCambridge IGCSE: Co-Ordinated Sciences 0654/42Ajay Pawar100% (1)