S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
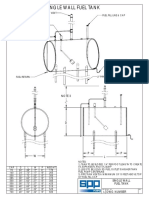
- Deposito Diessel-Newberry - Data Sheet - Drawing - Single Fuel Tank PDFDocument4 paginiDeposito Diessel-Newberry - Data Sheet - Drawing - Single Fuel Tank PDFRolan PonceÎncă nu există evaluări
- Valve-Chamber ISO A3 Title BlockDocument1 paginăValve-Chamber ISO A3 Title BlockAbÎncă nu există evaluări
- Figure 9-9 Hubless Cast Iron Pipe 9.10 Figure 9-10 Riser Bracing For Hubless Pipes 9.11Document18 paginiFigure 9-9 Hubless Cast Iron Pipe 9.10 Figure 9-10 Riser Bracing For Hubless Pipes 9.11Amro Metwally El HendawyÎncă nu există evaluări
- Injection Molding Troubleshooting For Common Design DefectsDocument3 paginiInjection Molding Troubleshooting For Common Design DefectsAlmgihty ZeusÎncă nu există evaluări
- High Rise BrochureDocument42 paginiHigh Rise BrochureArnel KirkÎncă nu există evaluări
- Sentron Busway SystemDocument24 paginiSentron Busway Systemgeorgel1980Încă nu există evaluări
- UM-min PDFDocument44 paginiUM-min PDFIsidro Ochotorena BeunzaÎncă nu există evaluări
- GMS Precast Stairs Rev CDocument11 paginiGMS Precast Stairs Rev CChoubi ChoubacaÎncă nu există evaluări
- Jaisalmer: Case StudyDocument27 paginiJaisalmer: Case Studyhudco kaamÎncă nu există evaluări
- Stramit Purlins Girts and Bridging Detailing and Installation GuideDocument28 paginiStramit Purlins Girts and Bridging Detailing and Installation GuideJason ChongÎncă nu există evaluări
- CET 513 Lecturer NoteDocument13 paginiCET 513 Lecturer NoteAminu AbdullahiÎncă nu există evaluări
- Rubber BellowDocument20 paginiRubber BellowPrateek100% (1)
- Gaurav Dahiphale: Civil EDocument2 paginiGaurav Dahiphale: Civil ESwap DaradeÎncă nu există evaluări
- Valvulas CheckDocument4 paginiValvulas CheckLAM AAAÎncă nu există evaluări
- Technical ProposalDocument54 paginiTechnical ProposalNone None NoneÎncă nu există evaluări
- Metro Urban Design & Streetscape ManualDocument268 paginiMetro Urban Design & Streetscape Manualnikhilnagpal2121994100% (1)
- Masters of Construction Management ProjectDocument198 paginiMasters of Construction Management ProjectcsharpplusÎncă nu există evaluări
- Reinhardt 1982Document48 paginiReinhardt 1982Tugce CeranÎncă nu există evaluări
- Cooling Tower Fan 301 Sr. DS Installation Manual 2006.12Document8 paginiCooling Tower Fan 301 Sr. DS Installation Manual 2006.12Krishna BadheÎncă nu există evaluări
- ASTM A351 (Stainless Steel Castings)Document5 paginiASTM A351 (Stainless Steel Castings)Fendi MirandaÎncă nu există evaluări
- Determination of Soil Stiffness ParametersDocument24 paginiDetermination of Soil Stiffness ParametersVenkataLakshmiKorrapatiÎncă nu există evaluări
- Focus On Caustic Stress Corrosion CrackingDocument2 paginiFocus On Caustic Stress Corrosion Crackingcoolguy12345Încă nu există evaluări
- CULVERT 2m X 2mDocument1 paginăCULVERT 2m X 2mNISHIMONÎncă nu există evaluări
- A Comparison Between Slurry and Earth Pressure Balanced SheildsDocument6 paginiA Comparison Between Slurry and Earth Pressure Balanced SheildsAnthony FuÎncă nu există evaluări
- Pso HygrolDocument1 paginăPso HygrolMuhammad EhsanÎncă nu există evaluări
- 01-B - Centrifugal PumpsDocument44 pagini01-B - Centrifugal Pumps81q1iyÎncă nu există evaluări
- 8 - Field Inspectors (CQA) Certification ProgramDocument7 pagini8 - Field Inspectors (CQA) Certification Program齐左Încă nu există evaluări
- On Expansive SoilsDocument18 paginiOn Expansive SoilsSrijaJuluru100% (1)
- Ple-02 VSL Brian LimDocument22 paginiPle-02 VSL Brian LimAsep SummitÎncă nu există evaluări
- 9999999999999999FAQs About Mechanical Splices - ETN-M-4-14 PDFDocument8 pagini9999999999999999FAQs About Mechanical Splices - ETN-M-4-14 PDFSeahorseÎncă nu există evaluări