S-ar putea să vă placă și
- Do Deaerators in Refinery Plants Vibrate - Quora Deaerator VibrateDocument5 paginiDo Deaerators in Refinery Plants Vibrate - Quora Deaerator Vibraterudi setiawanÎncă nu există evaluări
- Nelson Curve Model For Predicting Hydrogen Attack PDFDocument2 paginiNelson Curve Model For Predicting Hydrogen Attack PDFrudi setiawanÎncă nu există evaluări
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- ITP Steam Turbine PDFDocument6 paginiITP Steam Turbine PDFcandra trisilawatiÎncă nu există evaluări
- Metallography PDFDocument185 paginiMetallography PDFDante GarzaÎncă nu există evaluări
- Casing Rotor Geothermal Material YamamotoDocument4 paginiCasing Rotor Geothermal Material Yamamotorudi setiawan100% (1)
- Cea Reviw On Strengthening of O&M PractivesDocument74 paginiCea Reviw On Strengthening of O&M Practivesrbdubey2020Încă nu există evaluări
- Boiler Water Circulation Pump Failure Mode Condition MonitoringDocument3 paginiBoiler Water Circulation Pump Failure Mode Condition Monitoringrudi setiawanÎncă nu există evaluări
- Case Studies in Boiler Vibration and BFP Cavitation by K.K.parthibanDocument15 paginiCase Studies in Boiler Vibration and BFP Cavitation by K.K.parthibanparthi20065768Încă nu există evaluări
- Investigation of Blade Failure in A Gas Turbine: Yeon-Sun Choi and Kyu-Hwa LeeDocument6 paginiInvestigation of Blade Failure in A Gas Turbine: Yeon-Sun Choi and Kyu-Hwa Leeacar1Încă nu există evaluări
- Failure Mechanisms in Turbine Blades of PDFDocument10 paginiFailure Mechanisms in Turbine Blades of PDFzona amrullohÎncă nu există evaluări
- Economizer Case FailDocument8 paginiEconomizer Case Failrudi setiawanÎncă nu există evaluări
- VGBonepagerKISSYENG120916 KISSY Power Plant Information System VGBDocument2 paginiVGBonepagerKISSYENG120916 KISSY Power Plant Information System VGBrudi setiawanÎncă nu există evaluări
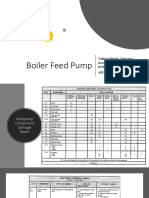
- Boiler Feed Pump Failure Mode and Defense TaskDocument14 paginiBoiler Feed Pump Failure Mode and Defense Taskrudi setiawan100% (1)
- Hydrogen Attack Microstructure Buletin Jul13 - MfiDocument3 paginiHydrogen Attack Microstructure Buletin Jul13 - Mfirudi setiawanÎncă nu există evaluări
- Feedwater Heaters of BoilerDocument9 paginiFeedwater Heaters of Boilerrudi setiawan100% (1)
- Feedwater Heaters of BoilerDocument9 paginiFeedwater Heaters of Boilerrudi setiawan100% (1)
- Hydrogen Attack ASME Nelson Curve Vs Russian CurveDocument6 paginiHydrogen Attack ASME Nelson Curve Vs Russian Curverudi setiawanÎncă nu există evaluări
- Boiler TubeDocument12 paginiBoiler Tuberudi setiawanÎncă nu există evaluări
- Control Limit For Drum Type Boiler FeedwaterDocument2 paginiControl Limit For Drum Type Boiler Feedwaterrudi setiawanÎncă nu există evaluări
- Tube FailDocument8 paginiTube Failrudi setiawanÎncă nu există evaluări
- Leakage Failure Analysis in Power Plant Boiler PDFDocument5 paginiLeakage Failure Analysis in Power Plant Boiler PDFrudi setiawanÎncă nu există evaluări
- E047023438 PDFDocument5 paginiE047023438 PDFOwais Manzoor MalikÎncă nu există evaluări
- Guidelines For Welding Dissimilar Metals PDFDocument8 paginiGuidelines For Welding Dissimilar Metals PDFbanglvhÎncă nu există evaluări
- Case Studies in Boiler Vibration and BFP Cavitation by K.K.parthibanDocument15 paginiCase Studies in Boiler Vibration and BFP Cavitation by K.K.parthibanparthi20065768Încă nu există evaluări
- RBI RBIF Standard Europe FStandard - v02fq04102015Document26 paginiRBI RBIF Standard Europe FStandard - v02fq04102015rudi setiawanÎncă nu există evaluări
- RBI Qualitative Damage Assessment As A Part of The RBI (Risk-Based Inspection) Proc ManuscriptJovanovic - V07aj29092014Document22 paginiRBI Qualitative Damage Assessment As A Part of The RBI (Risk-Based Inspection) Proc ManuscriptJovanovic - V07aj29092014rudi setiawanÎncă nu există evaluări
- ISA95 Part 1 Models and Terminology (Draft)Document143 paginiISA95 Part 1 Models and Terminology (Draft)rudi setiawanÎncă nu există evaluări
- RBI Research On The Application of Risk-Based Inspection For The Research - On - The - Application - of - Risk-Based - InspectiDocument5 paginiRBI Research On The Application of Risk-Based Inspection For The Research - On - The - Application - of - Risk-Based - Inspectirudi setiawanÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Higher Engineering Science Resources PDFDocument369 paginiHigher Engineering Science Resources PDFHarryÎncă nu există evaluări
- Module #7Document27 paginiModule #7kamel touilebÎncă nu există evaluări
- Lecture 2 - Test For SteelDocument55 paginiLecture 2 - Test For SteelKier Lorenz FernandezÎncă nu există evaluări
- Oerlikon Products & ServicesDocument32 paginiOerlikon Products & Servicesvikas gowdaÎncă nu există evaluări
- A New Model For Calculation of Arrest Toughness in The Fracture Process of The Supercritical CO PipelineDocument12 paginiA New Model For Calculation of Arrest Toughness in The Fracture Process of The Supercritical CO PipelineAmmarul NafikÎncă nu există evaluări
- RAACs v3Document14 paginiRAACs v3Nuno FerreiraÎncă nu există evaluări
- IRC 58 ExcelDocument21 paginiIRC 58 ExcelMadhavpokale100% (4)
- Corrosion Prevention For MetalsDocument17 paginiCorrosion Prevention For Metalsabdul100% (1)
- Week8-Glass Fracture AnalysisDocument4 paginiWeek8-Glass Fracture AnalysisSahmin SaalÎncă nu există evaluări
- Contact Stress FatigueDocument31 paginiContact Stress Fatiguepkn_pnt9950Încă nu există evaluări
- Mae (256F) - HW2 PDFDocument6 paginiMae (256F) - HW2 PDFClaireÎncă nu există evaluări
- Thermoplastic Composite PipeDocument11 paginiThermoplastic Composite PipeRenanÎncă nu există evaluări
- Deformation of SolidsDocument64 paginiDeformation of SolidsAnonymous bwVxI8Y8W100% (1)
- 8 - Structural WallsDocument37 pagini8 - Structural Wallskenny lie100% (1)
- Hollow Clay Tiles For Floors and Roofs - Specification: Indian StandardDocument12 paginiHollow Clay Tiles For Floors and Roofs - Specification: Indian StandardDevesh Kumar PandeyÎncă nu există evaluări
- Review Peek PDFDocument11 paginiReview Peek PDFAlexandra Dumitrache100% (1)
- Pre - PHD Civil SyllabusDocument54 paginiPre - PHD Civil SyllabusVivekananda NareddulaÎncă nu există evaluări
- Al Majidi2017 PDFDocument22 paginiAl Majidi2017 PDFRambabu VenkataÎncă nu există evaluări
- Handbook On Hard-Rock Strata Control - A.J.S.Spearing 1995Document140 paginiHandbook On Hard-Rock Strata Control - A.J.S.Spearing 1995David MacGregor91% (11)
- RCFA MotorDocument13 paginiRCFA Motormochamad umar100% (2)
- Material Science NotesDocument263 paginiMaterial Science NotesARUNKUMAR VÎncă nu există evaluări
- Failure Analysis of Refractory Anchors of A Power PDFDocument8 paginiFailure Analysis of Refractory Anchors of A Power PDFAnonymous 5odj1IcÎncă nu există evaluări
- Brittle Microtectonics PDFDocument21 paginiBrittle Microtectonics PDFRenato Santiago100% (2)
- 4 Plastic DeformationDocument62 pagini4 Plastic Deformationrezza ruzuqiÎncă nu există evaluări
- Determining The Flexural Strength of A Geosynthetic Cementitious Composite Mat (GCCM) Using The Three-Point Bending TestDocument5 paginiDetermining The Flexural Strength of A Geosynthetic Cementitious Composite Mat (GCCM) Using The Three-Point Bending TestJ MrÎncă nu există evaluări
- Bond of Steel-Concrete InterfaceDocument112 paginiBond of Steel-Concrete InterfaceMacÎncă nu există evaluări
- Modelling The Behaviour of Oxide Scale in Hot Rolling: ReviewDocument15 paginiModelling The Behaviour of Oxide Scale in Hot Rolling: ReviewsosoÎncă nu există evaluări
- Epoxy Insertion: Repair of Cracked Structural Concrete by Injection and RebarDocument3 paginiEpoxy Insertion: Repair of Cracked Structural Concrete by Injection and RebarMain TenorioÎncă nu există evaluări
- Materiale NanostructurateDocument9 paginiMateriale NanostructurateAnOnYmOuS_1995Încă nu există evaluări
- Refresher Module 30 (S21) - Construction Materials Testing and CodesDocument2 paginiRefresher Module 30 (S21) - Construction Materials Testing and CodesJohnMichaelPeraltaÎncă nu există evaluări