S-ar putea să vă placă și
- SRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceDocument2 paginiSRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceRoberto Rasgado MarroquinÎncă nu există evaluări
- 1988 - Tosio - A New Sugar Mill PDFDocument4 pagini1988 - Tosio - A New Sugar Mill PDFShan ShahÎncă nu există evaluări
- Valve Selection Guide D 35Document2 paginiValve Selection Guide D 35arrikanÎncă nu există evaluări
- Properties and Operating Experience With Bagasse As A Boiler FuelDocument6 paginiProperties and Operating Experience With Bagasse As A Boiler FuelAmulya KumarÎncă nu există evaluări
- Cane PreparationDocument2 paginiCane PreparationOmar Ahmed ElkhalilÎncă nu există evaluări
- 1987 - Magasiner - The Effect of FuelDocument4 pagini1987 - Magasiner - The Effect of Fuelflitzzz100% (1)
- Electrostatic PrecipitatorsDocument71 paginiElectrostatic PrecipitatorsPratick DasÎncă nu există evaluări
- Causes of Bearing Failures PDFDocument7 paginiCauses of Bearing Failures PDFSRINIVASA RAO DUVVADAÎncă nu există evaluări
- Energy Conservation in Bagasse Fired BoilerDocument4 paginiEnergy Conservation in Bagasse Fired BoilerEditor IJRITCCÎncă nu există evaluări
- Weight Optimization of Buck Stays Using PDFDocument4 paginiWeight Optimization of Buck Stays Using PDFIvan Fernando MosqueraÎncă nu există evaluări
- Mirpurkhas Sugar MillsDocument31 paginiMirpurkhas Sugar MillsSuresh KumarÎncă nu există evaluări
- SKF AlatDocument180 paginiSKF Alatanta77Încă nu există evaluări
- 1994 Gibbon Cad Thrashplate DesignDocument3 pagini1994 Gibbon Cad Thrashplate DesignnghiÎncă nu există evaluări
- Limited Et Al. - 2010 - Cane Preparation - Optimised TechnologyDocument7 paginiLimited Et Al. - 2010 - Cane Preparation - Optimised Technologyarcher178Încă nu există evaluări
- Asme Section II A Sa-423 Sa-423mDocument6 paginiAsme Section II A Sa-423 Sa-423mAnonymous GhPzn1xÎncă nu există evaluări
- Ductile IronDocument8 paginiDuctile IronDhan CÎncă nu există evaluări
- Grease Select Guide PDFDocument12 paginiGrease Select Guide PDFeng13Încă nu există evaluări
- Large Ac Machines: Electrical Machines Group, Bhel, BhopalDocument51 paginiLarge Ac Machines: Electrical Machines Group, Bhel, BhopalSamÎncă nu există evaluări
- Unit V Belt Drive PullyDocument25 paginiUnit V Belt Drive PullyAshok DaraÎncă nu există evaluări
- GE Hydro Thrust BearingsDocument3 paginiGE Hydro Thrust BearingsJesusMaldonado0% (1)
- Optimization of Bagasse Fired Boilers PDFDocument13 paginiOptimization of Bagasse Fired Boilers PDFGd AlexÎncă nu există evaluări
- Electrostatic PrecipitorsDocument2 paginiElectrostatic PrecipitorsTeererai KaguraÎncă nu există evaluări
- Motor Frame SizeDocument15 paginiMotor Frame SizeDipendraTomarÎncă nu există evaluări
- Steam TurbineDocument7 paginiSteam Turbinesaadharisnedian100% (3)
- Sliprings Carbon Brushes Turbo AlternatorsDocument20 paginiSliprings Carbon Brushes Turbo Alternatorsbigsteve9088Încă nu există evaluări
- GougingDocument6 paginiGougingP Sandana NaraÎncă nu există evaluări
- Bucket Elevator DesignDocument38 paginiBucket Elevator DesignKamal RajuÎncă nu există evaluări
- Tripac Technical Data - Bolt - Wrench Sizes ChartDocument19 paginiTripac Technical Data - Bolt - Wrench Sizes Chartcmms88100% (2)
- Power Generation by Bagasse FuelDocument48 paginiPower Generation by Bagasse FuelShawala AzharÎncă nu există evaluări
- Quality Control in Welding Repair of Pelton RunnerDocument8 paginiQuality Control in Welding Repair of Pelton RunnerDheeraj ThakurÎncă nu există evaluări
- Conveyor Safety Switches 2 5Document16 paginiConveyor Safety Switches 2 5Bibhu Ranjan MohantyÎncă nu există evaluări
- AISI SteelsDocument5 paginiAISI Steelsanirudh_indana100% (1)
- Journal BearingsDocument4 paginiJournal Bearingssvenkateswaran86100% (1)
- PCP 2020 VigilanceDocument54 paginiPCP 2020 Vigilanceravish8888Încă nu există evaluări
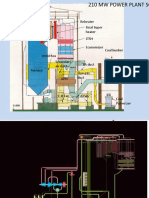
- Reheater Final Super Heater LTSH Economizer Wind Box Secondary Air Duct PA Duct Flue Gas Duct Coal Bunker Boiler DrumDocument39 paginiReheater Final Super Heater LTSH Economizer Wind Box Secondary Air Duct PA Duct Flue Gas Duct Coal Bunker Boiler DrumAloke BanerjeeÎncă nu există evaluări
- Induction To AC Motors FAQDocument24 paginiInduction To AC Motors FAQSrini VasanÎncă nu există evaluări
- Jaw Crusher Eng 20141031 PDFDocument12 paginiJaw Crusher Eng 20141031 PDFBkiri AbderrahimÎncă nu există evaluări
- Tri Sector Rotary Air APHDocument2 paginiTri Sector Rotary Air APHthehinduÎncă nu există evaluări
- Fits and TolerencesDocument55 paginiFits and TolerencesRadu MartinÎncă nu există evaluări
- Heavy Duty Industrial FanDocument16 paginiHeavy Duty Industrial FanAli MarsousiÎncă nu există evaluări
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 paginiFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarÎncă nu există evaluări
- Laser Dismantling of PHWR Spent Fuel Bundles and De-Cladding of Fuel Pins in The Highly Radioactive Hot CellsDocument6 paginiLaser Dismantling of PHWR Spent Fuel Bundles and De-Cladding of Fuel Pins in The Highly Radioactive Hot CellsK. JayarajanÎncă nu există evaluări
- Problem Solving On High Unburned Carbon Losses Used Dirty Air Test and Isokinetic Coal SamplingDocument5 paginiProblem Solving On High Unburned Carbon Losses Used Dirty Air Test and Isokinetic Coal SamplingAnonymous a19X9GHZÎncă nu există evaluări
- T23 Field Weld Guidelines Rev 01Document4 paginiT23 Field Weld Guidelines Rev 01tek_surinderÎncă nu există evaluări
- Screw Worm Gear Gear Axial Force Equation and Calculator - Engineers EdgeDocument4 paginiScrew Worm Gear Gear Axial Force Equation and Calculator - Engineers EdgeManjunath BhatÎncă nu există evaluări
- Design of Cane Carrier Roller Conveyor Chain of 150MM Pitch and Testing Under UtmDocument7 paginiDesign of Cane Carrier Roller Conveyor Chain of 150MM Pitch and Testing Under UtmIJIERT-International Journal of Innovations in Engineering Research and TechnologyÎncă nu există evaluări
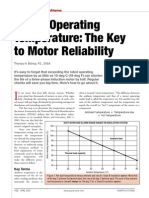
- Lower Operating Temperature: The Key To Motor Reliability: Practice + OperationsDocument3 paginiLower Operating Temperature: The Key To Motor Reliability: Practice + OperationsmkumarnÎncă nu există evaluări
- 1988 - Magasiner - Pneumatic Spreading of Fibrous PDFDocument6 pagini1988 - Magasiner - Pneumatic Spreading of Fibrous PDFShubha Roy100% (1)
- Area Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Document7 paginiArea Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Zohaib AhmedÎncă nu există evaluări
- Optimising Productivity in Foundry Optimising Productivity in FoundryDocument57 paginiOptimising Productivity in Foundry Optimising Productivity in FoundrykarthikkandaÎncă nu există evaluări
- 064 G7 VentilDocument6 pagini064 G7 VentilJony Laines Tineo100% (1)
- Load Testing of GearboxesDocument4 paginiLoad Testing of Gearboxesvijaykumarn100% (1)
- Helical and Spiral-Bevel Helical Gear Units: Installation Operation and Maintenance ManualDocument31 paginiHelical and Spiral-Bevel Helical Gear Units: Installation Operation and Maintenance ManualGanesh KumarÎncă nu există evaluări
- Costello 1993Document8 paginiCostello 1993David MendozaÎncă nu există evaluări
- Surface RoughnessDocument7 paginiSurface RoughnessDitya DewanggaÎncă nu există evaluări
- Investigation of A Boeing 747 Wing Main Landing Gear TrunnionDocument10 paginiInvestigation of A Boeing 747 Wing Main Landing Gear TrunnionAmilcar SánchezÎncă nu există evaluări
- Lloyds Gr.a Steel PlateDocument41 paginiLloyds Gr.a Steel PlateSavan ChandranÎncă nu există evaluări
- Robotic Stud Welding Process Optimization With Designed ExperimentDocument8 paginiRobotic Stud Welding Process Optimization With Designed ExperimentSam KashÎncă nu există evaluări
- Living With SCC: Stress CorrosionDocument1 paginăLiving With SCC: Stress CorrosionTasmanijskaNemaÎncă nu există evaluări
- Failure Analysis of A 40 Ton Crane Hook at A Hot Strip Mill: Souvik Das, Goutam Mukhopadhyay, Sandip BhattacharyyaDocument10 paginiFailure Analysis of A 40 Ton Crane Hook at A Hot Strip Mill: Souvik Das, Goutam Mukhopadhyay, Sandip BhattacharyyaSaifuddin SidikiÎncă nu există evaluări
- TURKEY. TECHNICAL REPORT. PLANNING OF ROLLING MILL PLANTS AND ROLL PASS DESIGN TECHNOLOGY (14800.en) PDFDocument88 paginiTURKEY. TECHNICAL REPORT. PLANNING OF ROLLING MILL PLANTS AND ROLL PASS DESIGN TECHNOLOGY (14800.en) PDFKalyan HalderÎncă nu există evaluări
- (R) TECHNOLOGY PROFILE FOR MINI-STEEL PLANT (15547.en) PDFDocument200 pagini(R) TECHNOLOGY PROFILE FOR MINI-STEEL PLANT (15547.en) PDFKalyan HalderÎncă nu există evaluări
- Tceia MS Id 000150Document4 paginiTceia MS Id 000150Kalyan HalderÎncă nu există evaluări
- Roll Pass Design Evauluation Using Software ApplicationDocument34 paginiRoll Pass Design Evauluation Using Software ApplicationAbed Alrahman NashwanÎncă nu există evaluări
- Oil Water Sep Design ArmyDocument9 paginiOil Water Sep Design ArmyJose A. Marti100% (1)
- Structural Mill Roll FailureDocument2 paginiStructural Mill Roll FailureKalyan Halder100% (1)
- A Study of Energy Efficiency in The Indian IsDocument132 paginiA Study of Energy Efficiency in The Indian IsKalyan HalderÎncă nu există evaluări
- Auto Leaf SpringDocument11 paginiAuto Leaf SpringVijayKrishnaAmaraneniÎncă nu există evaluări
- 2B0422G1-J143-D001 Rev 0 Process Control Basic Engineering RDocument49 pagini2B0422G1-J143-D001 Rev 0 Process Control Basic Engineering RKalyan Halder100% (1)
- Estimating Sheet Metal Fabrication Costs v3 PDFDocument58 paginiEstimating Sheet Metal Fabrication Costs v3 PDFtassanaiÎncă nu există evaluări
- Sintering PDFDocument18 paginiSintering PDFDevalGulatiÎncă nu există evaluări
- A Study of Energy Efficiency in The Indian IsDocument132 paginiA Study of Energy Efficiency in The Indian IsKalyan HalderÎncă nu există evaluări
- Sinter GranulationDocument13 paginiSinter GranulationKalyan HalderÎncă nu există evaluări
- BOF Plant Write UpDocument20 paginiBOF Plant Write UpKalyan HalderÎncă nu există evaluări
- Pollution ControlDocument429 paginiPollution ControlKalyan HalderÎncă nu există evaluări
- 12 - Refulgent Alloys N Steels EIA ReportDocument258 pagini12 - Refulgent Alloys N Steels EIA ReportKalyan HalderÎncă nu există evaluări
- History History History History: Production Production Production Production Process Process Process ProcessDocument19 paginiHistory History History History: Production Production Production Production Process Process Process ProcessKalyan HalderÎncă nu există evaluări
- 2B0422G1-J100-B001 Rev 0 Blast Furnace Mass & Engergy BalancDocument12 pagini2B0422G1-J100-B001 Rev 0 Blast Furnace Mass & Engergy BalancKalyan HalderÎncă nu există evaluări
- 12 - Refulgent Alloys N Steels EIA ReportDocument258 pagini12 - Refulgent Alloys N Steels EIA ReportKalyan HalderÎncă nu există evaluări
- 2B0422G1-L177-D001 Rev 0 General Platform Loads SpecificatioDocument5 pagini2B0422G1-L177-D001 Rev 0 General Platform Loads SpecificatioKalyan HalderÎncă nu există evaluări
- Vizag Steel Plant ReportDocument54 paginiVizag Steel Plant ReportKalyan HalderÎncă nu există evaluări
- Reliability Failure AnalysisDocument12 paginiReliability Failure AnalysisKalyan HalderÎncă nu există evaluări
- Idlers - Medium To Heavy Duty PDFDocument28 paginiIdlers - Medium To Heavy Duty PDFEd Ace100% (1)
- 6002 Rex Conveyor Idlers CatalogDocument104 pagini6002 Rex Conveyor Idlers CatalogNur Yanto100% (1)
- History History History History: Production Production Production Production Process Process Process ProcessDocument19 paginiHistory History History History: Production Production Production Production Process Process Process ProcessKalyan HalderÎncă nu există evaluări
- Certificate of Originality of WorkDocument34 paginiCertificate of Originality of WorkKalyan HalderÎncă nu există evaluări
- HSS Rolls UsabilityDocument7 paginiHSS Rolls UsabilityKalyan HalderÎncă nu există evaluări
- Brief Profile Project New PDFDocument16 paginiBrief Profile Project New PDFshalabyahmedÎncă nu există evaluări
- Workbook Answer Key Unit 9 Useful Stuff - 59cc01951723dd7c77f5bac7 PDFDocument2 paginiWorkbook Answer Key Unit 9 Useful Stuff - 59cc01951723dd7c77f5bac7 PDFarielveron50% (2)
- How To Find MAC Address On A Mobile PhoneDocument11 paginiHow To Find MAC Address On A Mobile PhoneEyiwin WongÎncă nu există evaluări
- Questions & Answers On EDC OverviewDocument89 paginiQuestions & Answers On EDC Overviewkibrom atsbhaÎncă nu există evaluări
- Practice - Creating A Discount Modifier Using QualifiersDocument37 paginiPractice - Creating A Discount Modifier Using Qualifiersmadhu12343Încă nu există evaluări
- Axial Piston Fixed Motor AA2FM Series 6x: AmericasDocument30 paginiAxial Piston Fixed Motor AA2FM Series 6x: AmericasKaian OliveiraÎncă nu există evaluări
- Trafo Manual ABBDocument104 paginiTrafo Manual ABBMarcos SebastianÎncă nu există evaluări
- Intel® Desktop Board DP35DPDocument84 paginiIntel® Desktop Board DP35DPAnticristo69Încă nu există evaluări
- Water Jug & MissionariesDocument52 paginiWater Jug & MissionariesAdmire ChaniwaÎncă nu există evaluări
- Application Form For Technical Position: Central Institute of Plastics Engineering & Technology (Cipet)Document8 paginiApplication Form For Technical Position: Central Institute of Plastics Engineering & Technology (Cipet)dev123Încă nu există evaluări
- Linux InterviewDocument35 paginiLinux InterviewTao FengÎncă nu există evaluări
- Ina201 Industrial Network ArchitectureDocument2 paginiIna201 Industrial Network ArchitectureFranÎncă nu există evaluări
- Test AND Measurement: Eagle PhotonicsDocument90 paginiTest AND Measurement: Eagle PhotonicsPankaj SharmaÎncă nu există evaluări
- BC-2800 - Service Manual V1.1 PDFDocument109 paginiBC-2800 - Service Manual V1.1 PDFMarcelo Ferreira CorgosinhoÎncă nu există evaluări
- Os Se VB Mis SadDocument336 paginiOs Se VB Mis SadMuhammad Sikandar DarÎncă nu există evaluări
- Logitech Mouse M505 ManualDocument2 paginiLogitech Mouse M505 ManualbmmanualsÎncă nu există evaluări
- Autocad R12 Autocad R13 Autocad R14 Autocad 2000 Autocad 2000I Autocad 2002 Autocad 2004Document12 paginiAutocad R12 Autocad R13 Autocad R14 Autocad 2000 Autocad 2000I Autocad 2002 Autocad 2004veteranul13Încă nu există evaluări
- Rules For Building and Classing Marine Vessels 2022 - Part 5C, Specific Vessel Types (Chapters 1-6)Document1.087 paginiRules For Building and Classing Marine Vessels 2022 - Part 5C, Specific Vessel Types (Chapters 1-6)Muhammad Rifqi ZulfahmiÎncă nu există evaluări
- SMILE System For 2d 3d DSMC ComputationDocument6 paginiSMILE System For 2d 3d DSMC ComputationchanmyaÎncă nu există evaluări
- DORP Action PlanDocument3 paginiDORP Action PlanSantisas Zai100% (3)
- MHC-S9D AmplificadorDocument28 paginiMHC-S9D AmplificadorEnyah RodriguezÎncă nu există evaluări
- True Astrology SoftwareDocument2 paginiTrue Astrology Softwarekarunakaran09Încă nu există evaluări
- List of All Entrance Exams A Student Can Appear After Passing 12th in IndiaDocument2 paginiList of All Entrance Exams A Student Can Appear After Passing 12th in IndiaDeepak Gupta100% (1)
- Rahul Soni BiodataDocument2 paginiRahul Soni BiodataRahul SoniÎncă nu există evaluări
- MemoDocument12 paginiMemoGaurav GoelÎncă nu există evaluări
- Checkpoint R65 QoS Admin GuideDocument220 paginiCheckpoint R65 QoS Admin GuidePradeep_KNVPÎncă nu există evaluări
- PTC ThermistorsDocument9 paginiPTC ThermistorsbuspersÎncă nu există evaluări
- HT Service-ManualDocument31 paginiHT Service-ManualMonete FlorinÎncă nu există evaluări
- GarciaDocument10 paginiGarciaMarco Toledo BastosÎncă nu există evaluări
- Ea295 PDFDocument3 paginiEa295 PDFjhiilÎncă nu există evaluări
- How To Choose Circuit Breakers For Electric MotorsDocument2 paginiHow To Choose Circuit Breakers For Electric Motorsحسن التميميÎncă nu există evaluări