S-ar putea să vă placă și
- General Exercise Questions API 1104 160708Document14 paginiGeneral Exercise Questions API 1104 160708Tarek Yehia100% (2)
- Gatut 1617 8403Document6 paginiGatut 1617 8403Chy IdÎncă nu există evaluări
- BOQ Offer R0 - 30122020 - C&S PLANT TENDER - BOQ TEMPLATEDocument34 paginiBOQ Offer R0 - 30122020 - C&S PLANT TENDER - BOQ TEMPLATERini AdelinaÎncă nu există evaluări
- Attachement A RFQ 61 0027543Document3 paginiAttachement A RFQ 61 0027543HabibÎncă nu există evaluări
- Chemical Composition of Natural GasDocument5 paginiChemical Composition of Natural GasFitriahFindiatiÎncă nu există evaluări
- PMBOK Integration - Stake Holder - CommunicationDocument51 paginiPMBOK Integration - Stake Holder - CommunicationGibran WijayaÎncă nu există evaluări
- Pertamina Financial Statement 2020 AuditedDocument388 paginiPertamina Financial Statement 2020 Auditedyasir channelÎncă nu există evaluări
- Notes: PT Unilever Oleochemical Indonesia Sunshine Project Piping, Insulation & Mecahnical Tender - Osbl & IsblDocument11 paginiNotes: PT Unilever Oleochemical Indonesia Sunshine Project Piping, Insulation & Mecahnical Tender - Osbl & Isblrizky youlandaÎncă nu există evaluări
- Annexure 2 - Requisition For Pipe 4inch & AboveDocument11 paginiAnnexure 2 - Requisition For Pipe 4inch & Abovefrankz89Încă nu există evaluări
- RDMP Ru V Balikpapan: Piping & Instrument Diagram Refinery Fuel Oil & Fuel Gas System Distribution System To Plant 2Document1 paginăRDMP Ru V Balikpapan: Piping & Instrument Diagram Refinery Fuel Oil & Fuel Gas System Distribution System To Plant 2dian yuristiaÎncă nu există evaluări
- Level Calculation Report HRSG and Aircraft Warning LightsDocument189 paginiLevel Calculation Report HRSG and Aircraft Warning LightsHsein WangÎncă nu există evaluări
- PHR-PP-QC-GG-002 QAQC ProceduresDocument16 paginiPHR-PP-QC-GG-002 QAQC Proceduresmashari budiÎncă nu există evaluări
- EIMGP-I-ME-DTS-01-001 - R1 Mechanical Data Sheet CPO Tank TK-120 TK-121Document7 paginiEIMGP-I-ME-DTS-01-001 - R1 Mechanical Data Sheet CPO Tank TK-120 TK-121Teguh IndrawanÎncă nu există evaluări
- 12 00 Pi SPC 00020Document6 pagini12 00 Pi SPC 00020Erdal CanÎncă nu există evaluări
- ICSS For Gathering Station Jatiasri (Common Safety)Document7 paginiICSS For Gathering Station Jatiasri (Common Safety)Dwiayu LastaryÎncă nu există evaluări
- Process Gas Compressors: Comprehensive Api 618 Compressor PortfolioDocument20 paginiProcess Gas Compressors: Comprehensive Api 618 Compressor PortfolioaliakbarÎncă nu există evaluări
- SNBP2-00-MEC-RFQ-009 - Reva RFQ For Instrument Air Receiver Rev - PatraDocument13 paginiSNBP2-00-MEC-RFQ-009 - Reva RFQ For Instrument Air Receiver Rev - PatraRisyda PutriÎncă nu există evaluări
- Pltu Suralaya Ke IDocument22 paginiPltu Suralaya Ke IBimo AdhityaÎncă nu există evaluări
- National Shipping Policy and Inter-Island Shipping in IndonesiaDocument38 paginiNational Shipping Policy and Inter-Island Shipping in Indonesiadepzz27Încă nu există evaluări
- Indra: Detail Pre-Commissioning Procedure For Service Test of Cooling Water For Unit 040/041/042/043Document62 paginiIndra: Detail Pre-Commissioning Procedure For Service Test of Cooling Water For Unit 040/041/042/043AnhTuấnPhanÎncă nu există evaluări
- 12 00 Pi SPC 00022Document12 pagini12 00 Pi SPC 00022Erdal CanÎncă nu există evaluări
- Level Setting Diagrams: JOB No. 25635 25635-220-J6-0410-00001Document7 paginiLevel Setting Diagrams: JOB No. 25635 25635-220-J6-0410-00001Aldo QuispeÎncă nu există evaluări
- Notes: PT Unilever Oleochemical Indonesia Sunshine Project Piping, Insulation & Mecahnical Tender - Osbl & IsblDocument14 paginiNotes: PT Unilever Oleochemical Indonesia Sunshine Project Piping, Insulation & Mecahnical Tender - Osbl & Isblrizky youlandaÎncă nu există evaluări
- Process Reciprocating Compressors (API 618) : Functional SpecificationDocument49 paginiProcess Reciprocating Compressors (API 618) : Functional Specificationbrahim amiraÎncă nu există evaluări
- PO Wartsila - 720001 - SignedDocument2 paginiPO Wartsila - 720001 - SigneddithopramÎncă nu există evaluări
- Petrochemical IndonesiaDocument43 paginiPetrochemical IndonesiaElfara PuspitaÎncă nu există evaluări
- Specification For Control System (DCS) : Final IssueDocument38 paginiSpecification For Control System (DCS) : Final Issueanon_951110102Încă nu există evaluări
- 76119list of Approved Manufacturer Rev - 10 (Edisi November 2019)Document110 pagini76119list of Approved Manufacturer Rev - 10 (Edisi November 2019)Mohammad Nur Isah IdrusÎncă nu există evaluări
- HPCL VRMP Engg PresentationDocument18 paginiHPCL VRMP Engg PresentationgssmilesÎncă nu există evaluări
- D62 - 691 - 5 - C4-Specification Sheets PDFDocument26 paginiD62 - 691 - 5 - C4-Specification Sheets PDFSoumiyaÎncă nu există evaluări
- Tangki Produk METHANOL 5000 CS (C)Document3 paginiTangki Produk METHANOL 5000 CS (C)dullahnurkalimÎncă nu există evaluări
- TE-419888-001 - 869-U-1004 - ANTIFOAM INJECTION PACKAGE - Rev.BDocument13 paginiTE-419888-001 - 869-U-1004 - ANTIFOAM INJECTION PACKAGE - Rev.Brizwan.zamanÎncă nu există evaluări
- New 2020 Company Profile SWM v4 Small Size PDFDocument24 paginiNew 2020 Company Profile SWM v4 Small Size PDFMuhamad Nurul FarihÎncă nu există evaluări
- 12.PDE-CMG-G000-EC-00003 - 000 - 02 - ES Welding of Storage TanksDocument12 pagini12.PDE-CMG-G000-EC-00003 - 000 - 02 - ES Welding of Storage TanksIonut FloricaÎncă nu există evaluări
- PT Amman Mineral Nusa Tenggara Batu Hijau Project SpecificationDocument14 paginiPT Amman Mineral Nusa Tenggara Batu Hijau Project Specificationelia nugraha adiÎncă nu există evaluări
- Bentu and Korinci PSCDocument1 paginăBentu and Korinci PSCSuhendraÎncă nu există evaluări
- LPG Spec by EsdmDocument73 paginiLPG Spec by EsdmronaldopasaribuÎncă nu există evaluări
- S-Curve Maret W1 2021Document9 paginiS-Curve Maret W1 2021adiÎncă nu există evaluări
- Systimization and Circuitization Creation Case StudyDocument12 paginiSystimization and Circuitization Creation Case Studyahmed sobhyÎncă nu există evaluări
- Mooring & Breasting Jetty IVDocument16 paginiMooring & Breasting Jetty IVDwiki AdriyantoÎncă nu există evaluări
- 42-1006 CelebesDocument1 pagină42-1006 CelebesCelebes DieselÎncă nu există evaluări
- Medco Group Profile PDFDocument20 paginiMedco Group Profile PDFAppie KoekangeÎncă nu există evaluări
- Ligalub 50 PE - Peter Greven PDFDocument2 paginiLigalub 50 PE - Peter Greven PDFk2 polyÎncă nu există evaluări
- Current Lines: Please Click HereDocument9 paginiCurrent Lines: Please Click HereAdi HardiansyahÎncă nu există evaluări
- N.STD - Unit of MeasurementDocument12 paginiN.STD - Unit of MeasurementMatteoÎncă nu există evaluări
- Procurement List Year 2022 - Pep CepuDocument2 paginiProcurement List Year 2022 - Pep Cepumarketing kinaryaÎncă nu există evaluări
- Saudi Arabia Petrochemical Industry: Sabic Affiliates and SubsidiariesDocument1 paginăSaudi Arabia Petrochemical Industry: Sabic Affiliates and SubsidiarieshhvgÎncă nu există evaluări
- 801 TK 01Document8 pagini801 TK 01Gabbar SinghÎncă nu există evaluări
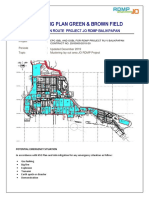
- Mustering Plan Area Green & Brown FieldDocument6 paginiMustering Plan Area Green & Brown FieldBimaÎncă nu există evaluări
- Economic Analysis MethanolDocument23 paginiEconomic Analysis MethanolprablesekhriÎncă nu există evaluări
- Tor LampungDocument8 paginiTor Lampungaristya_redmi2Încă nu există evaluări
- Iso-Propanol Production Report: Student Name: Course Name: Submission DateDocument18 paginiIso-Propanol Production Report: Student Name: Course Name: Submission DateAmir Javed official100% (1)
- Utilities? Solutions: Did Someone Say We Have All TheDocument6 paginiUtilities? Solutions: Did Someone Say We Have All TheSewatama Analytics 1Încă nu există evaluări
- MMD 94 XX DR Ar 0141 01 C04 - 220926 - 182814Document2 paginiMMD 94 XX DR Ar 0141 01 C04 - 220926 - 182814Edy SanyoÎncă nu există evaluări
- BOQ Fire SystemDocument90 paginiBOQ Fire SystemDSAKÎncă nu există evaluări
- JSA Box UpDocument7 paginiJSA Box Upimam dianiÎncă nu există evaluări
- ETRP - ECT.AEL - PRO.RPT.20042 - A - Process Simulations ReportDocument33 paginiETRP - ECT.AEL - PRO.RPT.20042 - A - Process Simulations ReportPaul OhiorÎncă nu există evaluări
- Annual Report 2005Document132 paginiAnnual Report 2005zackypragmaÎncă nu există evaluări
- TA-16-073-MP-016 Prosedur Pemeriksaan Kondisi Pressure Vessel Dan Inner Parts PDFDocument4 paginiTA-16-073-MP-016 Prosedur Pemeriksaan Kondisi Pressure Vessel Dan Inner Parts PDFDjuangÎncă nu există evaluări
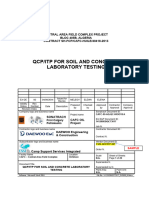
- QCP - ITP For Soil & Concrete Laboratory Testing - CSSIDocument29 paginiQCP - ITP For Soil & Concrete Laboratory Testing - CSSIM'HAMED BENKREIRAÎncă nu există evaluări
- QAQC Procedure For Fabrication - Flare KOD Rev ADocument9 paginiQAQC Procedure For Fabrication - Flare KOD Rev ARajesh K Pillai100% (1)
- Emergency Shutdown ValveDocument6 paginiEmergency Shutdown ValveCepi Sindang KamulanÎncă nu există evaluări
- Pressure Vessel InspectionsDocument8 paginiPressure Vessel InspectionsCepi Sindang KamulanÎncă nu există evaluări
- Inspection Techniques For Detecting CorrosionDocument6 paginiInspection Techniques For Detecting CorrosionCepi Sindang KamulanÎncă nu există evaluări
- Measurement of Corrosion Under InsulationDocument5 paginiMeasurement of Corrosion Under InsulationCepi Sindang KamulanÎncă nu există evaluări
- Sulfidic CorrosionDocument4 paginiSulfidic CorrosionCepi Sindang KamulanÎncă nu există evaluări
- Shortcut To A WPSDocument18 paginiShortcut To A WPSCepi Sindang Kamulan100% (1)
- Pressure Testing ProcedureDocument14 paginiPressure Testing ProcedureCepi Sindang KamulanÎncă nu există evaluări
- Introduction To NDTDocument6 paginiIntroduction To NDTCepi Sindang KamulanÎncă nu există evaluări
- Introduction To Storage TanksDocument19 paginiIntroduction To Storage TanksCepi Sindang KamulanÎncă nu există evaluări
- Hardness TestingDocument2 paginiHardness TestingCepi Sindang KamulanÎncă nu există evaluări
- Pressure Vessels IntroductionDocument4 paginiPressure Vessels IntroductionCepi Sindang KamulanÎncă nu există evaluări
- Procedure of Tank RepairDocument4 paginiProcedure of Tank RepairCepi Sindang KamulanÎncă nu există evaluări
- Pneumatic Testing Procedure For Mechanical EquipmentDocument39 paginiPneumatic Testing Procedure For Mechanical EquipmentCepi Sindang KamulanÎncă nu există evaluări
- Kettle Type Reboiler WorkingDocument7 paginiKettle Type Reboiler WorkingCepi Sindang KamulanÎncă nu există evaluări
- Online Thickness Vs Manual Thickness ReadingsDocument2 paginiOnline Thickness Vs Manual Thickness ReadingsCepi Sindang KamulanÎncă nu există evaluări
- Chloride ErosionDocument31 paginiChloride ErosionCepi Sindang Kamulan100% (1)
- Heat Tracing On PipelineDocument3 paginiHeat Tracing On PipelineCepi Sindang KamulanÎncă nu există evaluări
- T???? ?? ??????? ????????? ???????? ??? ?????? ?????Document2 paginiT???? ?? ??????? ????????? ???????? ??? ?????? ?????Cepi Sindang KamulanÎncă nu există evaluări
- Cathodic Protection of Underground Gas PipelineDocument59 paginiCathodic Protection of Underground Gas PipelineCepi Sindang KamulanÎncă nu există evaluări
- NFPA1Document3 paginiNFPA1Cepi Sindang KamulanÎncă nu există evaluări
- Saudi Aramco Total Refining and PetrocheDocument98 paginiSaudi Aramco Total Refining and PetrocheCepi Sindang KamulanÎncă nu există evaluări
- Data General Data: Checklist TankDocument5 paginiData General Data: Checklist TankCepi Sindang KamulanÎncă nu există evaluări
- Introduction Visual Testing (VT)Document6 paginiIntroduction Visual Testing (VT)Cepi Sindang KamulanÎncă nu există evaluări
- Ultrasonic Flow Meter Working and TypesDocument4 paginiUltrasonic Flow Meter Working and TypesCepi Sindang KamulanÎncă nu există evaluări
- Types of DistillationDocument11 paginiTypes of DistillationCepi Sindang KamulanÎncă nu există evaluări
- Washing Tank1 Trantam GSDocument4 paginiWashing Tank1 Trantam GSCepi Sindang KamulanÎncă nu există evaluări
- ESOP 11 Fuel Storage AST Ver2 100212Document21 paginiESOP 11 Fuel Storage AST Ver2 100212Cepi Sindang KamulanÎncă nu există evaluări
- DT&NDTDocument26 paginiDT&NDTCepi Sindang KamulanÎncă nu există evaluări
- Overview of Nondestructive Testing (NDT)Document28 paginiOverview of Nondestructive Testing (NDT)Cepi Sindang KamulanÎncă nu există evaluări
- Technology - Magnetic Eddy Current MEC Inspection TechniqueDocument12 paginiTechnology - Magnetic Eddy Current MEC Inspection TechniqueCepi Sindang KamulanÎncă nu există evaluări
- Manila Water Standards 101Document45 paginiManila Water Standards 101orville acostaÎncă nu există evaluări
- Sikafloor - 957 SSDDocument3 paginiSikafloor - 957 SSDRodo Samuel SitorusÎncă nu există evaluări
- Exp No 10 DrillingDocument11 paginiExp No 10 DrillingM IRFANÎncă nu există evaluări
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDocument401 paginiGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdÎncă nu există evaluări
- Pelletizing Disc Scarabaeus: Haver Chemicals Haver ChemicalsDocument5 paginiPelletizing Disc Scarabaeus: Haver Chemicals Haver ChemicalsRafael RiosÎncă nu există evaluări
- M-501 Rev 5 Surface Prep & CoatingDocument24 paginiM-501 Rev 5 Surface Prep & Coatingmareepierre003Încă nu există evaluări
- Rapid PrototypingDocument17 paginiRapid PrototypingAkshAy ShAhÎncă nu există evaluări
- NPT Threads - National Pipe Tapered Thread Dimensions & SpecificationsDocument2 paginiNPT Threads - National Pipe Tapered Thread Dimensions & SpecificationsashrafÎncă nu există evaluări
- Steel Wire, Carbon and Alloy Specialty Spring Quality: Standard Specification ForDocument5 paginiSteel Wire, Carbon and Alloy Specialty Spring Quality: Standard Specification ForAli KatamipourÎncă nu există evaluări
- MIG (Solid Core) Welding CalculatorDocument3 paginiMIG (Solid Core) Welding CalculatorKhamdi AfandiÎncă nu există evaluări
- B4 Heat Treatment and MetallographyDocument19 paginiB4 Heat Treatment and MetallographyIrfan FadzailahÎncă nu există evaluări
- CNC MachinesDocument20 paginiCNC MachinesRavi MehtoÎncă nu există evaluări
- Tips On Extrusion DDS8Document4 paginiTips On Extrusion DDS8Hector AmarfilÎncă nu există evaluări
- Major Noel HouseDocument27 paginiMajor Noel Houseeduard bulanonÎncă nu există evaluări
- Experiment 6 - DistillationDocument5 paginiExperiment 6 - DistillationRohit BiswasÎncă nu există evaluări
- SM750Document2 paginiSM750Gantungan KulkasÎncă nu există evaluări
- QS W01 PDFDocument1 paginăQS W01 PDFHMAÎncă nu există evaluări
- Toray RO TM800KDocument2 paginiToray RO TM800KsreerajÎncă nu există evaluări
- CNC Programming and OperationDocument80 paginiCNC Programming and OperationMohammed Habeeb100% (1)
- Pacific Paint (Boysen) Philippines, Inc., - Two-Component Epoxy Based Coatings - BOYSEN - Sup - ® - Sup - Epoxy EnamelDocument1 paginăPacific Paint (Boysen) Philippines, Inc., - Two-Component Epoxy Based Coatings - BOYSEN - Sup - ® - Sup - Epoxy EnamelJojo CalimlimÎncă nu există evaluări
- 1.introduction To SMAWDocument74 pagini1.introduction To SMAWRumman Ul AhsanÎncă nu există evaluări
- Measure To Be Taken: Scavenge FireDocument2 paginiMeasure To Be Taken: Scavenge FirerajishrrrÎncă nu există evaluări
- The Hyd Philatelist Sept 2021Document52 paginiThe Hyd Philatelist Sept 2021nsigamanyÎncă nu există evaluări
- Interior Furnishing Work of New Circle Office in Bank'S Own Building at Plot No. 4, PSP, Saket Nagar, Near Aiims BhopalDocument37 paginiInterior Furnishing Work of New Circle Office in Bank'S Own Building at Plot No. 4, PSP, Saket Nagar, Near Aiims BhopalSAI ASSOCIATEÎncă nu există evaluări
- Isi Handbook For Structural Engineers PDFDocument124 paginiIsi Handbook For Structural Engineers PDFRoyer JuarezÎncă nu există evaluări
- Electrode E70TGDocument1 paginăElectrode E70TGkapsarcÎncă nu există evaluări
- TN 423: Vlsi Circuits: Silicon WafersDocument23 paginiTN 423: Vlsi Circuits: Silicon WafersBernard Mkumbwa Jr.Încă nu există evaluări
- Work Immersion SampleDocument20 paginiWork Immersion SampleAll ThatglittersÎncă nu există evaluări
- Annex 1 - The Conditions and Payment of Fees For The ServicesDocument21 paginiAnnex 1 - The Conditions and Payment of Fees For The ServicesSuntech Testing Limited STLÎncă nu există evaluări