S-ar putea să vă placă și
- Automation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980De la EverandAutomation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980J. O'SheaÎncă nu există evaluări
- Spiral Brochure 3-2007Document8 paginiSpiral Brochure 3-2007MikeWalsheÎncă nu există evaluări
- A New Empirical Model For The Hydrocyclone Corrected EfficiencyDocument6 paginiA New Empirical Model For The Hydrocyclone Corrected EfficiencyTsakalakis G. Konstantinos100% (4)
- 35 Alex Doll - Formato PRM16Document24 pagini35 Alex Doll - Formato PRM16rodrigoalcaino100% (1)
- Utkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsDocument26 paginiUtkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsUtkarsh SankrityayanÎncă nu există evaluări
- Prob (Comminution) PDFDocument3 paginiProb (Comminution) PDFanasabdullahÎncă nu există evaluări
- Analysing Plant Trails by Comparing Recovery-Grade Regression LinesDocument10 paginiAnalysing Plant Trails by Comparing Recovery-Grade Regression LinesSarvesha MoodleyÎncă nu există evaluări
- Review DMS PlantDocument20 paginiReview DMS PlantSAUL ALEJANDRO TRUJILLO CARRASCOÎncă nu există evaluări
- #21. Pearce, Gagnon, Klein, MacIver, Makni, Fisher, - Kumar - Investigation of A Novel HPGR and Size Classification Circuit PDFDocument11 pagini#21. Pearce, Gagnon, Klein, MacIver, Makni, Fisher, - Kumar - Investigation of A Novel HPGR and Size Classification Circuit PDFManolo Sallo ValenzuelaÎncă nu există evaluări
- Cyclosim SingleDocument9 paginiCyclosim SinglehadryanaÎncă nu există evaluări
- Research Report of Mineral Processing 2Document17 paginiResearch Report of Mineral Processing 2MarcialÎncă nu există evaluări
- Industrial Validation of The Functional Performance Equation - A Breakthrough Tool For Improving Plant Grinding PerformanceDocument8 paginiIndustrial Validation of The Functional Performance Equation - A Breakthrough Tool For Improving Plant Grinding PerformanceFredy PeñaÎncă nu există evaluări
- Guideline: Conveyor Manufacturers Association of Sa LimitedDocument37 paginiGuideline: Conveyor Manufacturers Association of Sa LimitedYudhistira PratamaÎncă nu există evaluări
- Power Drawn by Grinding MediaDocument5 paginiPower Drawn by Grinding MediaanruloÎncă nu există evaluări
- BallSim OpenDocument44 paginiBallSim OpenGonzalo LopezÎncă nu există evaluări
- The Role of Ore Properties in Thickening ProcessDocument12 paginiThe Role of Ore Properties in Thickening ProcessJeromeÎncă nu există evaluări
- Procemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyDocument27 paginiProcemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyNereo SpenglerÎncă nu există evaluări
- Ballsim DirectDocument21 paginiBallsim DirectAnonymous TsKN7XZBÎncă nu există evaluări
- Performing Metallurgical Calculations On Computerized SpreadsheetsDocument9 paginiPerforming Metallurgical Calculations On Computerized SpreadsheetsJose Luis ValladaresÎncă nu există evaluări
- 1 X 600 MW JPL Seoni Project Madhya Pradesh: Stockpile Capacity CalculationDocument8 pagini1 X 600 MW JPL Seoni Project Madhya Pradesh: Stockpile Capacity Calculationdnyanesh_accÎncă nu există evaluări
- Jankovic-Validation of A Closed Circuit Ball Mill Model PDFDocument7 paginiJankovic-Validation of A Closed Circuit Ball Mill Model PDFrodrigoalcainoÎncă nu există evaluări
- Calculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)Document11 paginiCalculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)RAVI1972Încă nu există evaluări
- Estimating Process Design Gold Extraction, Leach Residence Time and Cyanide ComsumptionDocument10 paginiEstimating Process Design Gold Extraction, Leach Residence Time and Cyanide ComsumptionAldoÎncă nu există evaluări
- Flotation Circuit Design Using A Geometallurgical ApproachDocument10 paginiFlotation Circuit Design Using A Geometallurgical ApproachNataniel LinaresÎncă nu există evaluări
- Letseng Diamonds Plant 2 DocumentationDocument14 paginiLetseng Diamonds Plant 2 DocumentationKgotsofalang Kayson NqhwakiÎncă nu există evaluări
- Wet Limestone Grinding PDFDocument10 paginiWet Limestone Grinding PDFLevent ErgunÎncă nu există evaluări
- Spek Plate and Frame Filter PressDocument2 paginiSpek Plate and Frame Filter PressRatri Puspita WardaniÎncă nu există evaluări
- Mass Balancing Examples 1Document49 paginiMass Balancing Examples 1Amnart L. JantharasukÎncă nu există evaluări
- Horizontal Vacuum Belt Filter Studies On Heavy MineralsDocument11 paginiHorizontal Vacuum Belt Filter Studies On Heavy MineralsGyan PrameswaraÎncă nu există evaluări
- Power-Based Comminution Calculations Using AusgrindDocument13 paginiPower-Based Comminution Calculations Using AusgrindMarcos Bueno100% (1)
- Mill PerformanceDocument4 paginiMill PerformanceDuong VuÎncă nu există evaluări
- Effect of Circulating Load and ClassificDocument12 paginiEffect of Circulating Load and ClassificTatenda SibandaÎncă nu există evaluări
- PasteThickener TechnologyDocument5 paginiPasteThickener TechnologyRodri GermánÎncă nu există evaluări
- HydroFloat CPF - Cu ApplicationDocument34 paginiHydroFloat CPF - Cu ApplicationNicolas PerezÎncă nu există evaluări
- Pilot Plant Testing Methods - BPRDocument17 paginiPilot Plant Testing Methods - BPRravibelavadiÎncă nu există evaluări
- SABC-1 - Circuit DesignDocument186 paginiSABC-1 - Circuit DesignALBERTO NICHO HONDERMANNÎncă nu există evaluări
- Evaluation of The Blue Cube MQi Slurry AnalyserDocument15 paginiEvaluation of The Blue Cube MQi Slurry Analysermushava nyoka100% (1)
- VertiMillSim Reverse 1 .XLSMDocument51 paginiVertiMillSim Reverse 1 .XLSMW ZuoÎncă nu există evaluări
- Evaluation of Grinding Media Wear-Rate by A Combined Grinding MethodDocument5 paginiEvaluation of Grinding Media Wear-Rate by A Combined Grinding MethodW ZuoÎncă nu există evaluări
- Date: Project No: Purpose: Procedure: FeedDocument5 paginiDate: Project No: Purpose: Procedure: FeedRogger Renato Salinas LopezÎncă nu există evaluări
- Abrasion Test: Feed Sample RequirementsDocument1 paginăAbrasion Test: Feed Sample RequirementsThiago JatobáÎncă nu există evaluări
- Expert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Document201 paginiExpert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Nataniel LinaresÎncă nu există evaluări
- Iron Ore Dressing Plant Auditing - LectureDocument7 paginiIron Ore Dressing Plant Auditing - LectureravibelavadiÎncă nu există evaluări
- 9 10 Test Methods For Characterising OreDocument130 pagini9 10 Test Methods For Characterising OreWillan Villanueva BolañosÎncă nu există evaluări
- Flotation Release AnalysisDocument12 paginiFlotation Release AnalysiswitkerzÎncă nu există evaluări
- Dense Medium SeparationDocument37 paginiDense Medium SeparationFelipe Goes Ribeiro BrideÎncă nu există evaluări
- An Overview of Single Stage Autogenous and Semiautogenous Grinding MillsDocument12 paginiAn Overview of Single Stage Autogenous and Semiautogenous Grinding Millsjosesejo123Încă nu există evaluări
- The Use of Comminution Testwork Results in SAG Mill DesignDocument16 paginiThe Use of Comminution Testwork Results in SAG Mill DesignLevent ErgunÎncă nu există evaluări
- RowlandDocument5 paginiRowlandzicoÎncă nu există evaluări
- Copia de Copy of Ballbal - Direc - Mol I (03!06!15)Document30 paginiCopia de Copy of Ballbal - Direc - Mol I (03!06!15)Travis BradyÎncă nu există evaluări
- Piping CalculationDocument19 paginiPiping CalculationYusri Fakhrizal100% (1)
- Running Head: Agg Flow SimulationDocument10 paginiRunning Head: Agg Flow SimulationGuilhermeÎncă nu există evaluări
- Better Grinding Systems: Figure 1: DeglomeratorDocument5 paginiBetter Grinding Systems: Figure 1: DeglomeratorSrikanth Mankala100% (1)
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceDocument7 paginiCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoÎncă nu există evaluări
- Short Course On Comminution & Semi-Autogenous Grinding: Session 8 Functional PerformanceDocument26 paginiShort Course On Comminution & Semi-Autogenous Grinding: Session 8 Functional PerformanceFredy Peña100% (1)
- Factors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsDocument11 paginiFactors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsMuhammad AzmeerÎncă nu există evaluări
- Multistage Flowsheets Sabc1Document204 paginiMultistage Flowsheets Sabc1alonsogonzalesÎncă nu există evaluări
- Test Report: Flowsheet Development For Recovery and Concentration of Iron Sands: Phase IIDocument11 paginiTest Report: Flowsheet Development For Recovery and Concentration of Iron Sands: Phase IIRavikumarAraliÎncă nu există evaluări
- Shaking Table ConcentratorDocument2 paginiShaking Table ConcentratorMgn SanÎncă nu există evaluări
- Flotation Enters Its Second Centenary With Higher Intensity and Bigger CapacityDocument13 paginiFlotation Enters Its Second Centenary With Higher Intensity and Bigger CapacityOvidio Jaime CruzÎncă nu există evaluări
- 1251 Weighing On An Analytical BalanceDocument6 pagini1251 Weighing On An Analytical Balancenonick18Încă nu există evaluări
- Polymer DesignDocument16 paginiPolymer DesigndalilahatiyahibrahimÎncă nu există evaluări
- 34 Samss 711Document26 pagini34 Samss 711ShojikuriakoseTÎncă nu există evaluări
- 2 Effect of Heat On SaltDocument3 pagini2 Effect of Heat On SaltJacelynÎncă nu există evaluări
- Effect of Free Lime and Lime Saturation Factor On Grindability of Cement ClinkerDocument7 paginiEffect of Free Lime and Lime Saturation Factor On Grindability of Cement Clinkeromar rahmounÎncă nu există evaluări
- Victoria Junior College JC 2 Preliminary Examinations Higher 2Document11 paginiVictoria Junior College JC 2 Preliminary Examinations Higher 2Jing Yi KuahÎncă nu există evaluări
- Impact of Hemp Shiv On Cement Setting and HardeningDocument10 paginiImpact of Hemp Shiv On Cement Setting and HardeningscottalumileÎncă nu există evaluări
- Aphanizomenon Flos-Aquae - WikipediaDocument4 paginiAphanizomenon Flos-Aquae - WikipediaLucas Rueles da CunhaÎncă nu există evaluări
- ElectrochemistryDocument24 paginiElectrochemistryZainul AbedeenÎncă nu există evaluări
- Anti TermiteDocument5 paginiAnti TermiteDamitha Anjana WeerakoonÎncă nu există evaluări
- Direct Water Injection Cooling For Military E N G I N E S and Effects On The Diesel CycleDocument11 paginiDirect Water Injection Cooling For Military E N G I N E S and Effects On The Diesel Cycledipali2229Încă nu există evaluări
- Scope of Work - API 653 Inspections of Aboveground Storage TanksDocument14 paginiScope of Work - API 653 Inspections of Aboveground Storage Tanksgilbertjerry100% (1)
- Enhancing The Stepped Solar Still Performance Using Internal Re EctorsDocument6 paginiEnhancing The Stepped Solar Still Performance Using Internal Re EctorslinhÎncă nu există evaluări
- Chap 6 Numhyd Riemann 1Document13 paginiChap 6 Numhyd Riemann 1rickyspaceguyÎncă nu există evaluări
- App Guide - Xl16iapg01enb TraneDocument20 paginiApp Guide - Xl16iapg01enb TraneAngel Quique MeanaÎncă nu există evaluări
- Absorbance and Fluorescence Spectroscopies of Green Fluorescent ProteinDocument24 paginiAbsorbance and Fluorescence Spectroscopies of Green Fluorescent ProteinMadel Tutor ChaturvediÎncă nu există evaluări
- Mass Transfer With/Without Chemical Rection (Solid-Liquid System)Document7 paginiMass Transfer With/Without Chemical Rection (Solid-Liquid System)Sameep JainÎncă nu există evaluări
- Trends in Food Science & TechnologyDocument16 paginiTrends in Food Science & TechnologyGabriel GabiÎncă nu există evaluări
- Stress Analysis of Storage Tank Piping Jeba Anand NadarDocument36 paginiStress Analysis of Storage Tank Piping Jeba Anand NadarTree Tawee100% (1)
- Res Guide Electromagnetic WavesDocument8 paginiRes Guide Electromagnetic WavesbrsreddyÎncă nu există evaluări
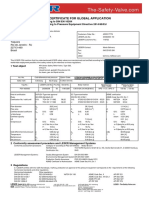
- PSV 430066 PDFDocument41 paginiPSV 430066 PDFErikikoÎncă nu există evaluări
- Conversion Table: Distance PressureDocument2 paginiConversion Table: Distance Pressurerizkboss8312Încă nu există evaluări
- Runner SystemDocument4 paginiRunner SystemManoj KumarÎncă nu există evaluări
- Chapter Sixteen Cell SignalingDocument96 paginiChapter Sixteen Cell SignalingRu LiliÎncă nu există evaluări
- ItpDocument2 paginiItpVinay YadavÎncă nu există evaluări
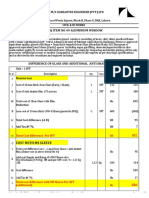
- Aluminium WindowDocument1 paginăAluminium WindowArshad MahmoodÎncă nu există evaluări
- Catalase Lab Project PosterDocument1 paginăCatalase Lab Project Posterapi-411085091Încă nu există evaluări
- Dimitri: Ivanovich MendeleevDocument13 paginiDimitri: Ivanovich MendeleevJilu Mary AntonyÎncă nu există evaluări
- sp80230 - Sds - 2015-06 - en Divinol en FdsDocument6 paginisp80230 - Sds - 2015-06 - en Divinol en FdsIoana UrsanÎncă nu există evaluări
- Titration of Calcium and Magnesium in Milk and Milk Fractions With Ethylenediamine Tetra AcetateDocument3 paginiTitration of Calcium and Magnesium in Milk and Milk Fractions With Ethylenediamine Tetra AcetateThomas ChanÎncă nu există evaluări
- When the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisDe la EverandWhen the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisEvaluare: 3.5 din 5 stele3.5/5 (2)
- Summary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisDe la EverandSummary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisEvaluare: 4.5 din 5 stele4.5/5 (44)
- The Marshmallow Test: Mastering Self-ControlDe la EverandThe Marshmallow Test: Mastering Self-ControlEvaluare: 4.5 din 5 stele4.5/5 (60)
- To Explain the World: The Discovery of Modern ScienceDe la EverandTo Explain the World: The Discovery of Modern ScienceEvaluare: 3.5 din 5 stele3.5/5 (51)
- Summary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisDe la EverandSummary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisEvaluare: 5 din 5 stele5/5 (8)
- The Obesity Code: Unlocking the Secrets of Weight LossDe la EverandThe Obesity Code: Unlocking the Secrets of Weight LossEvaluare: 4 din 5 stele4/5 (6)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincDe la EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincEvaluare: 3.5 din 5 stele3.5/5 (137)
- Why We Die: The New Science of Aging and the Quest for ImmortalityDe la EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityEvaluare: 4.5 din 5 stele4.5/5 (6)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseDe la EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseEvaluare: 3.5 din 5 stele3.5/5 (69)
- Under Alien Skies: A Sightseer's Guide to the UniverseDe la EverandUnder Alien Skies: A Sightseer's Guide to the UniverseEvaluare: 4.5 din 5 stele4.5/5 (18)
- The Story of Philosophy: The Lives and Opinions of the Greater PhilosophersDe la EverandThe Story of Philosophy: The Lives and Opinions of the Greater PhilosophersÎncă nu există evaluări
- Sully: The Untold Story Behind the Miracle on the HudsonDe la EverandSully: The Untold Story Behind the Miracle on the HudsonEvaluare: 4 din 5 stele4/5 (103)
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessDe la EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessÎncă nu există evaluări
- Sugar Crush: How to Reduce Inflammation, Reverse Nerve Damage, and Reclaim Good HealthDe la EverandSugar Crush: How to Reduce Inflammation, Reverse Nerve Damage, and Reclaim Good HealthEvaluare: 4 din 5 stele4/5 (6)
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldDe la EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldEvaluare: 3.5 din 5 stele3.5/5 (64)
- 10% Human: How Your Body's Microbes Hold the Key to Health and HappinessDe la Everand10% Human: How Your Body's Microbes Hold the Key to Health and HappinessEvaluare: 4 din 5 stele4/5 (33)
- How Emotions Are Made: The Secret Life of the BrainDe la EverandHow Emotions Are Made: The Secret Life of the BrainEvaluare: 4.5 din 5 stele4.5/5 (440)
- Who's in Charge?: Free Will and the Science of the BrainDe la EverandWho's in Charge?: Free Will and the Science of the BrainEvaluare: 4 din 5 stele4/5 (65)
- Return of the God Hypothesis: Three Scientific Discoveries That Reveal the Mind Behind the UniverseDe la EverandReturn of the God Hypothesis: Three Scientific Discoveries That Reveal the Mind Behind the UniverseEvaluare: 4.5 din 5 stele4.5/5 (52)
- Critical Care: A New Nurse Faces Death, Life, and Everything in BetweenDe la EverandCritical Care: A New Nurse Faces Death, Life, and Everything in BetweenEvaluare: 3.5 din 5 stele3.5/5 (159)
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceDe la EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceEvaluare: 4 din 5 stele4/5 (51)