S-ar putea să vă placă și
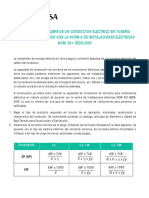
- Selección de Calibre en Cables para ConstrucciónDocument7 paginiSelección de Calibre en Cables para ConstrucciónAriÎncă nu există evaluări
- ELEE0209 - Montaje y Mantenimiento Redes Alta Tension y CTDocument2 paginiELEE0209 - Montaje y Mantenimiento Redes Alta Tension y CTJÎncă nu există evaluări
- Programa SST Adecco Nutreco 2023Document11 paginiPrograma SST Adecco Nutreco 2023Leonardo Ruiz RiveraÎncă nu există evaluări
- ITS Cable Cuerda de VidaDocument21 paginiITS Cable Cuerda de VidaMarcos SchuldinerÎncă nu există evaluări
- ELECTRICISTADocument5 paginiELECTRICISTAJose Miguel NajleÎncă nu există evaluări
- Hseq-F-04 Analisis de Trabajo Seguro Excavacion Cielo AbiertoDocument4 paginiHseq-F-04 Analisis de Trabajo Seguro Excavacion Cielo AbiertoMauricio F AvellanedaÎncă nu există evaluări
- Pac-Csv-011 Procedimiento Operativo ElectricoDocument13 paginiPac-Csv-011 Procedimiento Operativo ElectricoAndres vergara SaavedraÎncă nu există evaluări
- Pts Esmeril Angular SERVINTDocument20 paginiPts Esmeril Angular SERVINTCamilo Muñoz SneijderÎncă nu există evaluări
- Odi - 06 PrevDocument5 paginiOdi - 06 PrevJose Salazar RÎncă nu există evaluări
- PRO SG 04 Rev4 Procedimiento de Id de Peligros y Ev RiesgosDocument14 paginiPRO SG 04 Rev4 Procedimiento de Id de Peligros y Ev RiesgosjsilvaÎncă nu există evaluări
- GuiaCalcularConsumo1 RESUMIDO OKDocument21 paginiGuiaCalcularConsumo1 RESUMIDO OKCHRISS FFÎncă nu există evaluări
- PTS Exposición A Riesgos ElectricosDocument13 paginiPTS Exposición A Riesgos ElectricosJessica mondacaÎncă nu există evaluări
- Seguridad en MáquinasDocument23 paginiSeguridad en MáquinasAlberto HernándezÎncă nu există evaluări
- FT008-Chequeo Semanal de Dotacion y EPP V1Document1 paginăFT008-Chequeo Semanal de Dotacion y EPP V1HL DRYWALLÎncă nu există evaluări
- Procedimiento Manejo de BateríasDocument3 paginiProcedimiento Manejo de BateríasAlvaroJonathanSilvaAranedaÎncă nu există evaluări
- Odi - Instrumentacion - Maestro Mayor PDFDocument4 paginiOdi - Instrumentacion - Maestro Mayor PDFJose Salazar RÎncă nu există evaluări
- Matriz de Riesgos Operación de Equipos ICV DCH. Rev 00Document9 paginiMatriz de Riesgos Operación de Equipos ICV DCH. Rev 00Jenifer Solange Vega RojasÎncă nu există evaluări
- 168-C1936-000-52-NS-0044 Instructivo Montaje de Estructura Con Grua Rev 2Document17 pagini168-C1936-000-52-NS-0044 Instructivo Montaje de Estructura Con Grua Rev 2rene espejo vasquezÎncă nu există evaluări
- Instructivo para IluminacionDocument3 paginiInstructivo para IluminacionNelson Balarezo AponteÎncă nu există evaluări
- Matriz de Peligro Psi - SenaDocument31 paginiMatriz de Peligro Psi - SenaDiana VillamilÎncă nu există evaluări
- Copia de FOrmato Guía para Inspección de Herramientas Manuales.-lenovo-PC-Lenovo-PCDocument17 paginiCopia de FOrmato Guía para Inspección de Herramientas Manuales.-lenovo-PC-Lenovo-PCmarse marseÎncă nu există evaluări
- Equipos para Rope AccessDocument4 paginiEquipos para Rope AccessArmando SanttiagoÎncă nu există evaluări
- Reglamento Interno Riohs 2024 v3Document149 paginiReglamento Interno Riohs 2024 v3Ignacio Antonio Martinez MoranÎncă nu există evaluări
- TRANS - PTS - EMP - 02 - Mantencion de Empalme Monofásico y Trifásico Aereo - 2023Document30 paginiTRANS - PTS - EMP - 02 - Mantencion de Empalme Monofásico y Trifásico Aereo - 2023Alonso GarciaÎncă nu există evaluări
- Hseq-F-04 Analisis de Trabajo Seguro Trabajos Tunel LinerDocument5 paginiHseq-F-04 Analisis de Trabajo Seguro Trabajos Tunel LinerMauricio F AvellanedaÎncă nu există evaluări
- Ten-6-Co-prw-0061 Procedimiento Uso de Herramientas Electricas y Tableros Electricos Se Cumbre - CDocument23 paginiTen-6-Co-prw-0061 Procedimiento Uso de Herramientas Electricas y Tableros Electricos Se Cumbre - Cmartinel noob y baty mozÎncă nu există evaluări
- Guia para Calcular Consumo de Energia 903Document13 paginiGuia para Calcular Consumo de Energia 903edwin GutierrezÎncă nu există evaluări
- Programa de Seguridad Y Salud Ocupacional 2022Document19 paginiPrograma de Seguridad Y Salud Ocupacional 2022taniaÎncă nu există evaluări
- Procedimiento de Trabajo para La Modificacion de Redes de Agua PotableDocument160 paginiProcedimiento de Trabajo para La Modificacion de Redes de Agua PotableLucas GomezÎncă nu există evaluări
- M.A Rigger Spa: Nombre Del Documento Código RIOHS001 Reglamento Interno de Orden, Higiene y SeguridadDocument71 paginiM.A Rigger Spa: Nombre Del Documento Código RIOHS001 Reglamento Interno de Orden, Higiene y Seguridadjoel ligthoÎncă nu există evaluări
- Manejo de Baterias UsadasDocument129 paginiManejo de Baterias Usadasmirkhakycia100% (2)
- Procedimiento Alineación Unidad de BombeoDocument12 paginiProcedimiento Alineación Unidad de Bombeojoselito03Încă nu există evaluări
- Odi Supervisor ElectricoDocument9 paginiOdi Supervisor ElectricoRené Ignacio Ossa SandovalÎncă nu există evaluări
- PTS - Esmeril AngularDocument9 paginiPTS - Esmeril AngularPrevención de RiesgosÎncă nu există evaluări
- Plan de Mantención Pampa IlusionDocument2 paginiPlan de Mantención Pampa IlusionAndres vergara SaavedraÎncă nu există evaluări
- Manejo manual de carga seguroDocument10 paginiManejo manual de carga seguroRoxana Apablaza FloresÎncă nu există evaluări
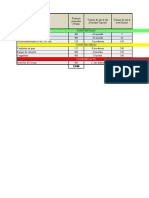
- Tabla Consumos CFEDocument2 paginiTabla Consumos CFEProduvida CDMXÎncă nu există evaluări
- Instructivo de Manejo Seguro de Sustancias Peligrosas Krisna VasquezDocument2 paginiInstructivo de Manejo Seguro de Sustancias Peligrosas Krisna VasquezDiego Alexis Norambuena VasquezÎncă nu există evaluări
- Odi - Electrico - Maestro Mayor PDFDocument4 paginiOdi - Electrico - Maestro Mayor PDFJose Salazar RÎncă nu există evaluări
- Hidraulica y NeumaticaDocument2 paginiHidraulica y NeumaticaGiovanni UribeÎncă nu există evaluări
- Pac-Csv-016 Procedimiento Operativo Herramientas ManualesDocument10 paginiPac-Csv-016 Procedimiento Operativo Herramientas ManualesAndres vergara SaavedraÎncă nu există evaluări
- Pts Izaje de Materiales Cumbre GasesDocument18 paginiPts Izaje de Materiales Cumbre GasesClaudio CastilloÎncă nu există evaluări
- Procedimiento Armado de Mufas y Botellas SyS (Carla Sepulveda)Document35 paginiProcedimiento Armado de Mufas y Botellas SyS (Carla Sepulveda)Gonzalo RiquerosÎncă nu există evaluări
- Procedimiento esmeril angularDocument8 paginiProcedimiento esmeril angularrbarbarcamilaÎncă nu există evaluări
- Pernos de ojo para redes eléctricasDocument9 paginiPernos de ojo para redes eléctricasjimenaÎncă nu există evaluări
- UntitledDocument34 paginiUntitledmatiasÎncă nu există evaluări
- PTS - Trabajos Con Riesgos Electricos 2019Document8 paginiPTS - Trabajos Con Riesgos Electricos 2019maria teresa perez mezaÎncă nu există evaluări
- GRE - EEC.M.99.CL.P.11871.00.533.0C Procedimiento Soldadura ExotérmicaDocument25 paginiGRE - EEC.M.99.CL.P.11871.00.533.0C Procedimiento Soldadura ExotérmicaCristian Alexander Castillo SanhuezaÎncă nu există evaluări
- Check List Manejo de Suspel Ds 43Document4 paginiCheck List Manejo de Suspel Ds 43Rodrigo Espinoza MoraÎncă nu există evaluări
- Manual Tecnicas Bloqueo V1Document14 paginiManual Tecnicas Bloqueo V1Paula Droguett100% (1)
- Plan de Emergencia Fotovoltaico JaururoDocument31 paginiPlan de Emergencia Fotovoltaico JaururoRosana PerezÎncă nu există evaluări
- Procedimiento de Pernos Cable y Tracción Perno SplitsetDocument11 paginiProcedimiento de Pernos Cable y Tracción Perno SplitsetKones BeltherraÎncă nu există evaluări
- Reglamento SST contratistasDocument47 paginiReglamento SST contratistasCarlos Felipe Mondaca AraosÎncă nu există evaluări
- 25800-220-V10-A00Z-01364 Pintado de Señalización de PosteDocument25 pagini25800-220-V10-A00Z-01364 Pintado de Señalización de PosteMarco ManterolaÎncă nu există evaluări
- PTS N°49 Cambio de Poste de Paso en Space Cab Con LLEEDocument13 paginiPTS N°49 Cambio de Poste de Paso en Space Cab Con LLEEMarcelo ZavalaÎncă nu există evaluări
- Plan de Contingencia / Emergencia en ObraDocument20 paginiPlan de Contingencia / Emergencia en ObraAlvaro GutierrezÎncă nu există evaluări
- Procedimiento Montaje Electrico y Pruebas CP UHSH1ffDocument27 paginiProcedimiento Montaje Electrico y Pruebas CP UHSH1ffJUAN VALENZUELA. INGENIERO PREV RGOS Y TEC M.AMB.Încă nu există evaluări
- Compendiado 33 Schneider Core EbookDocument346 paginiCompendiado 33 Schneider Core EbookDagoberto GomezÎncă nu există evaluări
- Servicio Electrico de MotosDocument23 paginiServicio Electrico de MotosxaviocaÎncă nu există evaluări
- Modulo BateriasDocument41 paginiModulo BateriasCamila HernándezÎncă nu există evaluări
- Curar Rapidamente Las Ampollas en Los PiesDocument6 paginiCurar Rapidamente Las Ampollas en Los PiesJÎncă nu există evaluări
- KIA Primer Mantenimiento ProgramadoDocument9 paginiKIA Primer Mantenimiento ProgramadoKratos Coc Kratos CocÎncă nu există evaluări
- Catalogo Bombas y Motores LUBIDocument4 paginiCatalogo Bombas y Motores LUBIJÎncă nu există evaluări
- Rio Nov 2022Document36 paginiRio Nov 2022Tecnor Lalin MaquinariaÎncă nu există evaluări
- Artrosis CervicalDocument2 paginiArtrosis CervicalcasuchoÎncă nu există evaluări
- Aeropuerto de Valencia, WikipediaDocument16 paginiAeropuerto de Valencia, WikipediaJÎncă nu există evaluări
- AESA, Aeropuerto de ValenciaDocument4 paginiAESA, Aeropuerto de ValenciaJÎncă nu există evaluări
- Ingles Aeronautico PDFDocument73 paginiIngles Aeronautico PDFPere Calatayud96% (113)
- Tema 1 - Introduccion Entorno ATMDocument21 paginiTema 1 - Introduccion Entorno ATMVictor Urquiola LecueÎncă nu există evaluări
- Manual baterías arranque: componentes, funcionamiento y prestacionesDocument16 paginiManual baterías arranque: componentes, funcionamiento y prestacionesdnc91Încă nu există evaluări
- PT-004.Centros de Transformación MT-BTDocument154 paginiPT-004.Centros de Transformación MT-BTTonny EspinozaÎncă nu există evaluări
- Modulo 3Document30 paginiModulo 3DAVID FAJARDO PUERTOÎncă nu există evaluări
- Tema 3 Prevención de Riesgos Eléctricos en Los Circuitos Serie de Ayudas VisualesDocument59 paginiTema 3 Prevención de Riesgos Eléctricos en Los Circuitos Serie de Ayudas VisualesDAVID FAJARDO PUERTO100% (1)
- Guía Riesgo EléctricoDocument99 paginiGuía Riesgo EléctricoergowÎncă nu există evaluări
- Tema 3 Prevención de Riesgos Eléctricos en Los Circuitos Serie de Ayudas VisualesDocument59 paginiTema 3 Prevención de Riesgos Eléctricos en Los Circuitos Serie de Ayudas VisualesDAVID FAJARDO PUERTO100% (1)
- Tema 2 - Familiarizacion Transito Aereo PDFDocument68 paginiTema 2 - Familiarizacion Transito Aereo PDFJÎncă nu există evaluări
- Artrosis CervicalDocument2 paginiArtrosis CervicalcasuchoÎncă nu există evaluări
- Cekit - Conceptos Basicos de ElectricidadDocument25 paginiCekit - Conceptos Basicos de ElectricidadTek_nikkosÎncă nu există evaluări
- LE AD 2 LEVC en (1) (Informacion Aeropuerto)Document14 paginiLE AD 2 LEVC en (1) (Informacion Aeropuerto)JÎncă nu există evaluări
- Transformadores Trifasicos ElectricidadDocument8 paginiTransformadores Trifasicos ElectricidadAlexander Valera ChupillonÎncă nu există evaluări
- Manual Limpieza Acero InoxidableDocument96 paginiManual Limpieza Acero InoxidableJÎncă nu există evaluări
- Cat Guia de Medicion de Aislamiento PDFDocument28 paginiCat Guia de Medicion de Aislamiento PDFerickÎncă nu există evaluări
- PT-004.Centros de Transformación MT-BTDocument154 paginiPT-004.Centros de Transformación MT-BTTonny EspinozaÎncă nu există evaluări
- Guia para Instalaciones Interiores de Sumunistro de AguaDocument132 paginiGuia para Instalaciones Interiores de Sumunistro de AguamairoclaÎncă nu există evaluări
- Test Psicotecnicos Material GratuitoDocument20 paginiTest Psicotecnicos Material GratuitoJÎncă nu există evaluări
- Test Psicotecnicos Material GratuitoDocument20 paginiTest Psicotecnicos Material GratuitoJÎncă nu există evaluări
- Cables y accesorios para baja tensión 2014-2015Document288 paginiCables y accesorios para baja tensión 2014-2015Enrique Tejada FarfanÎncă nu există evaluări
- Intercambiadores de CalorDocument14 paginiIntercambiadores de CalorJÎncă nu există evaluări
- La Teoría BiogenicaDocument11 paginiLa Teoría BiogenicaIngeniera PinedaÎncă nu există evaluări
- PHOSGASDocument7 paginiPHOSGASGastón ZurzoloÎncă nu există evaluări
- Ficha Overol CTL428 - LakelandDocument1 paginăFicha Overol CTL428 - LakelandJesus HerreraÎncă nu există evaluări
- Psm-Psa-2021-Discusion de Problemas 1a-BDocument11 paginiPsm-Psa-2021-Discusion de Problemas 1a-BStefany Mariela Pineda AyalaÎncă nu există evaluări
- Extraccion Por SolventeDocument26 paginiExtraccion Por SolventeSabina Reyes PinillaÎncă nu există evaluări
- NRF 126 Pemex 2011 PDFDocument25 paginiNRF 126 Pemex 2011 PDFMARIO AVILAÎncă nu există evaluări
- Albendazol Ok-1Document3 paginiAlbendazol Ok-1Mabel AlmeidaÎncă nu există evaluări
- Pts Soldadura 1Document11 paginiPts Soldadura 1Isa He ViÎncă nu există evaluări
- Guía respiración células 6-9 gradoDocument6 paginiGuía respiración células 6-9 gradoAna MesaÎncă nu există evaluări
- Olimpiadas OnceDocument18 paginiOlimpiadas OncejoseÎncă nu există evaluări
- Zoxazolamina y ProfármacosDocument3 paginiZoxazolamina y ProfármacosPaola Garcia MartinezÎncă nu există evaluări
- Yodopovidona - MSDSDocument6 paginiYodopovidona - MSDSivan890720Încă nu există evaluări
- 3.1,2 Fisica Térmica - Tipo 1Document2 pagini3.1,2 Fisica Térmica - Tipo 1Luis Jorge Rivera MalpartidaÎncă nu există evaluări
- Extracción Con Solvente y SecadoDocument7 paginiExtracción Con Solvente y SecadolleisonÎncă nu există evaluări
- 6ficha Tecnica Slab CoirtechDocument1 pagină6ficha Tecnica Slab CoirtechAldo MaciasÎncă nu există evaluări
- Ventajas y Desventajas de La Extracción Con Fluidos SupercríticoDocument2 paginiVentajas y Desventajas de La Extracción Con Fluidos Supercríticokevin50% (2)
- Materiales, Sus Propiedades Y EmpleosDocument38 paginiMateriales, Sus Propiedades Y Empleostaller671792% (24)
- Análisis volumétrico: Estandarización de soluciones y métodos de titulaciónDocument13 paginiAnálisis volumétrico: Estandarización de soluciones y métodos de titulaciónCarolina EspinozaÎncă nu există evaluări
- Problemas de operación en pozos productores de gasDocument103 paginiProblemas de operación en pozos productores de gasmonikÎncă nu există evaluări
- BailesDocument8 paginiBailesEarl YoungÎncă nu există evaluări
- Proyecto de Investigacion, La Contaminación.Document12 paginiProyecto de Investigacion, La Contaminación.Carlos DiazÎncă nu există evaluări
- AmbientalDocument5 paginiAmbientalBethsabe PeraltaÎncă nu există evaluări
- Actividad 18Document20 paginiActividad 18LauraRosasÎncă nu există evaluări
- Problemas de química general: unidades, temperatura y comportamiento de los gasesDocument108 paginiProblemas de química general: unidades, temperatura y comportamiento de los gasesFrancisco AcostaÎncă nu există evaluări
- Acido Clorhidrico y Productos Quimicos Inorganicos DiversosDocument55 paginiAcido Clorhidrico y Productos Quimicos Inorganicos DiversosManuel ZuluagaÎncă nu există evaluări
- Actividad en Las Células MicrobianasDocument7 paginiActividad en Las Células MicrobianasKaterin Díaz FuentesÎncă nu există evaluări
- Eficeincia de Biochar y Carbon ActivadoooooDocument36 paginiEficeincia de Biochar y Carbon ActivadoooooDiego Romero BustamanteÎncă nu există evaluări
- Analisis de Muestras de AguaDocument8 paginiAnalisis de Muestras de AguaSilvana ManotoÎncă nu există evaluări
- Propiedades Nutritivas y Funcionales de La Mashua (Tropaeolum Tuberosum)Document9 paginiPropiedades Nutritivas y Funcionales de La Mashua (Tropaeolum Tuberosum)FrankJhoninoJFQuispeÎncă nu există evaluări
- Metalotioneínas (MTS)Document36 paginiMetalotioneínas (MTS)Johann ChorenÎncă nu există evaluări
- Viaje a través del libro de ejercicios de un curso de milagros. Volumen 1De la EverandViaje a través del libro de ejercicios de un curso de milagros. Volumen 1Evaluare: 4 din 5 stele4/5 (8)
- El Monje Que Vendio Su Ferrari: Una Fábula EspiritualDe la EverandEl Monje Que Vendio Su Ferrari: Una Fábula EspiritualEvaluare: 4.5 din 5 stele4.5/5 (1696)
- Resetea tu mente. Descubre de lo que eres capazDe la EverandResetea tu mente. Descubre de lo que eres capazEvaluare: 5 din 5 stele5/5 (196)
- Disciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)De la EverandDisciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)Evaluare: 5 din 5 stele5/5 (10)
- Las seis etapas definitivas para superar tu divorcioDe la EverandLas seis etapas definitivas para superar tu divorcioEvaluare: 4.5 din 5 stele4.5/5 (10)
- ¡Tómate un respiro! Mindfulness: El arte de mantener la calma en medio de la tempestadDe la Everand¡Tómate un respiro! Mindfulness: El arte de mantener la calma en medio de la tempestadEvaluare: 5 din 5 stele5/5 (198)
- ¡Basta ya de ser un Tipo Lindo! (No More Mr. Nice Guy): Un Plan Probado para Que Obtengas Lo Que Quieras en La Vida El Sexo y El Amor (A Proven Plan for Getting What You Want in Love, Sex and Life)De la Everand¡Basta ya de ser un Tipo Lindo! (No More Mr. Nice Guy): Un Plan Probado para Que Obtengas Lo Que Quieras en La Vida El Sexo y El Amor (A Proven Plan for Getting What You Want in Love, Sex and Life)Evaluare: 5 din 5 stele5/5 (47)
- La Tabla Esmeralda: Incluye varias versiones y explicacionesDe la EverandLa Tabla Esmeralda: Incluye varias versiones y explicacionesEvaluare: 4.5 din 5 stele4.5/5 (7)
- Los 12 chakras: Desbloquea tus dones espiritualesDe la EverandLos 12 chakras: Desbloquea tus dones espiritualesEvaluare: 4 din 5 stele4/5 (14)
- Solo quiero que sepas: Lo que hemos aprendido y descubierto acerca de las relaciones amorosasDe la EverandSolo quiero que sepas: Lo que hemos aprendido y descubierto acerca de las relaciones amorosasEvaluare: 5 din 5 stele5/5 (38)
- Fuerza de voluntad: Cómo practicar y dominar el autocontrolDe la EverandFuerza de voluntad: Cómo practicar y dominar el autocontrolEvaluare: 4.5 din 5 stele4.5/5 (88)
- La Dieta Antiinflamatoria: Haz estos cambios simples y económicos en tu dieta y comienza a sentirte mejor dentro de 24 horas! (Spanish Edition)De la EverandLa Dieta Antiinflamatoria: Haz estos cambios simples y económicos en tu dieta y comienza a sentirte mejor dentro de 24 horas! (Spanish Edition)Evaluare: 5 din 5 stele5/5 (4)
- Despierta tu Energía Femenina: Secretos de Energía de la Diosa y Cómo Acceder a Tu Poder DivinoDe la EverandDespierta tu Energía Femenina: Secretos de Energía de la Diosa y Cómo Acceder a Tu Poder DivinoEvaluare: 4 din 5 stele4/5 (5)
- Cómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.De la EverandCómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.Evaluare: 5 din 5 stele5/5 (54)
- Aprende a poner límites: Cómo quererse a sí mismo sin lastimar a los demásDe la EverandAprende a poner límites: Cómo quererse a sí mismo sin lastimar a los demásEvaluare: 4.5 din 5 stele4.5/5 (225)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe la EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceEvaluare: 5 din 5 stele5/5 (8)
- Entrenamiento Científico con pesas: Fitness InteligenteDe la EverandEntrenamiento Científico con pesas: Fitness InteligenteEvaluare: 5 din 5 stele5/5 (3)
- LOS ARCANOS DE NACIMIENTO: EL TAROT DEL ALMA: ¿CÓMO CALCULAR TU ARCANO PERSONAL O DE ALMA?De la EverandLOS ARCANOS DE NACIMIENTO: EL TAROT DEL ALMA: ¿CÓMO CALCULAR TU ARCANO PERSONAL O DE ALMA?Evaluare: 5 din 5 stele5/5 (8)