S-ar putea să vă placă și
- Classifications of Synthetic Organic AdhesivesDocument6 paginiClassifications of Synthetic Organic AdhesivesJanna Jaiya MeowÎncă nu există evaluări
- High Performance Thermoplastic Resins and Their CompositesDe la EverandHigh Performance Thermoplastic Resins and Their CompositesÎncă nu există evaluări
- Polyvinyl Fluoride: Technology and Applications of PVFDe la EverandPolyvinyl Fluoride: Technology and Applications of PVFÎncă nu există evaluări
- Issue #9 Printing and Graphics Science Group NewsletterDe la EverandIssue #9 Printing and Graphics Science Group NewsletterÎncă nu există evaluări
- Synhetic Rubber Mnufcturing: By: Syed Mehran FaridDocument17 paginiSynhetic Rubber Mnufcturing: By: Syed Mehran FaridHarish YadavÎncă nu există evaluări
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentDe la EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentÎncă nu există evaluări
- De AssignmentDocument9 paginiDe AssignmentManish MohapatraÎncă nu există evaluări
- Additives: Fully CompoundedDocument4 paginiAdditives: Fully CompoundedVy ThoaiÎncă nu există evaluări
- PU 2003 Trouble Shooting PUDocument35 paginiPU 2003 Trouble Shooting PUmiltonhribeiroÎncă nu există evaluări
- PolyacetalDocument16 paginiPolyacetalChakma SHIMULÎncă nu există evaluări
- Silicone Technical TextilesDocument39 paginiSilicone Technical TextilesRahul Oza100% (4)
- Polymer Additives: Fillers & ReinforcementsDocument5 paginiPolymer Additives: Fillers & ReinforcementsHina IbrahimÎncă nu există evaluări
- Designing With Advance Material: Lab Report - Important Industrial Methods of FRP Composite FabricationDocument9 paginiDesigning With Advance Material: Lab Report - Important Industrial Methods of FRP Composite Fabricationprashant chouhanÎncă nu există evaluări
- The Pultrusion Process PDFDocument2 paginiThe Pultrusion Process PDFSan SvsÎncă nu există evaluări
- Innovation PUR Since 1974: Polyurethane Processing EquipmentDocument46 paginiInnovation PUR Since 1974: Polyurethane Processing Equipmentpreecha28Încă nu există evaluări
- EP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFDocument20 paginiEP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFSimas ServutasÎncă nu există evaluări
- Epoxy Resins: Corporate Training and PlanningDocument53 paginiEpoxy Resins: Corporate Training and PlanningAkash YadavÎncă nu există evaluări
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975De la EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovEvaluare: 5 din 5 stele5/5 (1)
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3De la EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Încă nu există evaluări
- Seminar On "Flame Retardent Synthetic Fibres": By: Raghav Mehra Mtech 1 YearDocument49 paginiSeminar On "Flame Retardent Synthetic Fibres": By: Raghav Mehra Mtech 1 YearRaghav MehraÎncă nu există evaluări
- Composites Mod02lec01Document49 paginiComposites Mod02lec01Mathew JohnÎncă nu există evaluări
- Polyurea Vs Polyurethane & Polyurethane Polyurea What's The DifferenceDocument20 paginiPolyurea Vs Polyurethane & Polyurethane Polyurea What's The Differencemiguel100% (1)
- Vinyl Ester ResinDocument8 paginiVinyl Ester ResinSangeetha RangarajanÎncă nu există evaluări
- InTech Thermoplastic ElastomersDocument19 paginiInTech Thermoplastic ElastomersRajeev Singh BaisÎncă nu există evaluări
- Thermoplastic Materials Engineering PlasticsDocument62 paginiThermoplastic Materials Engineering PlasticsFranzMig100% (1)
- Calculos de Poliuretano RigidoDocument46 paginiCalculos de Poliuretano Rigidosescobar86100% (1)
- How Importance of Cell Structure For Viscoelastic Foams PolyuretgabDocument13 paginiHow Importance of Cell Structure For Viscoelastic Foams PolyuretgabajoilhamÎncă nu există evaluări
- Compounding Additives: in This ChapterDocument17 paginiCompounding Additives: in This Chaptermonalihania100% (1)
- Effect of Moisture and Temperature On Composite MaterialsDocument22 paginiEffect of Moisture and Temperature On Composite MaterialsAhmad HamadehÎncă nu există evaluări
- Additives For Plastics Handbook - (Chapter 3. The World Market)Document6 paginiAdditives For Plastics Handbook - (Chapter 3. The World Market)Pablo Fernández SaavedraÎncă nu există evaluări
- A Guide To Thermoplastic Polyurethanes (TPU)Document26 paginiA Guide To Thermoplastic Polyurethanes (TPU)camb1967Încă nu există evaluări
- ISOCYNATEDocument4 paginiISOCYNATETry Julianda ErmayaÎncă nu există evaluări
- 1K Polyurethane Dispersion For Conventional 2K - LubrizolDocument7 pagini1K Polyurethane Dispersion For Conventional 2K - Lubrizolphi dinhÎncă nu există evaluări
- Solvent-Based Separation and Recycling of Waste Plastics A ReviewDocument14 paginiSolvent-Based Separation and Recycling of Waste Plastics A ReviewChristhy Vanessa Ruiz MadroñeroÎncă nu există evaluări
- Kraton PolymerDocument24 paginiKraton PolymerSCion Shyuan Hong100% (2)
- BRB Silanes Presentation PDFDocument48 paginiBRB Silanes Presentation PDFgokhanyaparÎncă nu există evaluări
- Derakane Momentum 470-300Document5 paginiDerakane Momentum 470-300maniastur365100% (1)
- Adjustment of Physical Properties of Viscoelastic Foam (Paper)Document15 paginiAdjustment of Physical Properties of Viscoelastic Foam (Paper)Сергей ДружининÎncă nu există evaluări
- RubberDocument17 paginiRubberJoann DavinaÎncă nu există evaluări
- Weberfix PU - DatasheetDocument7 paginiWeberfix PU - DatasheetAnonymous PkvM83sÎncă nu există evaluări
- Boedeker Plastics Polyurethane - Technical GuideDocument26 paginiBoedeker Plastics Polyurethane - Technical GuideJagdish PatelÎncă nu există evaluări
- PlasticizersDocument19 paginiPlasticizersPathik ShahÎncă nu există evaluări
- Composite Fabrication Via The VARTM ProcessDocument7 paginiComposite Fabrication Via The VARTM ProcessRaghu Raja PandiyanÎncă nu există evaluări
- Non Black FillersDocument58 paginiNon Black FillersHazel Eborde100% (3)
- 029 Butyl Rubber CompoundsDocument6 pagini029 Butyl Rubber Compoundsrossifam777Încă nu există evaluări
- Dow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFDocument50 paginiDow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFLin NiuÎncă nu există evaluări
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970De la EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Evaluare: 5 din 5 stele5/5 (1)
- Antiskid Product Info PDFDocument11 paginiAntiskid Product Info PDFSachin KothariÎncă nu există evaluări
- Composite Materialslab Text BookDocument49 paginiComposite Materialslab Text BookSHAHBAZ PÎncă nu există evaluări
- LDPE Shrink Film SpecificationsDocument1 paginăLDPE Shrink Film SpecificationsSriniÎncă nu există evaluări
- Anti-Graffiti Coating PresentationDocument22 paginiAnti-Graffiti Coating PresentationZenZen F CzoraÎncă nu există evaluări
- Plastics AdditivesDocument95 paginiPlastics AdditivesJose Castro100% (1)
- Unsaturated Polyester ResinDocument2 paginiUnsaturated Polyester Resingunawan refiadi0% (1)
- Polyurethane ProductsDocument47 paginiPolyurethane ProductsAdnan JadoonÎncă nu există evaluări
- Low Modulus 1 Part Polyurethane SealantDocument2 paginiLow Modulus 1 Part Polyurethane SealantVietpapayaÎncă nu există evaluări
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 paginiUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaÎncă nu există evaluări
- AdditivsDocument40 paginiAdditivsMohsin MalikÎncă nu există evaluări
- M Le Bras, C Wilkie, S Bourbigot-Fire Retardancy of Polymers New Applications of Mineral Fillers-Royal Society of Chemistry (2005)Document433 paginiM Le Bras, C Wilkie, S Bourbigot-Fire Retardancy of Polymers New Applications of Mineral Fillers-Royal Society of Chemistry (2005)Michaux Gwénaëlle100% (3)
- Composite Materials: SecondDocument24 paginiComposite Materials: Secondconcord1103Încă nu există evaluări
- PACCON - Proceeding 2020Document241 paginiPACCON - Proceeding 2020Watthana KlairutsameeÎncă nu există evaluări
- One Component, Many Options: The Growing Role of Acrylics in Industrial CoatingsDocument43 paginiOne Component, Many Options: The Growing Role of Acrylics in Industrial CoatingsWatthana KlairutsameeÎncă nu există evaluări
- Characterization and Indentificatio of Plastic PDFDocument24 paginiCharacterization and Indentificatio of Plastic PDFWatthana KlairutsameeÎncă nu există evaluări
- Chemistry and Technology of Epoxy Resins PDFDocument342 paginiChemistry and Technology of Epoxy Resins PDFWatthana Klairutsamee75% (4)
- Alternative Monomers Based On Lignocellulose and Their Use For PDFDocument60 paginiAlternative Monomers Based On Lignocellulose and Their Use For PDFWatthana KlairutsameeÎncă nu există evaluări
- Additive Inwaterborne PDFDocument98 paginiAdditive Inwaterborne PDFWatthana KlairutsameeÎncă nu există evaluări
- Powder Coatings and Differential Scanning Calorimetry PDFDocument7 paginiPowder Coatings and Differential Scanning Calorimetry PDFWatthana KlairutsameeÎncă nu există evaluări
- 2012 Rekomendasi Pengangkutan Limbah B3Document75 pagini2012 Rekomendasi Pengangkutan Limbah B3yordan abdulÎncă nu există evaluări
- Fixed Dome Material SelectionDocument2 paginiFixed Dome Material Selectiontristan calaraÎncă nu există evaluări
- LNG 9% NickelDocument30 paginiLNG 9% NickelRaka Aja100% (1)
- UPSC IES Weightage For ECEDocument4 paginiUPSC IES Weightage For ECEPriyaKumar0% (1)
- Polyalk WP PDFDocument2 paginiPolyalk WP PDFhunky11Încă nu există evaluări
- 609 - Curbing Concrete Medians (2012)Document6 pagini609 - Curbing Concrete Medians (2012)Inapanuri Nageshwara RaoÎncă nu există evaluări
- 2Document60 pagini2Al-Amin RazakÎncă nu există evaluări
- Superpave Mix DesignDocument21 paginiSuperpave Mix DesignRenaldy AzharÎncă nu există evaluări
- FY Decor Combination GuideDocument8 paginiFY Decor Combination GuideOleg RBÎncă nu există evaluări
- 20121211140948-Final B&C Brochure 111212 Web Version PDFDocument16 pagini20121211140948-Final B&C Brochure 111212 Web Version PDFAsh DomadoÎncă nu există evaluări
- (Environmental Engineering Vol. 2) Santosh Kumar Garg - SEWAGE DISPOSAL and AIR POLLUTION ENGINEERING. 2-Khanna Publishers (2012)Document1.016 pagini(Environmental Engineering Vol. 2) Santosh Kumar Garg - SEWAGE DISPOSAL and AIR POLLUTION ENGINEERING. 2-Khanna Publishers (2012)syed tabÎncă nu există evaluări
- Vibrations Eoliennes Intro PDFDocument26 paginiVibrations Eoliennes Intro PDFkolombo1776Încă nu există evaluări
- Introduccion Al Polietileno Industrial PDFDocument29 paginiIntroduccion Al Polietileno Industrial PDFFabrizzio Valer89% (9)
- Method Statement For Pipeline WeldingDocument21 paginiMethod Statement For Pipeline WeldingKhwanas Luqman100% (1)
- Energy Change During Chemical ReactionsDocument36 paginiEnergy Change During Chemical ReactionsMonday VerdejoÎncă nu există evaluări
- Gke10 Spirax SarcoDocument2 paginiGke10 Spirax SarcoEMAÎncă nu există evaluări
- Idealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingDocument4 paginiIdealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingmoorthysanmukamÎncă nu există evaluări
- Catalogo de Aire Acondicionado Compacto Carrier 50TC-17-30-V-02PD (17 A 30 T.R)Document98 paginiCatalogo de Aire Acondicionado Compacto Carrier 50TC-17-30-V-02PD (17 A 30 T.R)Luis Eduardo Carmona VasquezÎncă nu există evaluări
- Plastic Part Design Using SolidWorks-NHSWUGDocument17 paginiPlastic Part Design Using SolidWorks-NHSWUGharis fadillahÎncă nu există evaluări
- c3 Structure and BondingDocument2 paginic3 Structure and BondingNavdha SachdevaÎncă nu există evaluări
- Pradhan Mantri Gram Sadak Yojana Cost Estimate For Road ConstructionDocument3 paginiPradhan Mantri Gram Sadak Yojana Cost Estimate For Road ConstructionLucky TraderÎncă nu există evaluări
- CR800 Hybrid Low ResDocument8 paginiCR800 Hybrid Low RestappannÎncă nu există evaluări
- Wind Turbine DesignDocument294 paginiWind Turbine DesignKathuli Patrick100% (4)
- Processing of MAX Phases From Synthesis To ApplicationsDocument32 paginiProcessing of MAX Phases From Synthesis To ApplicationsVikram JainÎncă nu există evaluări
- Metal WindowsDocument21 paginiMetal Windowsshubhankar mishraÎncă nu există evaluări
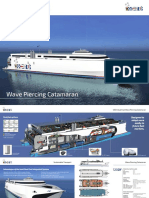
- Incat 120DF Brochure A4Document4 paginiIncat 120DF Brochure A4princeÎncă nu există evaluări
- Grade Library NITONDocument2 paginiGrade Library NITONKande RameshÎncă nu există evaluări
- Checklist For Installation Testing & Commissioning of AHU's & FAHU's Rev.02Document16 paginiChecklist For Installation Testing & Commissioning of AHU's & FAHU's Rev.02vhin84Încă nu există evaluări
- Denure Base ResinDocument94 paginiDenure Base ResinVishnu S Pattath100% (1)
- Guide To PavementDocument74 paginiGuide To PavementCristian GiurgeaÎncă nu există evaluări