S-ar putea să vă placă și
- Vertical Pump Maintenance Guide, EPRI Report 1003467 (2012) PDFDocument224 paginiVertical Pump Maintenance Guide, EPRI Report 1003467 (2012) PDFEnrique Javier González Henríquez100% (1)
- Compresor Ingersoll-Rand p185Document190 paginiCompresor Ingersoll-Rand p185bacilevu92% (38)
- Upper Percentage Points of The Chi-Square Distribution (Table 6, Pag 33 OREDA 2009)Document5 paginiUpper Percentage Points of The Chi-Square Distribution (Table 6, Pag 33 OREDA 2009)Enrique Javier González Henríquez100% (1)
- Typical Equipment MTBF ValuesDocument2 paginiTypical Equipment MTBF Valueshiloactive100% (1)
- Energies 15 04266Document19 paginiEnergies 15 04266CHAVHAN NAYANÎncă nu există evaluări
- 30 14 00805 JinHyukKIM - Jan 2015 PDFDocument14 pagini30 14 00805 JinHyukKIM - Jan 2015 PDFMohamed Amine AchouriÎncă nu există evaluări
- CFD Analysis For Estimation of Efficiency of Low-Pressure Steam TurbineDocument4 paginiCFD Analysis For Estimation of Efficiency of Low-Pressure Steam TurbineaminardakaniÎncă nu există evaluări
- Design and CFD Analysis of Centrifugal Pump IJERTCONV9IS10007Document5 paginiDesign and CFD Analysis of Centrifugal Pump IJERTCONV9IS10007muhammad faisalÎncă nu există evaluări
- CFDforCentrifugalPumpsA Review PDFDocument6 paginiCFDforCentrifugalPumpsA Review PDFAnonymous K48TgviÎncă nu există evaluări
- Analysis and Performance of Centrifugal Pump ImpellerDocument7 paginiAnalysis and Performance of Centrifugal Pump ImpellerMarcelo MachadoÎncă nu există evaluări
- Centrifugal PumpDocument3 paginiCentrifugal PumpJournalNX - a Multidisciplinary Peer Reviewed JournalÎncă nu există evaluări
- Machines: Design and Optimization of A Centrifugal Pump For Slurry Transport Using The Response Surface MethodDocument23 paginiMachines: Design and Optimization of A Centrifugal Pump For Slurry Transport Using The Response Surface MethodRaju SainiÎncă nu există evaluări
- Welcome To International Journal of Engineering Research and Development (IJERD)Document5 paginiWelcome To International Journal of Engineering Research and Development (IJERD)IJERDÎncă nu există evaluări
- 1 - Design and Analysis of Impeller Blade For Axial Flow Pumps PDFDocument31 pagini1 - Design and Analysis of Impeller Blade For Axial Flow Pumps PDFtafocanÎncă nu există evaluări
- Design and Analysis of Advance Pump Working in Reverse Mode As A Turbine For Hydro Power Plant-A ReviewDocument6 paginiDesign and Analysis of Advance Pump Working in Reverse Mode As A Turbine For Hydro Power Plant-A Reviewشـخـ صـﮱ اسـطورﮱÎncă nu există evaluări
- CFD Analysis For Estimation of Efficiency of Low Pressure Steam TurbineDocument4 paginiCFD Analysis For Estimation of Efficiency of Low Pressure Steam TurbineahmadÎncă nu există evaluări
- A Critical Review On CFD Analysis of Centrifugal Pump ImpellerDocument7 paginiA Critical Review On CFD Analysis of Centrifugal Pump ImpellervishallchhayaÎncă nu există evaluări
- Impeller Design For An Axial - Ow Pump Based On Multi-Objective OptimizationDocument9 paginiImpeller Design For An Axial - Ow Pump Based On Multi-Objective OptimizationBjorn FejerÎncă nu există evaluări
- Design and Analysis of Centrifugal Pump Impeller Using CFD Analysis IJERTCONV5IS07017Document6 paginiDesign and Analysis of Centrifugal Pump Impeller Using CFD Analysis IJERTCONV5IS07017VSÎncă nu există evaluări
- Design of A Fixture PDFDocument8 paginiDesign of A Fixture PDFLekh SoniÎncă nu există evaluări
- C0268071312 PDFDocument4 paginiC0268071312 PDFPrahlad SahuÎncă nu există evaluări
- Qiu Et Al 2016 Optimal Design of Hydraulic Excavator Working Device Based On Multiple Surrogate ModelsDocument12 paginiQiu Et Al 2016 Optimal Design of Hydraulic Excavator Working Device Based On Multiple Surrogate ModelsMustarica AndreiÎncă nu există evaluări
- Kant 2015Document6 paginiKant 2015Temam MohammedÎncă nu există evaluări
- Jsir 72 (6) 373-378Document6 paginiJsir 72 (6) 373-378mghgolÎncă nu există evaluări
- Celeb Iog Lu 2010Document10 paginiCeleb Iog Lu 2010Salman BoghaniÎncă nu există evaluări
- Optimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi TechniqueDocument8 paginiOptimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi TechniqueitiseasyÎncă nu există evaluări
- Bagi Kamate PaperDocument5 paginiBagi Kamate PaperalexÎncă nu există evaluări
- Radial Turbine Design ProcessDocument15 paginiRadial Turbine Design ProcessKamaldeep GuptaÎncă nu există evaluări
- Structural Analysis of Micro Turbine by Using CFD Dr.R.Rajappan, K ChandrasekarDocument8 paginiStructural Analysis of Micro Turbine by Using CFD Dr.R.Rajappan, K ChandrasekarSaad Al HelyÎncă nu există evaluări
- Template-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanDocument10 paginiTemplate-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanmurgadeepÎncă nu există evaluări
- Electronics 12 01281Document14 paginiElectronics 12 01281Агил АхмедовÎncă nu există evaluări
- 983 1781 1 PBDocument13 pagini983 1781 1 PBAlfa PumpsÎncă nu există evaluări
- Improvement in Productivity Through Design and Development of Special Purpose Machine Tool - A Case StudyDocument7 paginiImprovement in Productivity Through Design and Development of Special Purpose Machine Tool - A Case StudytimrompiescommunityÎncă nu există evaluări
- 1238 Francis Runners e PDFDocument10 pagini1238 Francis Runners e PDFFolpoÎncă nu există evaluări
- Head and Efficiency Prediction Methods For Centrifugal Pumps2 PDFDocument9 paginiHead and Efficiency Prediction Methods For Centrifugal Pumps2 PDFSimon TudorÎncă nu există evaluări
- An Integrated Design and Optimization Approach For Radial Inward Flow TurbineDocument16 paginiAn Integrated Design and Optimization Approach For Radial Inward Flow TurbineSyed Jiaul HoqueÎncă nu există evaluări
- Axial Flow Turbine Aerodynamic Shape DesignoptimizationDocument11 paginiAxial Flow Turbine Aerodynamic Shape Designoptimizationntik 23Încă nu există evaluări
- Axial Compressor Optimization Method: IOP Conference Series: Materials Science and EngineeringDocument10 paginiAxial Compressor Optimization Method: IOP Conference Series: Materials Science and EngineeringSami AhmadÎncă nu există evaluări
- Aero-Engine Compressor Rotor Development Through Reengineering Based Product Development CycleDocument6 paginiAero-Engine Compressor Rotor Development Through Reengineering Based Product Development CycleMetin MehelÎncă nu există evaluări
- Wa0012.Document13 paginiWa0012.Ana Maria Garcia RodriguezÎncă nu există evaluări
- Li 2017 IOP Conf. Ser. Mater. Sci. Eng. 232 012084Document10 paginiLi 2017 IOP Conf. Ser. Mater. Sci. Eng. 232 012084Yu An ShihÎncă nu există evaluări
- Optimisation of Mixing Performance of Helical Ribbon Mixers For High Throughput Applications Using Computational Uid DynamicsDocument12 paginiOptimisation of Mixing Performance of Helical Ribbon Mixers For High Throughput Applications Using Computational Uid DynamicssuganyaÎncă nu există evaluări
- Energy Efficient Control of Three-Phase Induction MotorDocument9 paginiEnergy Efficient Control of Three-Phase Induction MotoriiradminÎncă nu există evaluări
- Scope of CFD in The Process IndustryDocument10 paginiScope of CFD in The Process IndustrydkrnambiarÎncă nu există evaluări
- Design Multistage External Gear Pumps For Dry SumpDocument11 paginiDesign Multistage External Gear Pumps For Dry SumpCHAVHAN NAYANÎncă nu există evaluări
- JBSMSE 2016 Celik Rennie AkinciDocument16 paginiJBSMSE 2016 Celik Rennie AkinciAnonymous PufNjgÎncă nu există evaluări
- J55ODocument15 paginiJ55OUmair MunirÎncă nu există evaluări
- Conceptual Design Optimization of Francis TurbinesDocument11 paginiConceptual Design Optimization of Francis TurbinesJun GWan ParkÎncă nu există evaluări
- Progressive Orthogonal Optimization Design Method For High Efficiency Axial-Flow BlowerDocument12 paginiProgressive Orthogonal Optimization Design Method For High Efficiency Axial-Flow BloweranggitormenÎncă nu există evaluări
- Ijetae 0415 85Document4 paginiIjetae 0415 85ifyÎncă nu există evaluări
- Energies: Comparison of Two Single Stage Low-Pressure Rotary Lobe Expander Geometries in Terms of OperationDocument13 paginiEnergies: Comparison of Two Single Stage Low-Pressure Rotary Lobe Expander Geometries in Terms of OperationabhairulzÎncă nu există evaluări
- Project 1Document19 paginiProject 1Delinda DimpleÎncă nu există evaluări
- Under The Guidance ofDocument40 paginiUnder The Guidance ofnaveen mylapilliÎncă nu există evaluări
- Application of Queuing Theory For Effective Equipment Utilization and Maximization of Productivity in Construction ManagementDocument10 paginiApplication of Queuing Theory For Effective Equipment Utilization and Maximization of Productivity in Construction Managementعمر الفاضل ود ستوناÎncă nu există evaluări
- FYP Poster-1Document1 paginăFYP Poster-1Abdul Rasheed GhaziÎncă nu există evaluări
- Solar InteligentDocument37 paginiSolar InteligentPrekshitha NÎncă nu există evaluări
- Modeling in Ow Performance Relationships For Wells Producing From Multi-Layer Solution-Gas Drive ReservoirsDocument13 paginiModeling in Ow Performance Relationships For Wells Producing From Multi-Layer Solution-Gas Drive ReservoirsAnes NurÎncă nu există evaluări
- Impeller Design and CFD Analysis of Fluid Flow in Rotodynamic PumpsDocument5 paginiImpeller Design and CFD Analysis of Fluid Flow in Rotodynamic PumpsMarcelo MachadoÎncă nu există evaluări
- Improvement of Machining Processes A Case StudyDocument9 paginiImprovement of Machining Processes A Case StudyParamesh Waran [049]Încă nu există evaluări
- Design and Analysis of Quad Acting Reciprocating Pump - A Novel ApproachDocument7 paginiDesign and Analysis of Quad Acting Reciprocating Pump - A Novel Approachmohamad abasiÎncă nu există evaluări
- Evaluation and Modeling of The Energy Demand During MachiningDocument10 paginiEvaluation and Modeling of The Energy Demand During MachiningRenan CavalcanteÎncă nu există evaluări
- Decomposition-Based Bi-Objective Optimization For Sustainable Robotic Assembly Line Balancing ProblemsDocument14 paginiDecomposition-Based Bi-Objective Optimization For Sustainable Robotic Assembly Line Balancing Problemslei liÎncă nu există evaluări
- Dr. Eng. Mohamed EL-Shimy (Ain Shams University) - Reliability, Availability, and Maintainability (RAM) Analysis of Utility Power Transformers in EgyptDocument5 paginiDr. Eng. Mohamed EL-Shimy (Ain Shams University) - Reliability, Availability, and Maintainability (RAM) Analysis of Utility Power Transformers in EgyptEnrique Javier González HenríquezÎncă nu există evaluări
- Investigation of A Centrífugal Pump Impeller Vane Profile Using CFD PDFDocument8 paginiInvestigation of A Centrífugal Pump Impeller Vane Profile Using CFD PDFEnrique Javier González HenríquezÎncă nu există evaluări
- The Dynamic of A Vertical Pump T. Spettel (Orbit Magazine 1985-Q2)Document4 paginiThe Dynamic of A Vertical Pump T. Spettel (Orbit Magazine 1985-Q2)Enrique Javier González HenríquezÎncă nu există evaluări
- Ird 880 ManualDocument97 paginiIrd 880 ManualEnrique Javier González HenríquezÎncă nu există evaluări
- Performance Test & UncertaintyDocument30 paginiPerformance Test & UncertaintyEnrique Javier González HenríquezÎncă nu există evaluări
- Norsok O-CR-001r1 Life Cycle Cost For Systems & EquipmentDocument38 paginiNorsok O-CR-001r1 Life Cycle Cost For Systems & EquipmentspottedkelpieÎncă nu există evaluări
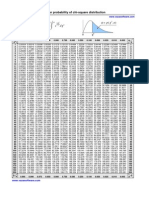
- Percentage Points For Upper Probability of Chi-Square Distribution PDFDocument1 paginăPercentage Points For Upper Probability of Chi-Square Distribution PDFEnrique Javier González HenríquezÎncă nu există evaluări
- Arts 9 M1 Q3 1Document15 paginiArts 9 M1 Q3 1Gina GalvezÎncă nu există evaluări
- The Court Cards: Hans Christian AndersenDocument4 paginiThe Court Cards: Hans Christian Andersenbresail4Încă nu există evaluări
- FannyTriana-fanny - Response To Gloria Naylor's - Mommy, What Does 'Nigger' MeanDocument3 paginiFannyTriana-fanny - Response To Gloria Naylor's - Mommy, What Does 'Nigger' MeanARTUROÎncă nu există evaluări
- Cargill Web Application Scanning ReportDocument27 paginiCargill Web Application Scanning ReportHari KingÎncă nu există evaluări
- Expansion and Contraction of Demand:: Change in Demand vs. Change in Quantity DemandedDocument6 paginiExpansion and Contraction of Demand:: Change in Demand vs. Change in Quantity DemandedbadarÎncă nu există evaluări
- Abra State Institute of Sciences and TechnologyDocument9 paginiAbra State Institute of Sciences and TechnologyTintin Bejarin100% (3)
- Opening Evolution by Bill WallDocument11 paginiOpening Evolution by Bill WallKartik ShroffÎncă nu există evaluări
- Sonnet 39 ArticleDocument2 paginiSonnet 39 ArticlelalyitaÎncă nu există evaluări
- May 29Document2 paginiMay 29gerrymattinglyÎncă nu există evaluări
- Is 456 - 2016 4th Amendment Plain and Reinforced Concrete - Code of Practice - Civil4MDocument3 paginiIs 456 - 2016 4th Amendment Plain and Reinforced Concrete - Code of Practice - Civil4Mvasudeo_ee0% (1)
- B1 Adjectives Ending in - ED and - ING AD006: Worksheets - English-Grammar - atDocument2 paginiB1 Adjectives Ending in - ED and - ING AD006: Worksheets - English-Grammar - atLucía Di CarloÎncă nu există evaluări
- Recount TextDocument17 paginiRecount TextalunaÎncă nu există evaluări
- Several Terms Redirect Here. For Other Uses, See,, and - This Article Is About Jinn in Islam. For Other Uses, See andDocument2 paginiSeveral Terms Redirect Here. For Other Uses, See,, and - This Article Is About Jinn in Islam. For Other Uses, See andEduard Loberez ReyesÎncă nu există evaluări
- Subordinating Clause - Kelompok 7Document6 paginiSubordinating Clause - Kelompok 7Jon CamÎncă nu există evaluări
- A Seminar Report On Soft Skills: Submitted To Visvesvaraya Technological University, BelgaumDocument18 paginiA Seminar Report On Soft Skills: Submitted To Visvesvaraya Technological University, Belgaumvishal vallapure100% (1)
- ResearchDocument16 paginiResearchJemuel Awid RabagoÎncă nu există evaluări
- Convekta Training MethodsDocument9 paginiConvekta Training MethodsTech PadawanÎncă nu există evaluări
- Thrift BanksDocument15 paginiThrift BanksHarry Decillo100% (1)
- Itm University, Raipur (Chhattisgarh) IndiaDocument5 paginiItm University, Raipur (Chhattisgarh) Indiajassi7nishadÎncă nu există evaluări
- Aub Updated-1 PDFDocument87 paginiAub Updated-1 PDFEvelyn Pamela Espinoza Morales100% (2)
- MBA ABM SyllabusDocument33 paginiMBA ABM Syllabuszinga007Încă nu există evaluări
- R15 Aerodynamics Notes PDFDocument61 paginiR15 Aerodynamics Notes PDFRahil MpÎncă nu există evaluări
- Algebra 1 TextbookDocument370 paginiAlgebra 1 TextbookLea Ann Smith80% (5)
- Polytechnic University of The Philippines Basketball Athletes' Superstitious Rituals and Its Effects in Their Game PerformanceDocument25 paginiPolytechnic University of The Philippines Basketball Athletes' Superstitious Rituals and Its Effects in Their Game PerformanceJewo CanterasÎncă nu există evaluări
- Case Theory BigamyDocument6 paginiCase Theory BigamyLouem GarceniegoÎncă nu există evaluări
- I/O Reviewer Chapter 1Document3 paginiI/O Reviewer Chapter 1luzille anne alertaÎncă nu există evaluări
- DerbyDB and EclipseDocument15 paginiDerbyDB and EclipseHessa Al-AwwadÎncă nu există evaluări
- Ultimate Power Errata: Ultimate Power Mutants & Masterminds Mutants & Masterminds FAQ Mutants & MastermindsDocument2 paginiUltimate Power Errata: Ultimate Power Mutants & Masterminds Mutants & Masterminds FAQ Mutants & MastermindsYunus Emre AtalayÎncă nu există evaluări
- Agostinis Et Al-2011-CA - A Cancer Journal For CliniciansDocument32 paginiAgostinis Et Al-2011-CA - A Cancer Journal For CliniciansKauniIsaacÎncă nu există evaluări
- Analysis of The Style and Terminology Problems in Translating Legal TextsDocument19 paginiAnalysis of The Style and Terminology Problems in Translating Legal TextsMarvin EugenioÎncă nu există evaluări