S-ar putea să vă placă și
- BS en 1264-2-2021Document44 paginiBS en 1264-2-2021PPatel100% (1)
- Vertical Pump Maintenance Guide, EPRI Report 1003467 (2012) PDFDocument224 paginiVertical Pump Maintenance Guide, EPRI Report 1003467 (2012) PDFEnrique Javier González Henríquez100% (1)
- Typical Equipment MTBF ValuesDocument2 paginiTypical Equipment MTBF Valueshiloactive100% (1)
- Upper Percentage Points of The Chi-Square Distribution (Table 6, Pag 33 OREDA 2009)Document5 paginiUpper Percentage Points of The Chi-Square Distribution (Table 6, Pag 33 OREDA 2009)Enrique Javier González Henríquez100% (1)
- Compresor Ingersoll-Rand p185Document190 paginiCompresor Ingersoll-Rand p185bacilevu92% (38)
- CHF LUT 2006 Lookup TableDocument14 paginiCHF LUT 2006 Lookup Tablefaisal58650Încă nu există evaluări
- Site Performance Review - Gas TurbineDocument10 paginiSite Performance Review - Gas TurbinemishraenggÎncă nu există evaluări
- Ebullated Bed Reactor Modeling For Residue Conversion PDFDocument9 paginiEbullated Bed Reactor Modeling For Residue Conversion PDFMohmmed Abdullah Sanam100% (1)
- Vacuum Condenser Drainage - Proper Design & Installation GuideDocument3 paginiVacuum Condenser Drainage - Proper Design & Installation Guidenirmal_subudhiÎncă nu există evaluări
- Asme B133.11-1982Document15 paginiAsme B133.11-1982vijay pawarÎncă nu există evaluări
- V005t15a001 88 GT 150Document13 paginiV005t15a001 88 GT 150Antonio CilindroÎncă nu există evaluări
- Graham - Lessons From The Field - Ejector SystemDocument5 paginiGraham - Lessons From The Field - Ejector SystemAnonymous DJrec2Încă nu există evaluări
- Compressor Tech 12 2014Document68 paginiCompressor Tech 12 2014Tiffany Johnson100% (1)
- EjectorDocument9 paginiEjectorManuel Gallegos CalderónÎncă nu există evaluări
- Failure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsDocument9 paginiFailure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsnaderbahramiÎncă nu există evaluări
- Calculation of Fin Efficiency For Wet and Dry Fins.Document16 paginiCalculation of Fin Efficiency For Wet and Dry Fins.Wilfredo Ruiz100% (1)
- Erosion in TurbomachinaryDocument11 paginiErosion in TurbomachinaryJulio Herrera Venegas100% (1)
- Vdocument - in Centaur 40Document83 paginiVdocument - in Centaur 40José RosarioÎncă nu există evaluări
- The Consequences of Compressor Operation in Overload: by James M. SorokesDocument10 paginiThe Consequences of Compressor Operation in Overload: by James M. SorokesEdy AlamÎncă nu există evaluări
- Reciprocating CompressorsDocument5 paginiReciprocating CompressorsthirumalaiÎncă nu există evaluări
- M C S E P A S S: Aterials For Ryogenic Ervice: Ngineering Roperties of Ustenitic Tainless TeelsDocument50 paginiM C S E P A S S: Aterials For Ryogenic Ervice: Ngineering Roperties of Ustenitic Tainless TeelswholenumberÎncă nu există evaluări
- Radial-Inflow Turbines: Vavra, M. HDocument65 paginiRadial-Inflow Turbines: Vavra, M. HSiraj MohammedÎncă nu există evaluări
- 4000046273-PGCA-EA-C06-003 - C1 - 1 - Datasheet Lube Oil CoolerDocument5 pagini4000046273-PGCA-EA-C06-003 - C1 - 1 - Datasheet Lube Oil Coolerrajindo1Încă nu există evaluări
- PIL161 Lube Oil System Cleanliness PDFDocument3 paginiPIL161 Lube Oil System Cleanliness PDFHaryÎncă nu există evaluări
- 3 U 141 SogDocument228 pagini3 U 141 SogGAS PLANTÎncă nu există evaluări
- Barry Dooley Introducton-to-ACC-FAC-and-Cycle-ChemistryDocument37 paginiBarry Dooley Introducton-to-ACC-FAC-and-Cycle-Chemistrychemicalchouhan9303Încă nu există evaluări
- An Investigation of Transient Thermal Analysis of 1 Stage Gas Turbine Blade Manufactured by Directional Solidification and Mechanically Alloyed Nickel-Based SuperalloysDocument12 paginiAn Investigation of Transient Thermal Analysis of 1 Stage Gas Turbine Blade Manufactured by Directional Solidification and Mechanically Alloyed Nickel-Based SuperalloyshidaiÎncă nu există evaluări
- Centrifugal Compressor Inducer PDFDocument11 paginiCentrifugal Compressor Inducer PDFmistrycsÎncă nu există evaluări
- Pressure Drops Two PhasesDocument13 paginiPressure Drops Two PhasesSandro Goisis100% (1)
- CCJ3 Air Inlet Filters FinalDocument7 paginiCCJ3 Air Inlet Filters FinalDomingo Pinto100% (1)
- Fouling Preventive CoatingsDocument3 paginiFouling Preventive CoatingsAnonymous PkeI8e84RsÎncă nu există evaluări
- E02 - GpsaDocument6 paginiE02 - GpsaJorge Luis Guerra FlorezÎncă nu există evaluări
- Gas Turbine, Finned Heat ExchangerDocument162 paginiGas Turbine, Finned Heat Exchangerabdulrasoolali100% (1)
- Es2001 PDFDocument2 paginiEs2001 PDFfrdnÎncă nu există evaluări
- A Review of NOx Formation Under Gas-Turbine Combustion ConditionsDocument35 paginiA Review of NOx Formation Under Gas-Turbine Combustion ConditionsSsheshan PugazhendhiÎncă nu există evaluări
- Performance of Industrial GasturbinesDocument28 paginiPerformance of Industrial Gasturbinessomporn duangbuntaoÎncă nu există evaluări
- Peppers Catalogue PDFDocument64 paginiPeppers Catalogue PDFStone123456789Încă nu există evaluări
- Brown & Root, Inc.: Centrifugal Compressor Data Sheet (Api 617-6Th) U.S. Customary UnitsDocument12 paginiBrown & Root, Inc.: Centrifugal Compressor Data Sheet (Api 617-6Th) U.S. Customary UnitsPebriyantoÎncă nu există evaluări
- Compressor WashingDocument5 paginiCompressor Washingsamil68Încă nu există evaluări
- Orbit Article Molecular Sieve Dehydration Switching ValvesDocument12 paginiOrbit Article Molecular Sieve Dehydration Switching ValvesPasquale Sessa0% (1)
- ASCE 7-05 Table 15-4-2Document1 paginăASCE 7-05 Table 15-4-2barouniamineÎncă nu există evaluări
- 7 Tips On Compressor DesignDocument18 pagini7 Tips On Compressor DesignkrazylionÎncă nu există evaluări
- A Comprehensive Review On Wind Turbine Power Curve Modeling TechniquesDocument9 paginiA Comprehensive Review On Wind Turbine Power Curve Modeling Techniquesel_ruso__83Încă nu există evaluări
- Veo HRSG Brochure 2012Document6 paginiVeo HRSG Brochure 2012Jayanath Nuwan SameeraÎncă nu există evaluări
- CPQ Design and Maintenance: Managing Organizational Growth With Long-Term FlexibilityDocument28 paginiCPQ Design and Maintenance: Managing Organizational Growth With Long-Term Flexibilityarmin heidari50% (2)
- Surge Control Dynamic Analysis: For Centrifugal Compressor SystemsDocument3 paginiSurge Control Dynamic Analysis: For Centrifugal Compressor SystemsEdward JulianÎncă nu există evaluări
- Non-Dimensional Aerodynamic Design of A Centrifugal Compressor ImpellerDocument12 paginiNon-Dimensional Aerodynamic Design of A Centrifugal Compressor ImpellerSubhash PadmanabhanÎncă nu există evaluări
- MQ SP M 4002 PDFDocument28 paginiMQ SP M 4002 PDFjaseelÎncă nu există evaluări
- Asme PTC 10 PDFDocument191 paginiAsme PTC 10 PDFnampdpeec3Încă nu există evaluări
- Impeller Repair Techniques For Centrifugal Compressors PDFDocument8 paginiImpeller Repair Techniques For Centrifugal Compressors PDFFonCKm09Încă nu există evaluări
- Leakage and Rotor Dynamic Effects Through Labyrinth SealsDocument221 paginiLeakage and Rotor Dynamic Effects Through Labyrinth SealsMartijn van der Schoot100% (1)
- 4000046273-PGCA-EA-C16-001 - 5.2 - 3 - Cause and Eff PDFDocument20 pagini4000046273-PGCA-EA-C16-001 - 5.2 - 3 - Cause and Eff PDFrajindo1Încă nu există evaluări
- Cubic Equations of StateDocument17 paginiCubic Equations of StatevenkieeÎncă nu există evaluări
- 4Q2005 7EA UsersGrpDocument19 pagini4Q2005 7EA UsersGrpaxl1Încă nu există evaluări
- B600 PDFDocument4 paginiB600 PDFzsmithÎncă nu există evaluări
- GEA Product-Catalogue Brochure en Tcm11-22949Document128 paginiGEA Product-Catalogue Brochure en Tcm11-22949Santiago Nuñez SolisÎncă nu există evaluări
- PGI2003 FastStartup&DesignForCyclingDocument20 paginiPGI2003 FastStartup&DesignForCyclingscarrion80100% (1)
- Introduction To CombustionDocument21 paginiIntroduction To CombustionAravindhan RameshÎncă nu există evaluări
- TGI Sabana Gas Transport: Operating Conditions Normal D E F A B CDocument3 paginiTGI Sabana Gas Transport: Operating Conditions Normal D E F A B Chernan plazasÎncă nu există evaluări
- Es2290 Rev L FinalDocument39 paginiEs2290 Rev L FinalLeidy Alejandra Urquijo Pastrana100% (1)
- Asme PTC 17 1991Document40 paginiAsme PTC 17 1991Francisco Brito100% (1)
- 1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesDocument8 pagini1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesArgenomSaubiÎncă nu există evaluări
- Centrifugal Compressors MAN-GEDocument20 paginiCentrifugal Compressors MAN-GEIbc Cbs Ibc CbsÎncă nu există evaluări
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988De la EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockÎncă nu există evaluări
- TTS 138 Field Performance Testing Kurz BrunDocument21 paginiTTS 138 Field Performance Testing Kurz BrunJamalAhmedÎncă nu există evaluări
- Hydroprocessing DepropanizerDocument12 paginiHydroprocessing DepropanizerSathish KumarÎncă nu există evaluări
- Dr. Eng. Mohamed EL-Shimy (Ain Shams University) - Reliability, Availability, and Maintainability (RAM) Analysis of Utility Power Transformers in EgyptDocument5 paginiDr. Eng. Mohamed EL-Shimy (Ain Shams University) - Reliability, Availability, and Maintainability (RAM) Analysis of Utility Power Transformers in EgyptEnrique Javier González HenríquezÎncă nu există evaluări
- The Dynamic of A Vertical Pump T. Spettel (Orbit Magazine 1985-Q2)Document4 paginiThe Dynamic of A Vertical Pump T. Spettel (Orbit Magazine 1985-Q2)Enrique Javier González HenríquezÎncă nu există evaluări
- Optimizing Impeller Geometry For Performance Enhancement of A Centrífugal Pump PDFDocument19 paginiOptimizing Impeller Geometry For Performance Enhancement of A Centrífugal Pump PDFEnrique Javier González HenríquezÎncă nu există evaluări
- Investigation of A Centrífugal Pump Impeller Vane Profile Using CFD PDFDocument8 paginiInvestigation of A Centrífugal Pump Impeller Vane Profile Using CFD PDFEnrique Javier González HenríquezÎncă nu există evaluări
- Ird 880 ManualDocument97 paginiIrd 880 ManualEnrique Javier González HenríquezÎncă nu există evaluări
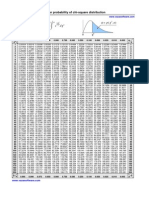
- Percentage Points For Upper Probability of Chi-Square Distribution PDFDocument1 paginăPercentage Points For Upper Probability of Chi-Square Distribution PDFEnrique Javier González HenríquezÎncă nu există evaluări
- Norsok O-CR-001r1 Life Cycle Cost For Systems & EquipmentDocument38 paginiNorsok O-CR-001r1 Life Cycle Cost For Systems & EquipmentspottedkelpieÎncă nu există evaluări
- Secadores KaeserDocument13 paginiSecadores KaeserDiego Laya PicadoÎncă nu există evaluări
- Cooling Load CalculationDocument14 paginiCooling Load CalculationVũ Hằng PhươngÎncă nu există evaluări
- Heat Transfer Enhancement by Using Dimpled Surface: Hemant C. Pisal, Avinash A. RanawareDocument9 paginiHeat Transfer Enhancement by Using Dimpled Surface: Hemant C. Pisal, Avinash A. Ranawareashoku2Încă nu există evaluări
- Heat Transfer AdvacneDocument14 paginiHeat Transfer Advacnekala saperaÎncă nu există evaluări
- Heat Transfer and TypesDocument14 paginiHeat Transfer and TypesTuğba AydınÎncă nu există evaluări
- Standard Operation Procedure FinalDocument3 paginiStandard Operation Procedure FinalEngr. Umer FarooqÎncă nu există evaluări
- MECE4240U Solar Powered Stirling Engine For A Rural Water PumpDocument31 paginiMECE4240U Solar Powered Stirling Engine For A Rural Water Pumpകൂട്ടുകാരിയെ സ്നേഹിച്ച കൂട്ടുകാരൻÎncă nu există evaluări
- NFPA 1142 WaterSupplyCalcSheetDocument13 paginiNFPA 1142 WaterSupplyCalcSheetpandu_chemengÎncă nu există evaluări
- FulltextDocument18 paginiFulltexttu260122Încă nu există evaluări
- Social EntropyDocument20 paginiSocial EntropyHatem ChouchaneÎncă nu există evaluări
- Analysis of Refrigeration System Utilizing Waste Heat On A ShipDocument49 paginiAnalysis of Refrigeration System Utilizing Waste Heat On A ShipEmmanuel KingsÎncă nu există evaluări
- 11th JEE SyllabusDocument1 pagină11th JEE SyllabusPujan JainÎncă nu există evaluări
- CH - 3 Mass Transfer CoefficientsDocument55 paginiCH - 3 Mass Transfer CoefficientsDivyamÎncă nu există evaluări
- Guidelines For The Use of Plastic Waste in Rural Roads ConstructionDocument5 paginiGuidelines For The Use of Plastic Waste in Rural Roads ConstructionGanesh BhisteÎncă nu există evaluări
- Acide FluorhydriqueDocument9 paginiAcide FluorhydriqueghanmiÎncă nu există evaluări
- BCA Energy Performance Points CalculatorDocument69 paginiBCA Energy Performance Points Calculatorသူ ရိန်Încă nu există evaluări
- Investigation of Effect of Orientation On Modified Annular Rectangular FinsDocument4 paginiInvestigation of Effect of Orientation On Modified Annular Rectangular FinsInternational Journal of Application or Innovation in Engineering & ManagementÎncă nu există evaluări
- Detail DesignDocument67 paginiDetail DesignBHAVISHA GOHILÎncă nu există evaluări
- Cambridge IGCSE ™: Biology 0610/51Document9 paginiCambridge IGCSE ™: Biology 0610/51sabia5611Încă nu există evaluări
- Thermodynamic Principles: Topic 1Document32 paginiThermodynamic Principles: Topic 1Jinang ShahÎncă nu există evaluări
- Robie and Hemingway PDFDocument464 paginiRobie and Hemingway PDFtermmasterÎncă nu există evaluări
- Physics 9th BISE LHRDocument12 paginiPhysics 9th BISE LHRATHARÎncă nu există evaluări
- Prof. Dr. Jamal Saleh Yassin: Misurata University - Faculity of Engineering Misurata - LibyaDocument44 paginiProf. Dr. Jamal Saleh Yassin: Misurata University - Faculity of Engineering Misurata - Libyaشركة الطليعةÎncă nu există evaluări
- Microreactors: W. Ehrfeld, V. Hessel, H. LöweDocument20 paginiMicroreactors: W. Ehrfeld, V. Hessel, H. LöweAnonymous Ksq1dyPRhÎncă nu există evaluări
- Thermo2 MidDocument4 paginiThermo2 MidnoelÎncă nu există evaluări
- Part-01 ThermodynamicsDocument50 paginiPart-01 ThermodynamicsAnisa NurulÎncă nu există evaluări
- g5 DLL q3 Week 9 Jan9-13 ScienceDocument5 paginig5 DLL q3 Week 9 Jan9-13 ScienceAme DamneeÎncă nu există evaluări
- Light DLL Grade 8Document2 paginiLight DLL Grade 8Shemae Obni100% (2)