S-ar putea să vă placă și
- KardexDocument7 paginiKardexJhon ThomasÎncă nu există evaluări
- Unidad 2 Control de La Actividad de ProduccionDocument17 paginiUnidad 2 Control de La Actividad de Produccionnitus100% (2)
- Plan Cierre Comercial Rev 1Document13 paginiPlan Cierre Comercial Rev 1ALva Luna AdrianaÎncă nu există evaluări
- H-1-6-P-02 INGRESO DE CONTRATISTAS PROVEEDORES Y VISITANTES v4Document12 paginiH-1-6-P-02 INGRESO DE CONTRATISTAS PROVEEDORES Y VISITANTES v4Marisol Barreto RiveraÎncă nu există evaluări
- Caída y Auge de Planificación EstratégicaDocument11 paginiCaída y Auge de Planificación Estratégicajucacepi100% (1)
- Cargas de Trabajo y ResumenDocument8 paginiCargas de Trabajo y ResumenLuis Angel100% (1)
- Programa de Capacitacion Grupo Horeca 2022Document8 paginiPrograma de Capacitacion Grupo Horeca 2022estefanieÎncă nu există evaluări
- Control de La Actividad de ProduccionDocument8 paginiControl de La Actividad de ProduccionFiorella Matto100% (1)
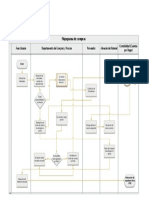
- Flujograma de ComprasDocument1 paginăFlujograma de ComprasJose BanquezÎncă nu există evaluări
- Informe Tecnico It0037-2015 - Divemotor-Km24Document4 paginiInforme Tecnico It0037-2015 - Divemotor-Km24Eber.CVÎncă nu există evaluări
- Sesion 06 1Document39 paginiSesion 06 1Vivas AndréÎncă nu există evaluări
- COBIT Objetivos de ControlDocument149 paginiCOBIT Objetivos de Controlaalfonsop100% (1)
- Informe SupervisorDocument9 paginiInforme SupervisorJaime Flores PacoÎncă nu există evaluări
- Especificaciones Tecnicas 2014 - Proyector Multimedia Epson Powerlite 1870 - 4000L - DGGRP 2Document3 paginiEspecificaciones Tecnicas 2014 - Proyector Multimedia Epson Powerlite 1870 - 4000L - DGGRP 2Ivan LlaqueÎncă nu există evaluări
- Altotonga VirtualDocument118 paginiAltotonga VirtualAlberto CastañedaÎncă nu există evaluări
- Informe de ProductividadDocument11 paginiInforme de ProductividadCLASEUNESRÎncă nu există evaluări
- Formato de Visita Tecnica1Document1 paginăFormato de Visita Tecnica1Juan David CastroÎncă nu există evaluări
- Manual de Funciones Operaria de Aseo Clean & Green OkDocument6 paginiManual de Funciones Operaria de Aseo Clean & Green OkandresÎncă nu există evaluări
- Modelo de Reglamento Interno de TrabajoDocument19 paginiModelo de Reglamento Interno de TrabajoYamil Ramirez Martinez CholesÎncă nu există evaluări
- SST-RE-001 Ver 2 0 Reporte de Accidentes de TrabajoDocument6 paginiSST-RE-001 Ver 2 0 Reporte de Accidentes de TrabajoWilmer MontoyaÎncă nu există evaluări
- Choosing by AdvantagesDocument4 paginiChoosing by Advantagesdiego alberto gil amorochoÎncă nu există evaluări
- Proyecto Relojes BiométricosDocument5 paginiProyecto Relojes BiométricosIlich DiazÎncă nu există evaluări
- Presupuesto - Alquiler de ChancadoraDocument16 paginiPresupuesto - Alquiler de ChancadoraEdinsson SanchezÎncă nu există evaluări
- Sika Imper Mur MSDSDocument6 paginiSika Imper Mur MSDSjimmyalvercaÎncă nu există evaluări
- Informe de Capacitación en Microsoft WordDocument6 paginiInforme de Capacitación en Microsoft WordkapuyscribdÎncă nu există evaluări
- Analista de ContratosDocument3 paginiAnalista de ContratosJavier DíazÎncă nu există evaluări
- Manual Montaje de Panel MuroDocument16 paginiManual Montaje de Panel MuroJORGRULESÎncă nu există evaluări
- Entorno de ProyectoDocument8 paginiEntorno de ProyectoRenzo Leonardo Gallardo GalloÎncă nu există evaluări
- Jet Duramastic Primer 916Document2 paginiJet Duramastic Primer 916JaimeRubenLLoqueBordaÎncă nu există evaluări
- Informe de Acondicionamiento de Dispensadores de Agua de Manual A PedalDocument7 paginiInforme de Acondicionamiento de Dispensadores de Agua de Manual A PedalRobert CuroÎncă nu există evaluări
- Anexo 11. Formato de Registro de Asistencia A Entrenamiento y CapacitacionDocument1 paginăAnexo 11. Formato de Registro de Asistencia A Entrenamiento y CapacitacionLuis Fernando RIVERA TERANÎncă nu există evaluări
- Formato Informe Avance Proyectos IntegradoresDocument2 paginiFormato Informe Avance Proyectos IntegradoresCamiloCastañedaÎncă nu există evaluări
- Acta de Entrega de Equipo Tecnologico OkDocument10 paginiActa de Entrega de Equipo Tecnologico OkJessica AbrilÎncă nu există evaluări
- Especf. Tecnicas Camino HerraduraDocument35 paginiEspecf. Tecnicas Camino HerraduraMichael D LlsÎncă nu există evaluări
- Pisos 7 02 Acta de ConstitucionDocument5 paginiPisos 7 02 Acta de ConstitucionjalheroÎncă nu există evaluări
- Aplicación de Las Normas Técnicas en La Producción de CerámicaDocument78 paginiAplicación de Las Normas Técnicas en La Producción de CerámicaMilaÎncă nu există evaluări
- Checklist de Documentos - Contratista - Santa LuciaDocument1 paginăChecklist de Documentos - Contratista - Santa LuciaEdwin Daniel Pari ChurataÎncă nu există evaluări
- Informe de Auditoria AmbientalDocument7 paginiInforme de Auditoria AmbientalYeseniaReyesEsquivelÎncă nu există evaluări
- Tarjeta de TareoDocument1 paginăTarjeta de TareoKike Silva0% (1)
- Organigrama Compañia de FumigacionDocument1 paginăOrganigrama Compañia de FumigacionPaola Pasotini0% (1)
- Trabajo Grupal Diagnostico Empresa PachecoDocument18 paginiTrabajo Grupal Diagnostico Empresa Pachecosandro5karel5alfaro5Încă nu există evaluări
- Plan de Proyecto de La Construccion Del Condominio TachiDocument163 paginiPlan de Proyecto de La Construccion Del Condominio TachiOsmar Diaz VilchezÎncă nu există evaluări
- 09.01.05. Flanche Lamina GalvanizadaDocument3 pagini09.01.05. Flanche Lamina GalvanizadaKatherine BarriosÎncă nu există evaluări
- 02.01 Esp - Tec. Diseñ de MezclaDocument5 pagini02.01 Esp - Tec. Diseñ de MezclaLuis Alfredo Arcos ChipanaÎncă nu există evaluări
- Protocolo de Restaurantes Cafés y Otros Establecimientos AnálogosDocument20 paginiProtocolo de Restaurantes Cafés y Otros Establecimientos AnálogosEl LiberoÎncă nu există evaluări
- FORMATERIADocument4 paginiFORMATERIACarlos Edwin Hualpa CopaÎncă nu există evaluări
- Manual Funciones Residente de ObraDocument1 paginăManual Funciones Residente de Obrammorales1980Încă nu există evaluări
- 8 Perfil Del Cargo Del Coordinador de LogisticaDocument3 pagini8 Perfil Del Cargo Del Coordinador de LogisticaHugo Fernando Andrade PerezÎncă nu există evaluări
- Expediente 01Document60 paginiExpediente 01Wilber Alex Paredes Hinostroza0% (1)
- Plan de Gestión de Recursos HumanosDocument7 paginiPlan de Gestión de Recursos Humanosilevonte_8Încă nu există evaluări
- Capacidad OciosaDocument2 paginiCapacidad OciosaKevrofa NetworkÎncă nu există evaluări
- Cronograma de ActividadesDocument2 paginiCronograma de ActividadesJunior NegrinhoÎncă nu există evaluări
- 24 R Plan de Trabajo V2Document1 pagină24 R Plan de Trabajo V2carlosÎncă nu există evaluări
- Perfil Del CargoDocument2 paginiPerfil Del CargoVictor Thomsen MuñozÎncă nu există evaluări
- Avances en La Calidad en La Construccion en El Peru y Su Proyeccion InternacionalDocument11 paginiAvances en La Calidad en La Construccion en El Peru y Su Proyeccion InternacionalYoordy Contreras Quispe0% (1)
- RNPDocument2 paginiRNPjosefer1305Încă nu există evaluări
- TDR Cartel de ObraDocument3 paginiTDR Cartel de ObraRAULÎncă nu există evaluări
- Control #1Document2 paginiControl #1Emily JgÎncă nu există evaluări
- Preguntas de Examen de ObraDocument3 paginiPreguntas de Examen de ObraValery HandersÎncă nu există evaluări
- Reglamento Interno 2017 Definitivo MAS ERRAZURIZDocument175 paginiReglamento Interno 2017 Definitivo MAS ERRAZURIZGeorge CorleoneÎncă nu există evaluări
- Requisicion de Compra N 03Document2 paginiRequisicion de Compra N 03Melyssa MierÎncă nu există evaluări
- HOJA de RUTA - MODELO Rev.00 para Uso en ObraDocument1 paginăHOJA de RUTA - MODELO Rev.00 para Uso en ObraEDUARDOvelasquezÎncă nu există evaluări
- Analisis de Las Relaciones Producción - MantenimientoDocument2 paginiAnalisis de Las Relaciones Producción - MantenimientoDIANA CRISTINA AVILA CAMPOVERDEÎncă nu există evaluări
- Control de ProduccionDocument7 paginiControl de ProduccionDiegoÎncă nu există evaluări
- TornoDocument2 paginiTornopotasotrujilloÎncă nu există evaluări
- Piedra SemipreciosaDocument7 paginiPiedra SemipreciosapotasotrujilloÎncă nu există evaluări
- Dispositiva Control de Produccion y MantenimientosDocument16 paginiDispositiva Control de Produccion y MantenimientospotasotrujilloÎncă nu există evaluări
- Metrología e Instrumentos (Tecnologia Mecanica)Document4 paginiMetrología e Instrumentos (Tecnologia Mecanica)potasotrujillo100% (1)
- Revision Por DireccionDocument10 paginiRevision Por DireccionpotasotrujilloÎncă nu există evaluări
- Tecnicas de La Organización Del TrabajoDocument10 paginiTecnicas de La Organización Del TrabajopotasotrujilloÎncă nu există evaluări
- Import Ac I OnesDocument3 paginiImport Ac I OnespotasotrujilloÎncă nu există evaluări
- IMPORTACIONESDocument1 paginăIMPORTACIONESpotasotrujilloÎncă nu există evaluări
- UntitledDocument25 paginiUntitledWendy BriceñoÎncă nu există evaluări
- El Papel Del Tutor en El Aprendizaje VirtualDocument12 paginiEl Papel Del Tutor en El Aprendizaje VirtualEscuela Nacional de la Judicatura100% (1)
- Conectores COE IIDocument3 paginiConectores COE IISandra GuzmanÎncă nu există evaluări
- Modelo de Formulación Clínico ConductualDocument8 paginiModelo de Formulación Clínico ConductualLaura GomezÎncă nu există evaluări
- Riesgos Estratégicos en La Gestión Del RiesgoDocument5 paginiRiesgos Estratégicos en La Gestión Del RiesgoprftoÎncă nu există evaluări
- Nia 315Document34 paginiNia 315Julio FelipeÎncă nu există evaluări
- Sesiones de Aprendizaje 1°Document182 paginiSesiones de Aprendizaje 1°ANTONIO TELLOÎncă nu există evaluări
- Texto Cuadro Sinoptico RolesDocument5 paginiTexto Cuadro Sinoptico RolesJULIANA VALENTINA TELLO URRUTIAÎncă nu există evaluări
- Modelo Precede para Educacion en SaludDocument17 paginiModelo Precede para Educacion en SaludAlexandra AlbaÎncă nu există evaluări
- Estudio de PrefactibilidadDocument3 paginiEstudio de Prefactibilidadwilmar urueñaÎncă nu există evaluări
- Creswell Espanol Capitulo 1 1Document19 paginiCreswell Espanol Capitulo 1 1Oscar GutierrezÎncă nu există evaluări
- PROY. 3-ALIMENTACIÓN SALUDABLE-4 Años-2023Document7 paginiPROY. 3-ALIMENTACIÓN SALUDABLE-4 Años-2023Elsa Marivel Cerna MercadoÎncă nu există evaluări
- Tecnologias de Informacion y Comunicacion - TrabajoDocument18 paginiTecnologias de Informacion y Comunicacion - TrabajoAreli GarciaÎncă nu există evaluări
- Respeto Hacia Los AnimalesDocument21 paginiRespeto Hacia Los AnimalesJavier BenavidesÎncă nu există evaluări
- Preguntas - Psicologia EducativaDocument9 paginiPreguntas - Psicologia EducativaJossephsalmils OficialÎncă nu există evaluări
- Unidad 1. Introducción A La Modelación y Simulación-2Document21 paginiUnidad 1. Introducción A La Modelación y Simulación-2Emmanuel Villegas Gutiérrez0% (1)
- Caso 2 Kimbal Pregunta 1Document2 paginiCaso 2 Kimbal Pregunta 1paul jamir100% (1)
- Modelos de EvaluaciónDocument8 paginiModelos de EvaluaciónDulce RomeroÎncă nu există evaluări
- Funciones Del LenguajeDocument26 paginiFunciones Del LenguajeBegoña García Acevedo100% (1)
- Guia de Instalacion TSM Linux v6.2Document142 paginiGuia de Instalacion TSM Linux v6.2dagintonÎncă nu există evaluări
- Tipos de Programas de Contabilidad 1Document12 paginiTipos de Programas de Contabilidad 1Nidia Hernandez DiazÎncă nu există evaluări
- Estrategias Docentes para Un Aprendizaje SignificativoDocument7 paginiEstrategias Docentes para Un Aprendizaje SignificativocorolarioÎncă nu există evaluări
- Evaluación Unidad Uno Revision 1 FUNDAMENTOS DE ADMINISTRACION 100500A - 224Document7 paginiEvaluación Unidad Uno Revision 1 FUNDAMENTOS DE ADMINISTRACION 100500A - 224jualdacam100% (1)
- Rubrica para Evaluar La Campaa de Prevencin de Riesgo de AccidentesDocument2 paginiRubrica para Evaluar La Campaa de Prevencin de Riesgo de Accidentesapi-254627273100% (1)
- INFOTERNOLOGIA PORTAFOLIO (Recuperado) (Recuperado)Document54 paginiINFOTERNOLOGIA PORTAFOLIO (Recuperado) (Recuperado)Junior Alfonso Peña RosarioÎncă nu există evaluări
- Manual de Historia UniversalDocument637 paginiManual de Historia UniversalFelipe CardonaÎncă nu există evaluări