S-ar putea să vă placă și
- Nicad and Lead Acid BatteriesDocument2 paginiNicad and Lead Acid BatteriesSukalyan GhoshalÎncă nu există evaluări
- Ormus DerivationDocument5 paginiOrmus Derivationextemporaneous100% (3)
- Polymer and CompositesDocument105 paginiPolymer and Compositesbatur42Încă nu există evaluări
- Equilibria Questions and Answers For A2 ChemistryDocument303 paginiEquilibria Questions and Answers For A2 ChemistrybloodymerlinÎncă nu există evaluări
- Rotary Kiln Supporting Roll:: Case Histories On Integrity and Failures in Industry (Chifi)Document20 paginiRotary Kiln Supporting Roll:: Case Histories On Integrity and Failures in Industry (Chifi)Ramakrishnan AmbiSubbiahÎncă nu există evaluări
- SK Product HandbookDocument110 paginiSK Product Handbooksupriyo110Încă nu există evaluări
- Protistor FusiblesDocument16 paginiProtistor FusiblesEdgar Sierra RodriguezÎncă nu există evaluări
- 3rd D'Bulletin October 2012Document9 pagini3rd D'Bulletin October 2012mag2grinÎncă nu există evaluări
- EnDOtec Welding Cored WireDocument12 paginiEnDOtec Welding Cored WirecriuvosÎncă nu există evaluări
- 428 FanDocument28 pagini428 FancasalasÎncă nu există evaluări
- Air Circuit Breakers - AH TypeDocument6 paginiAir Circuit Breakers - AH TypeAchmad Furqon Syaifullah100% (1)
- EutecTrode Manual Metal Arc Electrodes PDFDocument12 paginiEutecTrode Manual Metal Arc Electrodes PDFswapneel_kulkarniÎncă nu există evaluări
- Publication - Painting, Coating & Corrosion Protection - Aremco Inc - High Temperature Materials - Coatings and AdhesivesDocument56 paginiPublication - Painting, Coating & Corrosion Protection - Aremco Inc - High Temperature Materials - Coatings and Adhesiveszinha_alÎncă nu există evaluări
- Central Laboratories Spec: TDC FIDocument17 paginiCentral Laboratories Spec: TDC FIAkmal NizametdinovÎncă nu există evaluări
- SKF Insocoat 2017 BrochureDocument5 paginiSKF Insocoat 2017 BrochureHector MaldonadoÎncă nu există evaluări
- Trench - COT PDFDocument24 paginiTrench - COT PDFDes LawlessÎncă nu există evaluări
- Varta Opzs TRDocument2 paginiVarta Opzs TRWilliam Fernando Moyano GonzalezÎncă nu există evaluări
- Colortran 8-Inch Theatre Fresnel Spec Sheet 1994Document2 paginiColortran 8-Inch Theatre Fresnel Spec Sheet 1994Alan MastersÎncă nu există evaluări
- Various Paints and Its ThinnersDocument4 paginiVarious Paints and Its ThinnersASHIahsiuAÎncă nu există evaluări
- Esab 6013 PDFDocument1 paginăEsab 6013 PDFBijaya RaulaÎncă nu există evaluări
- DSMTS-0108.1 WC10Ni5Cr AggSintDocument3 paginiDSMTS-0108.1 WC10Ni5Cr AggSintpawoe3064Încă nu există evaluări
- PROTECTIVE COATINGS - IPNet, Waterseal, Mopopol - Krishna Conchem Products - Specialty Construction PolymersDocument3 paginiPROTECTIVE COATINGS - IPNet, Waterseal, Mopopol - Krishna Conchem Products - Specialty Construction PolymerscreatorbaluÎncă nu există evaluări
- Coelme CM113Document4 paginiCoelme CM113costelchelariuÎncă nu există evaluări
- DSMTS-0084.3 Al2O3 13TiO2 PDFDocument4 paginiDSMTS-0084.3 Al2O3 13TiO2 PDFJosua Cavin WijayaÎncă nu există evaluări
- Dichtol Sealer Broschure ENDocument12 paginiDichtol Sealer Broschure ENgersom100% (1)
- RTP AsOne 150Document6 paginiRTP AsOne 150Hitesh KambleÎncă nu există evaluări
- 1LE1503 3AB53 4AB4 Datasheet enDocument1 pagină1LE1503 3AB53 4AB4 Datasheet enilker subaşıÎncă nu există evaluări
- Ojon4gb PDFDocument36 paginiOjon4gb PDFDimitar DimitrovÎncă nu există evaluări
- Fluxes For Welding and SurfacingDocument4 paginiFluxes For Welding and SurfacingVăn Trường LêÎncă nu există evaluări
- Epcos PFC Catalog 14Document1 paginăEpcos PFC Catalog 14Ursula JohnsonÎncă nu există evaluări
- AlloyDocument12 paginiAlloyMani MaranÎncă nu există evaluări
- 2.declaration TypeDocument8 pagini2.declaration TypeTauseef JuttÎncă nu există evaluări
- 168 Research Report - TIN PLATEDocument8 pagini168 Research Report - TIN PLATEPriyank PatelÎncă nu există evaluări
- DBTV1301: Service ManualDocument69 paginiDBTV1301: Service Manualgeps2010Încă nu există evaluări
- C101 Electrolytic Tough Pitch CopperDocument2 paginiC101 Electrolytic Tough Pitch CopperPradeep KumarÎncă nu există evaluări
- Electro GalvanizedDocument5 paginiElectro Galvanizedrazor75apÎncă nu există evaluări
- Notes On Welding & Metal CuttingDocument69 paginiNotes On Welding & Metal CuttingSaptarshi PalÎncă nu există evaluări
- CA65 PR11: For Stainless Steel MachiningDocument12 paginiCA65 PR11: For Stainless Steel MachiningmachineCanÎncă nu există evaluări
- GALV - Cut Edge ProtectionDocument5 paginiGALV - Cut Edge ProtectionHarry Aldous100% (1)
- Te S Raychem Screened Elbow/Straight Separable Connectors Rses/RsssDocument2 paginiTe S Raychem Screened Elbow/Straight Separable Connectors Rses/RsssIrfan Pv50% (2)
- Araldite Epoxy Resin Cy 230 and Hy 951 HardenerDocument6 paginiAraldite Epoxy Resin Cy 230 and Hy 951 Hardenersonu50% (2)
- Ynzn 11Document3 paginiYnzn 11mahnoorÎncă nu există evaluări
- Bsti Standard CatalogDocument288 paginiBsti Standard CatalogAziz Bin Josim0% (1)
- Welding Chrome-Moly Steel: What You Should Know About T-1 WiresDocument22 paginiWelding Chrome-Moly Steel: What You Should Know About T-1 WiresKentDemeterioÎncă nu există evaluări
- CA55 Series: CA5515 CA5515 CA5525 CA5525 CA5535 CA5535 CA5505 CA5505Document11 paginiCA55 Series: CA5515 CA5515 CA5525 CA5525 CA5535 CA5535 CA5505 CA5505machineCanÎncă nu există evaluări
- Item:130ST Series Servo Motor: SpecificationsDocument4 paginiItem:130ST Series Servo Motor: Specificationsn13t0314Încă nu există evaluări
- 4 AodDocument5 pagini4 AodSonu MishraÎncă nu există evaluări
- The Light Machine Shop Divided Into The Following SectionDocument5 paginiThe Light Machine Shop Divided Into The Following Sectionyogendra singhÎncă nu există evaluări
- HMT PDFDocument34 paginiHMT PDFanand003Încă nu există evaluări
- Sepam - I0 - (Io) Inputs For CSH30 and CSH120 - CSH200 - FAQs PDFDocument2 paginiSepam - I0 - (Io) Inputs For CSH30 and CSH120 - CSH200 - FAQs PDFNADEEM KHANÎncă nu există evaluări
- Rex Distribution Transformer Catalog 2019 (6 19 2019) RegularDocument36 paginiRex Distribution Transformer Catalog 2019 (6 19 2019) RegularHany NassimÎncă nu există evaluări
- Fujikura Fsm-80s-Go4kit PDFDocument3 paginiFujikura Fsm-80s-Go4kit PDFBruno636Încă nu există evaluări
- Applications and Types of PCBs For Automotive IndustryDocument18 paginiApplications and Types of PCBs For Automotive IndustryjackÎncă nu există evaluări
- 03 Long Rod Porcelain Insulators e 2219Document25 pagini03 Long Rod Porcelain Insulators e 2219Velu SamyÎncă nu există evaluări
- PSP 1000 Ta-081 Service Manual PW SceaDocument30 paginiPSP 1000 Ta-081 Service Manual PW SceaMaricel SinsayÎncă nu există evaluări
- Rooftop Packaged UnitDocument5 paginiRooftop Packaged Unitwael badri100% (1)
- PP Gf30 - Suplen v30 LCDocument2 paginiPP Gf30 - Suplen v30 LCarmandoÎncă nu există evaluări
- Temperature PyrometerDocument60 paginiTemperature PyrometerBhargav ShuklaÎncă nu există evaluări
- Cable Connectors To RMUDocument10 paginiCable Connectors To RMUSaqib RasoolÎncă nu există evaluări
- Teromatec Eo 8355: Description Procedure of UseDocument1 paginăTeromatec Eo 8355: Description Procedure of UseAravind rajÎncă nu există evaluări
- TDS 351do enDocument1 paginăTDS 351do enMumkoÎncă nu există evaluări
- Cavitec GMA RecomendDocument2 paginiCavitec GMA RecomendmaguenhoyosÎncă nu există evaluări
- UTP 655 32 SpecSheetDocument1 paginăUTP 655 32 SpecSheetFadi HasnÎncă nu există evaluări
- Chapter 9Document19 paginiChapter 9Bill MurrayÎncă nu există evaluări
- NERC - MOD-025-1 - Verification of Generator Gross and Net Reactive Power CapabilityDocument3 paginiNERC - MOD-025-1 - Verification of Generator Gross and Net Reactive Power CapabilityBill MurrayÎncă nu există evaluări
- Kapl Turb Inc93Document16 paginiKapl Turb Inc93Bill MurrayÎncă nu există evaluări
- Use of Atlantium Uv Technology As Means of Control For Bio Fouling Ais Invasive Mussels - Whitepaperpdf.renderDocument12 paginiUse of Atlantium Uv Technology As Means of Control For Bio Fouling Ais Invasive Mussels - Whitepaperpdf.renderBill MurrayÎncă nu există evaluări
- CompleteMG1 1998rev3Document596 paginiCompleteMG1 1998rev3Bill MurrayÎncă nu există evaluări
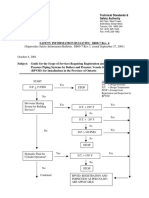
- Supersedes Safety Information Bulletin: SB00-7 Rev.3, Issued September 27, 2001Document3 paginiSupersedes Safety Information Bulletin: SB00-7 Rev.3, Issued September 27, 2001Bill MurrayÎncă nu există evaluări
- Roister OLD Fashioned: Buy The BookDocument1 paginăRoister OLD Fashioned: Buy The BookBill MurrayÎncă nu există evaluări
- WEG Synchronous Motors Pedestal Type Brushless 240E Manual EnglishDocument72 paginiWEG Synchronous Motors Pedestal Type Brushless 240E Manual EnglishBill MurrayÎncă nu există evaluări
- 31 - 1983 - Comparison of Lubricant Supply MethodsDocument7 pagini31 - 1983 - Comparison of Lubricant Supply MethodsBill MurrayÎncă nu există evaluări
- 30 - 1979 - Factors Influencing Power LossDocument8 pagini30 - 1979 - Factors Influencing Power LossBill MurrayÎncă nu există evaluări
- The American Society of Mechanical EngineersDocument8 paginiThe American Society of Mechanical EngineersBill MurrayÎncă nu există evaluări
- Sika - AG GroutDocument4 paginiSika - AG GroutBill MurrayÎncă nu există evaluări
- 1.0 Purpose: Foot Protection StandardDocument7 pagini1.0 Purpose: Foot Protection StandardBill MurrayÎncă nu există evaluări
- Mat - No. 1.1181, DIN Ck35, AISI 1035: Designation by StandardsDocument2 paginiMat - No. 1.1181, DIN Ck35, AISI 1035: Designation by StandardsBill MurrayÎncă nu există evaluări
- Preventing Electrical Pitting DamageDocument2 paginiPreventing Electrical Pitting DamageBill MurrayÎncă nu există evaluări
- Sika Repair Grout 223Document2 paginiSika Repair Grout 223Bill MurrayÎncă nu există evaluări
- Sika - 42 GroutDocument2 paginiSika - 42 GroutBill MurrayÎncă nu există evaluări
- 006 EN 2020-06 Data-Sheet S-Max-ProDocument1 pagină006 EN 2020-06 Data-Sheet S-Max-ProBill MurrayÎncă nu există evaluări
- Standard Sizes For Rulon CJ BearingsDocument5 paginiStandard Sizes For Rulon CJ BearingsBill MurrayÎncă nu există evaluări
- SART For Copper Control in Cyanide Heap Leaching: by M. Stewart, and D. KappesDocument7 paginiSART For Copper Control in Cyanide Heap Leaching: by M. Stewart, and D. KappesVasily ShapovalenkoÎncă nu există evaluări
- Pre-Labs 2 Organic Compositions of The CellDocument6 paginiPre-Labs 2 Organic Compositions of The CellTrần Xuân QuỳnhÎncă nu există evaluări
- Chemistry Class XI Unsolved Sample Paper 1Document4 paginiChemistry Class XI Unsolved Sample Paper 1s.shaw71101Încă nu există evaluări
- Oxetane PresentationDocument60 paginiOxetane PresentationEena BarmanÎncă nu există evaluări
- 87 191 Identification Tests GeneralDocument7 pagini87 191 Identification Tests GeneralNguyễn ChuyênÎncă nu există evaluări
- Melc Bow Grade 7 Q1W1 7Document7 paginiMelc Bow Grade 7 Q1W1 7Barbs Castillo Paglinawan-PrincipeÎncă nu există evaluări
- A Review of Graphene Based Nanostructural Materials For Both Catalyst Supports and Metal Free Catalysts in PEM Fuel Cell Cxygen Reduction ReactionsDocument25 paginiA Review of Graphene Based Nanostructural Materials For Both Catalyst Supports and Metal Free Catalysts in PEM Fuel Cell Cxygen Reduction ReactionsoceanforestÎncă nu există evaluări
- Group 14: Carbides and Compounds of SiliconDocument22 paginiGroup 14: Carbides and Compounds of SiliconP. PARIS KATHERINE REBECCAH BCMBC2019Încă nu există evaluări
- Material Safety Data Sheet: Poly Aluminium ChlorideDocument4 paginiMaterial Safety Data Sheet: Poly Aluminium ChlorideKusmianti DeoraÎncă nu există evaluări
- Material Safety Data Sheet Keyfix E - Base: 1: Product and Company IdentificationDocument5 paginiMaterial Safety Data Sheet Keyfix E - Base: 1: Product and Company Identificationjude tallyÎncă nu există evaluări
- 3.classification of ElementsDocument18 pagini3.classification of ElementsMUHAMMAD YASEENÎncă nu există evaluări
- The Manufacture of Rhodia Filter Tow: Technical Bulletin 1-01Document11 paginiThe Manufacture of Rhodia Filter Tow: Technical Bulletin 1-01Aditya ShrivastavaÎncă nu există evaluări
- Inorganic Report 4Document5 paginiInorganic Report 4wiqiÎncă nu există evaluări
- SolubilidadDocument30 paginiSolubilidadWingsDavidÎncă nu există evaluări
- Student Number: 201933674 Surname and Initials: Kabekwa BM Title of The Experiment: P-Bromo Acetanilide Date: 14 April 2021Document8 paginiStudent Number: 201933674 Surname and Initials: Kabekwa BM Title of The Experiment: P-Bromo Acetanilide Date: 14 April 2021bridgetteÎncă nu există evaluări
- Cerium Based Conversion Coatings On Aluminium Alloys A Process Review PDFDocument23 paginiCerium Based Conversion Coatings On Aluminium Alloys A Process Review PDFAUSTIN DSOUZAÎncă nu există evaluări
- CBSE 10th Science Sample Paper 1Document5 paginiCBSE 10th Science Sample Paper 1Aditya AcharyaÎncă nu există evaluări
- Prednisolone Acetate: Prednisoloni AcetasDocument3 paginiPrednisolone Acetate: Prednisoloni AcetasMarcosÎncă nu există evaluări
- Motor Bensin InternasionalDocument19 paginiMotor Bensin InternasionalDwiky Adhi PrasetyoÎncă nu există evaluări
- Reaction Mechanism PDFDocument14 paginiReaction Mechanism PDFSreeragÎncă nu există evaluări
- Acknowledgement PageDocument9 paginiAcknowledgement PagePrashant BarveÎncă nu există evaluări
- Questions Periodic Table of Elements Get The Table Organized in TimeDocument3 paginiQuestions Periodic Table of Elements Get The Table Organized in TimeJonathan ApiladoÎncă nu există evaluări
- Rapid Tooling PDFDocument8 paginiRapid Tooling PDFSand ShuklaÎncă nu există evaluări
- Us8455685 UseDocument10 paginiUs8455685 UseRefi RahmanÎncă nu există evaluări
- 65-OBLT and 160-OBLT: High-Absorption Filter CartridgesDocument1 pagină65-OBLT and 160-OBLT: High-Absorption Filter CartridgesBrahim BenabdallahÎncă nu există evaluări
- RPS22 Iss 10 Chromating of Magnesium AlloysDocument20 paginiRPS22 Iss 10 Chromating of Magnesium AlloysshaggerukÎncă nu există evaluări
- Soil Colloid AVIDocument5 paginiSoil Colloid AVIMonika KshetriÎncă nu există evaluări