S-ar putea să vă placă și
- 1025 2017 Quispe Candia LB Fain Ingenieria Mecanica PDFDocument166 pagini1025 2017 Quispe Candia LB Fain Ingenieria Mecanica PDFYanina Katherine Arias SaicoÎncă nu există evaluări
- Metalurgia Del Cobre PDFDocument70 paginiMetalurgia Del Cobre PDFMiguel Angel Simon MartinezÎncă nu există evaluări
- Factores de Conversion de UnidadesDocument2 paginiFactores de Conversion de UnidadesDavid R PaucaraÎncă nu există evaluări
- Cha TarraDocument7 paginiCha TarraThalia QuispeÎncă nu există evaluări
- 14-Mecanica de Corte: Julio Alberto Aguilar SchaferDocument128 pagini14-Mecanica de Corte: Julio Alberto Aguilar SchaferJunior Castañeda ArrigoniÎncă nu există evaluări
- Alvarado RL PDFDocument221 paginiAlvarado RL PDFYanina Katherine Arias SaicoÎncă nu există evaluări
- Problema 3 PDFDocument20 paginiProblema 3 PDFYanina Katherine Arias SaicoÎncă nu există evaluări
- Preguntas Frecuentes Sobre RelavesDocument9 paginiPreguntas Frecuentes Sobre RelavesMarta Ceballos CortesÎncă nu există evaluări
- Comunicación básica y gramática elemental en inglésDocument66 paginiComunicación básica y gramática elemental en inglésmacvighi100% (2)
- Ecologia Parada 4Document2 paginiEcologia Parada 4Yanina Katherine Arias SaicoÎncă nu există evaluări
- Alvarado RL PDFDocument221 paginiAlvarado RL PDFYanina Katherine Arias SaicoÎncă nu există evaluări
- Ejercicios Termoquimica Con SolucionDocument4 paginiEjercicios Termoquimica Con SolucionAlejandro Garcia MateoÎncă nu există evaluări
- Fisicoquímica con problemas resueltosDocument90 paginiFisicoquímica con problemas resueltosnicocla94maramÎncă nu există evaluări
- Procesos de FabricacionDocument10 paginiProcesos de FabricacionfredÎncă nu există evaluări
- AgitadoresDocument8 paginiAgitadoresLuis PozoÎncă nu există evaluări
- Fisicoquímica con problemas resueltosDocument90 paginiFisicoquímica con problemas resueltosnicocla94maramÎncă nu există evaluări
- Ventanas y Perfiles DealuminioDocument185 paginiVentanas y Perfiles DealuminioOthman Raphael MartínezÎncă nu există evaluări
- Llaves de Torque Hidráulicas de Cuadrante: Diseño de Acero Rígido La Solución Profesional en Llaves de Adaptador CuadradoDocument39 paginiLlaves de Torque Hidráulicas de Cuadrante: Diseño de Acero Rígido La Solución Profesional en Llaves de Adaptador CuadradoYanina Katherine Arias SaicoÎncă nu există evaluări
- Llaves de Torque Hidráulicas de Cuadrante: Diseño de Acero Rígido La Solución Profesional en Llaves de Adaptador CuadradoDocument39 paginiLlaves de Torque Hidráulicas de Cuadrante: Diseño de Acero Rígido La Solución Profesional en Llaves de Adaptador CuadradoYanina Katherine Arias SaicoÎncă nu există evaluări
- Tema 11 BiogLagosRiosHum SALVADocument104 paginiTema 11 BiogLagosRiosHum SALVAYanina Katherine Arias SaicoÎncă nu există evaluări
- Escolares Flotaci NDocument6 paginiEscolares Flotaci NRonald TessénÎncă nu există evaluări
- Tubos Cuadrados y Rectangulares A500Document1 paginăTubos Cuadrados y Rectangulares A500Dunia Aroni EchaccayaÎncă nu există evaluări
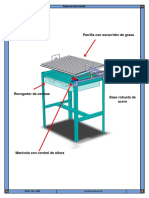
- Visio-Asador PDFDocument13 paginiVisio-Asador PDFfranciscoÎncă nu există evaluări
- PVP Fundicion 2023 1er SemestreDocument35 paginiPVP Fundicion 2023 1er SemestrefranzcalÎncă nu există evaluări
- Peru Business Data Base 2022 2023 Verified Free SampleDocument3.579 paginiPeru Business Data Base 2022 2023 Verified Free SampleYoti Dominguez0% (1)
- Formato Acta de CobroDocument24 paginiFormato Acta de CobroCristian CorreaÎncă nu există evaluări
- Cotizacin 20176Document1 paginăCotizacin 20176Alicia MartinezÎncă nu există evaluări
- VILLACERODocument3 paginiVILLACEROMIGUEL ANGEL LOZADA RODRIGUEZÎncă nu există evaluări
- Electrodos y alambres almacénDocument2 paginiElectrodos y alambres almacénEdu LlerenaÎncă nu există evaluări
- Preguntas de Repaso y CualitativasDocument7 paginiPreguntas de Repaso y CualitativasCarlos Fernando AlfaroÎncă nu există evaluări
- Deck Steel Ficha Tecnica Tubos ColmenaDocument1 paginăDeck Steel Ficha Tecnica Tubos ColmenatecnidibujosÎncă nu există evaluări
- Gtaw Teoría WikipediaDocument4 paginiGtaw Teoría Wikipediafarioja68749Încă nu există evaluări
- Fundición Tarea 6 (2022-1)Document4 paginiFundición Tarea 6 (2022-1)Jose Antonio MartinezÎncă nu există evaluări
- Calibres de Lamina y PlacaDocument8 paginiCalibres de Lamina y PlacaJoel Molina100% (1)
- Tubos Cuadrados y Rectangulares A500Document1 paginăTubos Cuadrados y Rectangulares A500eliseoÎncă nu există evaluări
- 2da. AsignaciónDocument3 pagini2da. AsignaciónBarbara AlcalaÎncă nu există evaluări
- Planchas de Acero Estriadas Astm A36Document1 paginăPlanchas de Acero Estriadas Astm A36edu chavezÎncă nu există evaluări
- Nomenclatura de Los AcerosDocument4 paginiNomenclatura de Los Acerospatylips100% (3)
- Catalogo Acero TradisaDocument82 paginiCatalogo Acero TradisaAlex Javier Mamani CruzÎncă nu există evaluări
- Especificaciones TecnicasDocument37 paginiEspecificaciones Tecnicasanon_693812908Încă nu există evaluări
- CYPE - Listado de Datos de La Obra-Losa ComprobacionDocument8 paginiCYPE - Listado de Datos de La Obra-Losa ComprobacioncercioraÎncă nu există evaluări
- Ficha Tec - EscofinasDocument12 paginiFicha Tec - EscofinasEMMRÎncă nu există evaluări
- Articulo Cold FormedDocument5 paginiArticulo Cold FormedLuis FernándezÎncă nu există evaluări
- Calificacion SOLDADORDocument2 paginiCalificacion SOLDADORAnonymous tVXaV5ojÎncă nu există evaluări
- Ilovepdf MergedDocument3 paginiIlovepdf MergedHassan RashytÎncă nu există evaluări
- Resistencia acero estructura industrialDocument263 paginiResistencia acero estructura industrialJoss FabianÎncă nu există evaluări
- Aceros MicroaleadosDocument5 paginiAceros MicroaleadosAlberto Lago AneirosÎncă nu există evaluări
- Calificación de Soldador para Hot - Tap (PQR)Document2 paginiCalificación de Soldador para Hot - Tap (PQR)ivan8villegas8buschÎncă nu există evaluări
- Catalogo Clamb CrosbyDocument15 paginiCatalogo Clamb Crosbyanmec20Încă nu există evaluări
- Tabla de Propiedades de Varilla Corrugada Grado 42Document1 paginăTabla de Propiedades de Varilla Corrugada Grado 42Carlos Abascal MendozaÎncă nu există evaluări
- Cosmobel 2020 PDFDocument92 paginiCosmobel 2020 PDFAdriana Lopez RamirezÎncă nu există evaluări